Das könnte Ihnen auch gefallen
- AWWA M51 2001 RetypeDokument32 SeitenAWWA M51 2001 Retypealan toomey100% (2)
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryVon EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNoch keine Bewertungen
- Barduva Screw Nut LiftsDokument16 SeitenBarduva Screw Nut Liftswilderness_666Noch keine Bewertungen
- Engineering 0016 General Process Design RequirementsDokument51 SeitenEngineering 0016 General Process Design RequirementsagaricusNoch keine Bewertungen
- BP Modeling 508Dokument12 SeitenBP Modeling 508ipliprensNoch keine Bewertungen
- General Exhaust (Dilution) Ventilation Systems General ExhaustDokument5 SeitenGeneral Exhaust (Dilution) Ventilation Systems General ExhaustmadbakingNoch keine Bewertungen
- Meh 065Dokument15 SeitenMeh 065bilouNoch keine Bewertungen
- Aeration System in WWTPDokument10 SeitenAeration System in WWTPashokNoch keine Bewertungen
- مقاله کمکی 3Dokument5 Seitenمقاله کمکی 3korope8705Noch keine Bewertungen
- Aart - Tecn 336 2014Dokument8 SeitenAart - Tecn 336 2014Ands ProNoch keine Bewertungen
- Local Exhaust VentilationDokument18 SeitenLocal Exhaust Ventilationkarthikraja2150% (2)
- Feng 2014Dokument10 SeitenFeng 2014Man PatelNoch keine Bewertungen
- Aiaa Airfoiljet 03Dokument11 SeitenAiaa Airfoiljet 03Namrata VermaNoch keine Bewertungen
- Relief Valves and VentsDokument16 SeitenRelief Valves and Ventsdp75Noch keine Bewertungen
- Airflow Characteristics Downwind A Naturally Ventilated Pig Building With A Roofed Outdoor Exercise Yard and Implications On Pollutant DistributionDokument18 SeitenAirflow Characteristics Downwind A Naturally Ventilated Pig Building With A Roofed Outdoor Exercise Yard and Implications On Pollutant DistributionStepan81Noch keine Bewertungen
- Noise Control Engr. J. 61 (3), May-June 2013Dokument9 SeitenNoise Control Engr. J. 61 (3), May-June 2013psaayoNoch keine Bewertungen
- 1977 Sykes Wind TunnelDokument14 Seiten1977 Sykes Wind TunnelAlejandro López LlanusaNoch keine Bewertungen
- Matecconf Ses2017 03006Dokument11 SeitenMatecconf Ses2017 03006Morgen GumpNoch keine Bewertungen
- Anechoic Wind TunnelsDokument39 SeitenAnechoic Wind TunnelsDaniel HatfieldNoch keine Bewertungen
- Aeroacoustic Investigation of A Single Airfoil Tip Leakage Flow 2010Dokument20 SeitenAeroacoustic Investigation of A Single Airfoil Tip Leakage Flow 2010lianboNoch keine Bewertungen
- Epjconf Efm2013 01072Dokument4 SeitenEpjconf Efm2013 01072bilouNoch keine Bewertungen
- Hood Types: Enclosing Hoods Are Those in Which The Source Is Either Partially or Totally Enclosed To Provide TheDokument11 SeitenHood Types: Enclosing Hoods Are Those in Which The Source Is Either Partially or Totally Enclosed To Provide TheSudhakar KarnanNoch keine Bewertungen
- Presenter Tip: To Demonstrate The Difference Between Supplying Air Into A Confined Space (Called "Pushing Air")Dokument2 SeitenPresenter Tip: To Demonstrate The Difference Between Supplying Air Into A Confined Space (Called "Pushing Air")reda mesbahNoch keine Bewertungen
- AE460F19 TunnelCalLab PDFDokument16 SeitenAE460F19 TunnelCalLab PDFKen TakeuchiNoch keine Bewertungen
