Das könnte Ihnen auch gefallen
- Modelo y Diseño de Lavadora de GasesDokument11 SeitenModelo y Diseño de Lavadora de GasesAdolfo Javier Lander PadrinoNoch keine Bewertungen
- Proyecto Final Química Ambiental DiolimaDokument10 SeitenProyecto Final Química Ambiental DiolimaFabiola RomeroNoch keine Bewertungen
- Protocolo. - Luis Alonso de Luna VazquezDokument17 SeitenProtocolo. - Luis Alonso de Luna Vazquez4A Luis alonso De luna vazquezNoch keine Bewertungen
- Removal of Particles and Acid Gases SO2 of HCL With A Ceramic Filter B.en - EsDokument12 SeitenRemoval of Particles and Acid Gases SO2 of HCL With A Ceramic Filter B.en - EsCarmen RamosNoch keine Bewertungen
- Resumen Lavadores Scrubbers, MuñizDokument12 SeitenResumen Lavadores Scrubbers, MuñizJUAN JOSE JUNIOR MUÑIZ TORRESNoch keine Bewertungen
- 2107-Texto Del Artículo-6233-1-10-20181022Dokument12 Seiten2107-Texto Del Artículo-6233-1-10-20181022Julio César Sierra PalominoNoch keine Bewertungen
- Podrá Ser El Remedio Más Malo Que La EnfermedadDokument6 SeitenPodrá Ser El Remedio Más Malo Que La EnfermedadNelson SánchezNoch keine Bewertungen
- Gasificacion SubterraneaDokument4 SeitenGasificacion SubterraneaEdwin Javier MartinezNoch keine Bewertungen
- Ciencia, Docencia y Tecnología 0327-5566: Issn: Cdyt@uner - Edu.arDokument26 SeitenCiencia, Docencia y Tecnología 0327-5566: Issn: Cdyt@uner - Edu.arJose Gregorio Davila HernandezNoch keine Bewertungen
- Caso Práctico - Oxicombustion IP053Dokument7 SeitenCaso Práctico - Oxicombustion IP053gina ferNoch keine Bewertungen
- Tarea 1 ProyectosDokument6 SeitenTarea 1 ProyectosJhosue SalazarNoch keine Bewertungen
- Dispositivo ORSATDokument5 SeitenDispositivo ORSATDaniel Gonzales ZayasNoch keine Bewertungen
- Calculo Tren Lavado de GasesDokument14 SeitenCalculo Tren Lavado de GasesespinolarosasNoch keine Bewertungen
- Resumen de Mat. Cont. Atmosferica.Dokument81 SeitenResumen de Mat. Cont. Atmosferica.Rommel Iturbide AriasNoch keine Bewertungen
- Control de Emisiones GaseosasDokument20 SeitenControl de Emisiones Gaseosastracy paucarNoch keine Bewertungen
- TecnificacindeuunciclnparamaterialparticuladoytratamientodegasesDokument6 SeitenTecnificacindeuunciclnparamaterialparticuladoytratamientodegasesFelipe Anthonio LópezNoch keine Bewertungen
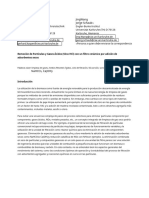
- Obtención de Hidruro de Bismuto Por Hidrólisis de Hidrógeno LíquidoDokument15 SeitenObtención de Hidruro de Bismuto Por Hidrólisis de Hidrógeno LíquidoNicole LisbethNoch keine Bewertungen
- Grupo 3 Analisis de Gases de CombustionDokument14 SeitenGrupo 3 Analisis de Gases de CombustionCristian Javier Rodriguez CamarenaNoch keine Bewertungen
- Tercera Entrega - Proyecto Procesos IndustrialesDokument6 SeitenTercera Entrega - Proyecto Procesos Industrialesmaria fernanda garzon zambranoNoch keine Bewertungen
- IntroducciónDokument3 SeitenIntroducciónAleydis anaid López AguilarNoch keine Bewertungen
- S1405774316300312 PDFDokument10 SeitenS1405774316300312 PDFAngie FiorellaNoch keine Bewertungen
- Importancia de La CatalisisDokument10 SeitenImportancia de La CatalisisGabriel LopezNoch keine Bewertungen
