Das könnte Ihnen auch gefallen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Fermat Contest: Canadian Mathematics CompetitionDokument4 SeitenFermat Contest: Canadian Mathematics Competitionสฮาบูดีน สาและNoch keine Bewertungen
- Bahir Dar NDP UDP - Final ReportDokument188 SeitenBahir Dar NDP UDP - Final ReportWorkuMamo100% (1)
- Beauty Therapy Thesis SampleDokument8 SeitenBeauty Therapy Thesis Samplerachelvalenzuelaglendale100% (2)
- Site AnalysisDokument20 SeitenSite AnalysisCarlo RosaioNoch keine Bewertungen
- DHL Product Solutions Portfolio 2017Dokument1 SeiteDHL Product Solutions Portfolio 2017Hanzla TariqNoch keine Bewertungen
- Chapter - 2 - Unit Hydrograph2Dokument33 SeitenChapter - 2 - Unit Hydrograph2Abhilekh PaudelNoch keine Bewertungen
- Digital Logic DesignDokument38 SeitenDigital Logic DesignAri BaderNoch keine Bewertungen
- Opti Turn Tu 2004 V ManualDokument80 SeitenOpti Turn Tu 2004 V ManualCharu NavneetNoch keine Bewertungen
- Order,+ERC+Case+No.+2014 174+RCDokument9 SeitenOrder,+ERC+Case+No.+2014 174+RCCoii Yee Jr.Noch keine Bewertungen
- Text 5Dokument7 SeitenText 5santoshkumarray490Noch keine Bewertungen
- The Relaxation Solution Quick Start GuideDokument17 SeitenThe Relaxation Solution Quick Start GuideSteve DiamondNoch keine Bewertungen
- Unit-I: Digital Image Fundamentals & Image TransformsDokument70 SeitenUnit-I: Digital Image Fundamentals & Image TransformsNuzhath FathimaNoch keine Bewertungen
- Indian Standard: Methods of Chemical Testing of LeatherDokument75 SeitenIndian Standard: Methods of Chemical Testing of LeatherAshish DixitNoch keine Bewertungen
- 500 Word LIST Synonim of TOEFLDokument22 Seiten500 Word LIST Synonim of TOEFLNurul JulinarNoch keine Bewertungen
- SpeedFace M4 DatasheetDokument2 SeitenSpeedFace M4 DatasheetRENJITH K NAIRNoch keine Bewertungen
- Stratigraphy MCQs With AnswerDokument10 SeitenStratigraphy MCQs With Answerkumar Harsh67% (3)
- Eureka Forbes ReportDokument75 SeitenEureka Forbes ReportUjjval Jain0% (1)
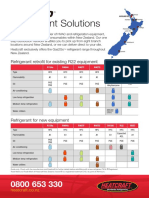
- Refrigerant Solutions: Refrigerant Retrofit For Existing R22 EquipmentDokument2 SeitenRefrigerant Solutions: Refrigerant Retrofit For Existing R22 EquipmentpriyoNoch keine Bewertungen
- Shi Et Al-2019-Intensive Care MedicineDokument11 SeitenShi Et Al-2019-Intensive Care MedicineJavier BlancNoch keine Bewertungen
- My Family (Speaking Cards)Dokument1 SeiteMy Family (Speaking Cards)Maria Marynuch100% (1)
- (Nano and Energy) Gavin Buxton - Alternative Energy Technologies - An Introduction With Computer Simulations-CRC Press (2014) PDFDokument302 Seiten(Nano and Energy) Gavin Buxton - Alternative Energy Technologies - An Introduction With Computer Simulations-CRC Press (2014) PDFmarcosNoch keine Bewertungen
- Surface & Subsurface Geotechnical InvestigationDokument5 SeitenSurface & Subsurface Geotechnical InvestigationAshok Kumar SahaNoch keine Bewertungen
- Institute of Metallurgy and Materials Engineering Faculty of Chemical and Materials Engineering University of The Punjab LahoreDokument10 SeitenInstitute of Metallurgy and Materials Engineering Faculty of Chemical and Materials Engineering University of The Punjab LahoreMUmairQrNoch keine Bewertungen
- IPC-S-816 SMT Process Guideline ChecklistDokument4 SeitenIPC-S-816 SMT Process Guideline Checklistmigant23uNoch keine Bewertungen
- Blood Glucose Units Conversion Table: Endocrinology & Diabetes UnitDokument1 SeiteBlood Glucose Units Conversion Table: Endocrinology & Diabetes UnitDrFarah Emad AliNoch keine Bewertungen
- Evaluation of Global Research Trends in The Area of Food Waste D - 2020 - Food CDokument10 SeitenEvaluation of Global Research Trends in The Area of Food Waste D - 2020 - Food CAliNoch keine Bewertungen
- Explaining Zambian Poverty: A History of Economic Policy Since IndependenceDokument37 SeitenExplaining Zambian Poverty: A History of Economic Policy Since IndependenceChola Mukanga100% (3)
- A Slice of History - Pizza Turim 4-7-15Dokument2 SeitenA Slice of History - Pizza Turim 4-7-15Mae Princess BolivarNoch keine Bewertungen
- EOCR 종합 EN 2015 PDFDokument228 SeitenEOCR 종합 EN 2015 PDFShubhankar KunduNoch keine Bewertungen
- 0707-Passive VoiceDokument6 Seiten0707-Passive VoiceKhôi TrầnNoch keine Bewertungen