- Indoor Air Quality Assessment in An Office BuildinDokument9 SeitenIndoor Air Quality Assessment in An Office BuildinDeva RajNoch keine Bewertungen
- Full-Scale, Wind Tunnel and CFD Wind Engineering StudiesDokument18 SeitenFull-Scale, Wind Tunnel and CFD Wind Engineering StudiesOscar David Hernandez GiraldoNoch keine Bewertungen
- Spe 29363 MSDokument11 SeitenSpe 29363 MSswaala4realNoch keine Bewertungen
- Design of Triple Effect Evaporator Developed by A Program in CDokument5 SeitenDesign of Triple Effect Evaporator Developed by A Program in CDeepakNoch keine Bewertungen
- Theoretical and Experimental Investigation of Impinging Jet Ventilation and Comparison With Wall Displacement VentilationDokument14 SeitenTheoretical and Experimental Investigation of Impinging Jet Ventilation and Comparison With Wall Displacement VentilationSofiane BellabiodNoch keine Bewertungen
- Dust Control in Pharma IndustriesDokument18 SeitenDust Control in Pharma Industriessushant_jhawerNoch keine Bewertungen
- A New All-Season Passive Sampling System ForDokument14 SeitenA New All-Season Passive Sampling System ForMuhammed UlviNoch keine Bewertungen
- Air Pollution Dispersion Modeling PDFDokument6 SeitenAir Pollution Dispersion Modeling PDFadcaNoch keine Bewertungen
- Advances in PSADokument14 SeitenAdvances in PSAmichaelpardoNoch keine Bewertungen
- Design and Development of Low-Cost Wind Tunnel For Educational PurposeDokument13 SeitenDesign and Development of Low-Cost Wind Tunnel For Educational Purposeirfan aNoch keine Bewertungen
- New Architectural Forms To Increase Dew CollectionDokument7 SeitenNew Architectural Forms To Increase Dew CollectionTales SilvaNoch keine Bewertungen
- Atmospheric Boundary Layer Wind Tunnel DesignDokument6 SeitenAtmospheric Boundary Layer Wind Tunnel DesignYadvender SinghNoch keine Bewertungen
- Detailed Characterisation Using PIV of The Flow ArDokument20 SeitenDetailed Characterisation Using PIV of The Flow ArKerem BaturNoch keine Bewertungen
- Absorption of SoundDokument60 SeitenAbsorption of SoundandresNoch keine Bewertungen
- Basic Vacuum Technology PrinciplesDokument54 SeitenBasic Vacuum Technology PrinciplesFederico Leon100% (1)
- Timmer PaperAIAA20030352Dokument11 SeitenTimmer PaperAIAA20030352davo87Noch keine Bewertungen
- Design and Performance of High Pressure Blowoff SilencersDokument8 SeitenDesign and Performance of High Pressure Blowoff SilencersBrent100% (1)
- Analysis of Hold Time Models For Total Flooding Clean Extinguishing AgentsDokument12 SeitenAnalysis of Hold Time Models For Total Flooding Clean Extinguishing Agentsscm_2628Noch keine Bewertungen
- Eserv PHPDokument186 SeitenEserv PHPMatias RiedelNoch keine Bewertungen
- Separation of High Purity Nitrogen From Air by Pressure Swing Adsorption On Carbon Molecular SievesDokument5 SeitenSeparation of High Purity Nitrogen From Air by Pressure Swing Adsorption On Carbon Molecular SievesJuan Guillermo Restrepo CanoNoch keine Bewertungen
- Road-Tunnels TP06 Road Tunnel Portal EmissionsDokument16 SeitenRoad-Tunnels TP06 Road Tunnel Portal EmissionsALARP (Arnold Dix)Noch keine Bewertungen
- K Brian & E RochaisDokument16 SeitenK Brian & E RochaisLuigi Andrew MercadoNoch keine Bewertungen