- Degradacion de Dioxido de AzufreDokument6 SeitenDegradacion de Dioxido de AzufrePatricia Mejia SolierNoch keine Bewertungen
- Prototipo de Recuperacion de RefrigerantesDokument7 SeitenPrototipo de Recuperacion de RefrigerantesaderlochNoch keine Bewertungen
- Remoción de Anhidrido CarbónicoDokument22 SeitenRemoción de Anhidrido CarbónicoKelvin Paitan CalderonNoch keine Bewertungen
- Ambientel - Tecnicas para Control de Emiciones de GasesDokument8 SeitenAmbientel - Tecnicas para Control de Emiciones de GasesDiego RojasNoch keine Bewertungen
- Recuperación de RefrigerantesDokument7 SeitenRecuperación de RefrigerantesAndres Felipe GutierrezNoch keine Bewertungen
- Residuos GaseososDokument2 SeitenResiduos GaseososMartínez Arando Karen PaolaNoch keine Bewertungen
- Óxidos de AzufreDokument14 SeitenÓxidos de AzufreEd WardNoch keine Bewertungen
- Un Novedoso Material Que Capta El CO2 Que Lo Atraviesa Podría Frenar El Calentamiento GlobalDokument2 SeitenUn Novedoso Material Que Capta El CO2 Que Lo Atraviesa Podría Frenar El Calentamiento GlobalmafestuNoch keine Bewertungen
- Torre de AdsorcionDokument15 SeitenTorre de AdsorcionKakito Rojas AliagaNoch keine Bewertungen
- Una Técnica Pionera para Capturar CO2 Se Completa Con Éxito en EspañaDokument10 SeitenUna Técnica Pionera para Capturar CO2 Se Completa Con Éxito en EspañaDai TamikoNoch keine Bewertungen
- Revision Bibliografica QuimicaDokument7 SeitenRevision Bibliografica QuimicaItza Manuela Santos DiazNoch keine Bewertungen
- Química AtmosfericaDokument37 SeitenQuímica AtmosfericaNuriaNoch keine Bewertungen
- Contaminación Del Aire - Grupo 2Dokument39 SeitenContaminación Del Aire - Grupo 2Alexa CascanteNoch keine Bewertungen
- Grupo #6 Entrega 4 ResultadosDokument10 SeitenGrupo #6 Entrega 4 Resultadospgpa31384Noch keine Bewertungen
- Tratamiento Termico Con Recuperaciòn de EnergiaDokument6 SeitenTratamiento Termico Con Recuperaciòn de EnergiaVictor CastroNoch keine Bewertungen
- Control de EmisionDokument21 SeitenControl de EmisionOscar Chilca100% (1)
- Caso Práctico IP053Dokument3 SeitenCaso Práctico IP053Coordinacion de Laboratorios UFPSO100% (3)
- Emisiones AtmosféricasDokument13 SeitenEmisiones AtmosféricasNahir CarballoNoch keine Bewertungen
- Los CatalizadoresDokument11 SeitenLos CatalizadorescarolinaNoch keine Bewertungen
- Tratamiento Catalítico de Efluentes GaseososDokument23 SeitenTratamiento Catalítico de Efluentes GaseososorlandoaguilarNoch keine Bewertungen
- Tren de LavadoDokument19 SeitenTren de LavadoRicardo SierraNoch keine Bewertungen
- Contaminación Del AirreDokument12 SeitenContaminación Del AirreMauricio EstebanNoch keine Bewertungen
- Equipo 4 Fotocatalisis de Contaminantes en Medio GaseosoDokument15 SeitenEquipo 4 Fotocatalisis de Contaminantes en Medio GaseosoYSAURO RAMOS50% (2)
- Metodos de Tratamiento de Residuos PeligrososDokument11 SeitenMetodos de Tratamiento de Residuos PeligrososBinnie DongNoch keine Bewertungen
- Ensayo absorcion-C1Q-Bobadilla AraujoDokument6 SeitenEnsayo absorcion-C1Q-Bobadilla AraujoPavel BobadillaNoch keine Bewertungen
- Tecnologías Disponibles para Reducir Las Emisiones ContaminantesDokument20 SeitenTecnologías Disponibles para Reducir Las Emisiones ContaminantesPUTODIXONVOL2Noch keine Bewertungen