- Numerical Study of The Dynamics of Air SeparationDokument10 SeitenNumerical Study of The Dynamics of Air SeparationKatiaPeraltaNoch keine Bewertungen
- Drag Force Analysis of Car by Using-943-With-Cover-Page-V2Dokument7 SeitenDrag Force Analysis of Car by Using-943-With-Cover-Page-V2A ZNoch keine Bewertungen
- Design Construction and Performance Test of A Low Cost Subsonic Wind TunnelDokument10 SeitenDesign Construction and Performance Test of A Low Cost Subsonic Wind TunnelalfredsunnyNoch keine Bewertungen
- NMCPHC-pitot Tube TraversDokument20 SeitenNMCPHC-pitot Tube TraversTaehan LeeNoch keine Bewertungen
- Acoustics 2008 Acoustics and Sustainability:: How Should Acoustics Adapt To Meet Future Demands?Dokument9 SeitenAcoustics 2008 Acoustics and Sustainability:: How Should Acoustics Adapt To Meet Future Demands?cleitonmoyaNoch keine Bewertungen
- AirflowControlbynonThermalPlasmaActuators0022 3727-40-3 S01Dokument33 SeitenAirflowControlbynonThermalPlasmaActuators0022 3727-40-3 S01شاكر العاقلNoch keine Bewertungen
- Effectiveness of Positive Pressure Ventilation System For Road TunnelDokument8 SeitenEffectiveness of Positive Pressure Ventilation System For Road TunnelHarold TaylorNoch keine Bewertungen
- A Method For The Reduction of Bluff Body DragDokument13 SeitenA Method For The Reduction of Bluff Body DragFatin RazaliNoch keine Bewertungen
- Airfoile Noise OptimizationDokument10 SeitenAirfoile Noise OptimizationLuca AnzideiNoch keine Bewertungen
- 0000 Experimental Confirmation On The Theoritical Model For The Velocity Profile in A Rectangular Wind TunnelDokument8 Seiten0000 Experimental Confirmation On The Theoritical Model For The Velocity Profile in A Rectangular Wind TunnelArnalt StalinNoch keine Bewertungen
- Pap 1158Dokument8 SeitenPap 1158Eyob AdNoch keine Bewertungen
- Modelling of A Windcatcher For Natural VentilationDokument7 SeitenModelling of A Windcatcher For Natural Ventilationmohammad mejoNoch keine Bewertungen
- Efficiency Analysis of An Aerospike Nozzle: Dipak J. Choudhari, Uday V. AsolekarDokument5 SeitenEfficiency Analysis of An Aerospike Nozzle: Dipak J. Choudhari, Uday V. AsolekarAswith R ShenoyNoch keine Bewertungen
- LK InletsDokument8 SeitenLK InletsThu Huong HuongNoch keine Bewertungen
- Fundamentals of Aeroacoustics with Applications to Aeropropulsion Systems: Elsevier and Shanghai Jiao Tong University Press Aerospace SeriesVon EverandFundamentals of Aeroacoustics with Applications to Aeropropulsion Systems: Elsevier and Shanghai Jiao Tong University Press Aerospace SeriesNoch keine Bewertungen
- Advances in Air Conditioning Technologies: Improving Energy EfficiencyVon EverandAdvances in Air Conditioning Technologies: Improving Energy EfficiencyNoch keine Bewertungen
- Cat Supporti AutoallineantiDokument1 SeiteCat Supporti Autoallineantiwilderness_666Noch keine Bewertungen
- Machine Design: Search Log in RegisterDokument8 SeitenMachine Design: Search Log in Registerwilderness_666Noch keine Bewertungen
- Dienes Standard Knife Programme - Status 01 2022 - e 1Dokument16 SeitenDienes Standard Knife Programme - Status 01 2022 - e 1wilderness_666Noch keine Bewertungen
- Dimensionamento Depolveratore A Ciclone Portata Volumetrica (m3/h)Dokument2 SeitenDimensionamento Depolveratore A Ciclone Portata Volumetrica (m3/h)wilderness_666Noch keine Bewertungen
- The Specter of The Giant Three: L B & S HDokument21 SeitenThe Specter of The Giant Three: L B & S Hwilderness_666Noch keine Bewertungen
- 121 - NEXEN, Assembly Mag, Ballscrew Art-1Dokument4 Seiten121 - NEXEN, Assembly Mag, Ballscrew Art-1wilderness_666Noch keine Bewertungen
- Correcting Elastic FEA Results For Local PlasticityDokument6 SeitenCorrecting Elastic FEA Results For Local Plasticitywilderness_666Noch keine Bewertungen
- Molle A Scatto E Perni: Spring Latches and Ball StudsDokument1 SeiteMolle A Scatto E Perni: Spring Latches and Ball Studswilderness_666Noch keine Bewertungen
- Flue Gas Cleaning PDFDokument3 SeitenFlue Gas Cleaning PDFwilderness_666Noch keine Bewertungen
- FMEADokument88 SeitenFMEAapi-26802090100% (3)
- TDS Nylon101Dokument2 SeitenTDS Nylon101wilderness_666Noch keine Bewertungen
- Scheda Tecnica Prodotto: Nylatron GSM Materiale Plastico 1317Dokument1 SeiteScheda Tecnica Prodotto: Nylatron GSM Materiale Plastico 1317wilderness_666Noch keine Bewertungen
- Nyc-Asme 2013 PDFDokument45 SeitenNyc-Asme 2013 PDFEvriMert RüzgArdaNoch keine Bewertungen
- Understanding ConnectorsDokument16 SeitenUnderstanding Connectorswilderness_666Noch keine Bewertungen
- Operating Instructions Rack enDokument29 SeitenOperating Instructions Rack enwilderness_666Noch keine Bewertungen
- Uniform To Frame Loads SAP 2000 TUTORIALDokument18 SeitenUniform To Frame Loads SAP 2000 TUTORIALAndreaAlbero100% (1)
- Angls Contct Ball BearingDokument52 SeitenAngls Contct Ball BearingManish Pandey100% (1)
- Beam Design Formulas With Shear and MomentDokument20 SeitenBeam Design Formulas With Shear and MomentMuhammad Saqib Abrar100% (8)
- PM 3 002348 en 01Dokument28 SeitenPM 3 002348 en 01wilderness_666Noch keine Bewertungen
- Push Pull 1 PDFDokument3 SeitenPush Pull 1 PDFwilderness_666Noch keine Bewertungen
- Engineering Guide PDFDokument21 SeitenEngineering Guide PDFwilderness_666Noch keine Bewertungen
- Design and Size DuctworkDokument6 SeitenDesign and Size Ductworkwilderness_666Noch keine Bewertungen
- Monteferro Standard Machined GuiderailsDokument3 SeitenMonteferro Standard Machined Guiderailswilderness_666Noch keine Bewertungen
- SKF Spindle PDFDokument6 SeitenSKF Spindle PDFalfierebastardoNoch keine Bewertungen
- Fluid Particle Interactions Basics: OutlineDokument37 SeitenFluid Particle Interactions Basics: OutlineMayur PatelNoch keine Bewertungen
- 41 - Design News RPS Article PDFDokument1 Seite41 - Design News RPS Article PDFwilderness_666Noch keine Bewertungen
- Awakenings POMDokument1 SeiteAwakenings POMwilderness_666Noch keine Bewertungen
- Awakenings POMDokument9 SeitenAwakenings POMalfierebastardoNoch keine Bewertungen
- Orifice MeterDokument6 SeitenOrifice MeterCeazar Justine FuluganNoch keine Bewertungen
- Chapter 8 - Lecture 3Dokument16 SeitenChapter 8 - Lecture 3Madison BratinaNoch keine Bewertungen
- Course Outline at ASTU ModifiedDokument3 SeitenCourse Outline at ASTU ModifiedTemari futureNoch keine Bewertungen
- A Practical Approach To Modelling LNG Train Design For Minimizing Measurement - Allocation Uncertainty PDFDokument12 SeitenA Practical Approach To Modelling LNG Train Design For Minimizing Measurement - Allocation Uncertainty PDFUJJWALNoch keine Bewertungen