- Grupo I Proyecto OpeDokument24 SeitenGrupo I Proyecto OpeSalem Paco San MiguelNoch keine Bewertungen
- Estudio CataliticoDokument25 SeitenEstudio Cataliticoraul escarciaNoch keine Bewertungen
- Emisiones de Gases Por Grupos Electrógenos en Los Sectores Alma Rosa, Los Minas, Ensanche Ozama y Zonas Aledañas Al Parque Mirador Del EsteDokument17 SeitenEmisiones de Gases Por Grupos Electrógenos en Los Sectores Alma Rosa, Los Minas, Ensanche Ozama y Zonas Aledañas Al Parque Mirador Del EstetchoubzNoch keine Bewertungen
- Ttaa U1 Ea DikfDokument7 SeitenTtaa U1 Ea DikfEudo NavaNoch keine Bewertungen
- Informe Incinerador La PazDokument16 SeitenInforme Incinerador La Pazgillean02Noch keine Bewertungen
- Desarrollo SostenibleDokument7 SeitenDesarrollo Sosteniblecristian mendoza quispeNoch keine Bewertungen
- Examen de EmsionesDokument4 SeitenExamen de EmsionesAlcides Reyes Muñoz67% (3)
- Control de La Contaminacion AmbientalDokument34 SeitenControl de La Contaminacion AmbientalMarcos MartinezNoch keine Bewertungen
- 2 Purificacion de Gases Por Fotocatalisis HeterogeneaDokument24 Seiten2 Purificacion de Gases Por Fotocatalisis HeterogeneaLorNoch keine Bewertungen
- Simetal CorexDokument21 SeitenSimetal CorexAlejandra TorresNoch keine Bewertungen
- Limpieza de La AtmosferaDokument2 SeitenLimpieza de La AtmosferaalvisNoch keine Bewertungen
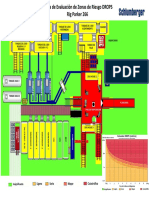
- Evaluacion de Zonas de DROPSDokument1 SeiteEvaluacion de Zonas de DROPSJoaquin Gomez100% (1)
- Temas y Subtemas Mercantil IIDokument3 SeitenTemas y Subtemas Mercantil IIJoaquin Gomez0% (1)
- Manual Del Participante ACR 2016Dokument70 SeitenManual Del Participante ACR 2016Joaquin GomezNoch keine Bewertungen
- PT3Dokument1 SeitePT3Joaquin GomezNoch keine Bewertungen
- Formato de Recepcion de Quejas. PROFECODokument1 SeiteFormato de Recepcion de Quejas. PROFECOJoaquin Gomez100% (2)
- Constancia Tecnico Basico de RiesgosDokument1 SeiteConstancia Tecnico Basico de RiesgosJoaquin Gomez100% (1)
- Gomez Galindo Joaquin: Total $1,362.23Dokument2 SeitenGomez Galindo Joaquin: Total $1,362.23Joaquin GomezNoch keine Bewertungen
- Pago de La MIA Formato E5Dokument2 SeitenPago de La MIA Formato E5Joaquin GomezNoch keine Bewertungen
- Guía PIPC 2018 - ACTDokument10 SeitenGuía PIPC 2018 - ACTJoaquin GomezNoch keine Bewertungen
- Politica de CalidadDokument1 SeitePolitica de CalidadJoaquin GomezNoch keine Bewertungen
- Lock Out Tag Out SpanishDokument25 SeitenLock Out Tag Out SpanishJoaquin GomezNoch keine Bewertungen
- Manual de Primeros AuxiliosDokument24 SeitenManual de Primeros AuxiliosJoaquin GomezNoch keine Bewertungen
- Operaciones Helitacticas en Caso de DesastresDokument29 SeitenOperaciones Helitacticas en Caso de DesastresJoaquin GomezNoch keine Bewertungen
- Capitulo 4 - Separadores Gas - LiqDokument58 SeitenCapitulo 4 - Separadores Gas - LiqJose Armando MayorgaNoch keine Bewertungen
- Guia de Estudio BENCENO AROMATICIDAD Y REACCIONESDokument54 SeitenGuia de Estudio BENCENO AROMATICIDAD Y REACCIONESjohnhamforthewinNoch keine Bewertungen
- Miguel Macedo CVDokument41 SeitenMiguel Macedo CVEver Renato Tejada GuillenNoch keine Bewertungen