- Basic Instrumentation in RefineryDokument15 SeitenBasic Instrumentation in RefinerySahil SahniNoch keine Bewertungen
- Week One Homework Problems: Fundamentals of ! Fluid PowerDokument2 SeitenWeek One Homework Problems: Fundamentals of ! Fluid Powermustafa1011Noch keine Bewertungen
- Ws1.5 Ee: Water Specialist 1.5" Ee Control ValveDokument2 SeitenWs1.5 Ee: Water Specialist 1.5" Ee Control ValveChristian OlivoNoch keine Bewertungen
- Instrument Mechanic CTS2.0 NSQF-4Dokument108 SeitenInstrument Mechanic CTS2.0 NSQF-4togahardlife7Noch keine Bewertungen
- Fluid Flow MeterDokument25 SeitenFluid Flow MeterFatinAmiraNoch keine Bewertungen
- Flow Indicator TotaliserDokument1 SeiteFlow Indicator TotaliserArbaj TamboliNoch keine Bewertungen
- Hydra U Lik FilterDokument434 SeitenHydra U Lik FilterRamiro Di Pinto0% (1)
- Skid Vibration ProblemsDokument16 SeitenSkid Vibration ProblemsarturomNoch keine Bewertungen
- 6300 LectureNotes PDFDokument312 Seiten6300 LectureNotes PDFAbera MamoNoch keine Bewertungen
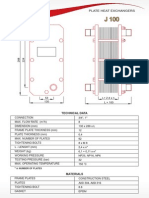
- Plate Heat Exchangers: Technical DataDokument15 SeitenPlate Heat Exchangers: Technical DataIvanNoch keine Bewertungen
- AGA Report No 3 - Part 4 (Intro) PDFDokument10 SeitenAGA Report No 3 - Part 4 (Intro) PDFRidho Satya Amanda67% (3)
- Water Use Reduction Additional Guidance 10-17-2016 v9 - 0Dokument8 SeitenWater Use Reduction Additional Guidance 10-17-2016 v9 - 0Marvin SisNoch keine Bewertungen
- Dosaodor D BulletinDokument12 SeitenDosaodor D BulletinNatural Gas Metering Sui Norhern Gas Pipelines Ltd.Noch keine Bewertungen
- Flow Measurement: Standards Certification Education & Training Publishing Conferences & ExhibitsDokument62 SeitenFlow Measurement: Standards Certification Education & Training Publishing Conferences & ExhibitsNadim Ahmad Siddique100% (2)
- Process Scheme Mechanical & Electrical Equipments & Guidlines For DesignDokument24 SeitenProcess Scheme Mechanical & Electrical Equipments & Guidlines For DesignPravin BoteNoch keine Bewertungen
- Level Control Loop-1Dokument8 SeitenLevel Control Loop-1Amna liaquatNoch keine Bewertungen
- Pai ToolDokument2 SeitenPai TooldjanetNoch keine Bewertungen
- Faure Herman TurbineDokument3 SeitenFaure Herman TurbinedidikosanNoch keine Bewertungen
- GPSA Engineering Data Book 14th Edition: Revision Date Reason (S) For RevisionDokument15 SeitenGPSA Engineering Data Book 14th Edition: Revision Date Reason (S) For Revisionrkm_rkmNoch keine Bewertungen
- ASTM F739 and EN 374 Product ComparisonDokument8 SeitenASTM F739 and EN 374 Product Comparisonsimbua72Noch keine Bewertungen
- Igs M RS 401Dokument46 SeitenIgs M RS 401mohamadreza toranjianNoch keine Bewertungen
- Surface Production Operations 8Dokument157 SeitenSurface Production Operations 8Сергей ВельдяксовNoch keine Bewertungen
- A6V10388515 - Ultrasonic Heat and Cooling Energy Meters UH50.. - enDokument54 SeitenA6V10388515 - Ultrasonic Heat and Cooling Energy Meters UH50.. - enNestor RomeroNoch keine Bewertungen
- FMR Series Datasheet 2019Dokument6 SeitenFMR Series Datasheet 2019Ahmed Hassan Abd ElhafezNoch keine Bewertungen