- Cuestionario #2 de Extractiva - Mariana AvilaDokument10 SeitenCuestionario #2 de Extractiva - Mariana Avilaluisana leoneNoch keine Bewertungen
- CO PTS EPF PRO 045 Cargue de CarrotanquesDokument15 SeitenCO PTS EPF PRO 045 Cargue de CarrotanquesLeidy Marian BarbosaNoch keine Bewertungen
- Diseno Neumatico y Electronico Del Sistema de ControlDokument0 SeitenDiseno Neumatico y Electronico Del Sistema de ControlVíctor VargasNoch keine Bewertungen
- Formato de Certificado Prueba de GasDokument2 SeitenFormato de Certificado Prueba de GasKristel Adriana Contreras100% (1)
- P01 Definiciones (Clase)Dokument15 SeitenP01 Definiciones (Clase)Ruben Ros godoyNoch keine Bewertungen
- 3-Magnetismo. ElectromagnetismoDokument31 Seiten3-Magnetismo. Electromagnetismomeempecinado100% (2)
- Zonación y Temporalidad Relativa de Los Tipos de Alteración Hidrotermal Del Yacimiento Los Bronces, Santiago, Chile.Dokument212 SeitenZonación y Temporalidad Relativa de Los Tipos de Alteración Hidrotermal Del Yacimiento Los Bronces, Santiago, Chile.Alvaro Chewy ANoch keine Bewertungen
- Cic SueloDokument39 SeitenCic SueloAby CevallosNoch keine Bewertungen
- Previas TecniaDokument3 SeitenPrevias TecniaAnonymous gFjqHGNoch keine Bewertungen
- GRAFITODokument2 SeitenGRAFITOKaterine Serna100% (1)
- RM 132 2015 Minsa EpDokument2 SeitenRM 132 2015 Minsa EpNilton IngaNoch keine Bewertungen
- Centro de Enseñanza Tecnica IndustrialDokument3 SeitenCentro de Enseñanza Tecnica IndustrialLopez LopezNoch keine Bewertungen
- Cinética EnzimáticaDokument10 SeitenCinética EnzimáticaGiir Bluregaard'Noch keine Bewertungen
- Previo 2 Analitica 3. PolarografíaDokument4 SeitenPrevio 2 Analitica 3. Polarografíagancho2010Noch keine Bewertungen
- Guia Practica Quimica - 2023-1 (WORD)Dokument100 SeitenGuia Practica Quimica - 2023-1 (WORD)Lipsa Magaly Amasifuen MacahuachiNoch keine Bewertungen
- Lectura 3 - Fermentación Alcohólica LSLSLSLSLDokument16 SeitenLectura 3 - Fermentación Alcohólica LSLSLSLSLluis marcheseNoch keine Bewertungen
- Documental Microbiologia PDFDokument12 SeitenDocumental Microbiologia PDFAndy EscalanteNoch keine Bewertungen
- Pasos para Diseñar Una Torre de Destilación MulticomponenteDokument9 SeitenPasos para Diseñar Una Torre de Destilación MulticomponenteGasersithoOnneNoch keine Bewertungen
- Disposicion Residuos Lavado Gun BarrelDokument5 SeitenDisposicion Residuos Lavado Gun BarrelCamilo SanchezNoch keine Bewertungen
- PisosDokument24 SeitenPisosWendy SandovalNoch keine Bewertungen
- Practica 6Dokument8 SeitenPractica 6Francisco Pec HernándezNoch keine Bewertungen
- Serie de BowenDokument50 SeitenSerie de BowenAnonymous DQyvjNXMHb100% (2)
- Cuestionario 1 Semana 1 Semiescolarizado SabadoDokument6 SeitenCuestionario 1 Semana 1 Semiescolarizado SabadoRoberto Carlos Gönzàlëz HërnändëzNoch keine Bewertungen
- Acidez CafeDokument9 SeitenAcidez CafealeeNoch keine Bewertungen
- Ejemplo Encamisado PlacaDokument18 SeitenEjemplo Encamisado Placaluisf_mironNoch keine Bewertungen
- Lab Nro 3 ElectrodeposicionDokument8 SeitenLab Nro 3 ElectrodeposicionFoster Alberto Zavala AlegreNoch keine Bewertungen
- La Sidra PDFDokument12 SeitenLa Sidra PDFtecnoscar19723944Noch keine Bewertungen