Das könnte Ihnen auch gefallen
- Coopertitchener Trifilar1Dokument30 SeitenCoopertitchener Trifilar1api-24490620450% (2)
- A Critical Assessment of Wind Tunnel Results For The NACA 0012 AirfoilDokument23 SeitenA Critical Assessment of Wind Tunnel Results For The NACA 0012 AirfoilSlavi72Noch keine Bewertungen
- Bsee201 B - Fluid MechanicsDokument150 SeitenBsee201 B - Fluid MechanicsMarvin GagarinNoch keine Bewertungen
- LG Wd1873rds Manual de UsuarioDokument76 SeitenLG Wd1873rds Manual de UsuarioJosè Otoniel Osorio BarreraNoch keine Bewertungen
- Procedure For Field Joint CoatingDokument10 SeitenProcedure For Field Joint CoatingM Waqas HabibNoch keine Bewertungen
- 17 Free Data Science Projects To Boost Your Knowledge & SkillsDokument18 Seiten17 Free Data Science Projects To Boost Your Knowledge & SkillshamedfazelmNoch keine Bewertungen
- Experimental Comparison of Vibration and Acoustic EmissionDokument5 SeitenExperimental Comparison of Vibration and Acoustic EmissionANoch keine Bewertungen
- Huang 1998Dokument96 SeitenHuang 1998Andres AguirreNoch keine Bewertungen
- Vibration MechDokument4 SeitenVibration MechSasiKumar PetchiappanNoch keine Bewertungen
- United States Naval Academy: Division ofDokument13 SeitenUnited States Naval Academy: Division ofdrdinglechengNoch keine Bewertungen
- En 12697-242004 (E)Dokument8 SeitenEn 12697-242004 (E)tantai2004Noch keine Bewertungen
- Smoothing and Differentiation of Data by Simplified Least Squares Procedures - Ac60214a047Dokument13 SeitenSmoothing and Differentiation of Data by Simplified Least Squares Procedures - Ac60214a047Armando Caldeira PiresNoch keine Bewertungen
- 1 s2.0 S0888327007001847 MainDokument14 Seiten1 s2.0 S0888327007001847 MainahmedguerinNoch keine Bewertungen
- Royal Society Proceedings: Mathematical, Physical and Engineering SciencesDokument94 SeitenRoyal Society Proceedings: Mathematical, Physical and Engineering SciencesJaya KumarNoch keine Bewertungen
- Blunt Flat PlateDokument11 SeitenBlunt Flat PlatekeanshengNoch keine Bewertungen
- On The Application of Multi-Parameter Extremum Seeking ControlDokument5 SeitenOn The Application of Multi-Parameter Extremum Seeking ControlJoseph JoseNoch keine Bewertungen
- Huang 1998Dokument97 SeitenHuang 1998Veronica JanethNoch keine Bewertungen
- Pergamon: Vol 31, No. 1/2, Pp. 421-424, 1996 Printed in Great Britaln All Fights Reserced O360-8352/96 $15.00 + 0.00Dokument4 SeitenPergamon: Vol 31, No. 1/2, Pp. 421-424, 1996 Printed in Great Britaln All Fights Reserced O360-8352/96 $15.00 + 0.00dz0116Noch keine Bewertungen
- Iserman 05Dokument9 SeitenIserman 05Caballo Blanco DONoch keine Bewertungen
- 37 Impeller Fault Detection For A Centrifugal Pump Using Principal Component Analysis of Tim PDFDokument12 Seiten37 Impeller Fault Detection For A Centrifugal Pump Using Principal Component Analysis of Tim PDFjayaram432Noch keine Bewertungen
- Laboratory Manual PHY121Dokument21 SeitenLaboratory Manual PHY121Sumit KumarNoch keine Bewertungen
- New Metrics For Evaluating Monte Carlo Tolerance Analysis of AssembliesDokument10 SeitenNew Metrics For Evaluating Monte Carlo Tolerance Analysis of AssembliesMohammed ElkouhenNoch keine Bewertungen
- Virtual Experiments in A NutshellDokument37 SeitenVirtual Experiments in A Nutshellmarkos.skoulatosNoch keine Bewertungen
- 10.1515 - Astro 2000 0312Dokument12 Seiten10.1515 - Astro 2000 0312mohamedaziz.bechNoch keine Bewertungen
- Cantilever Project UmassDokument5 SeitenCantilever Project Umasskountryboy07Noch keine Bewertungen
- Diesel EngineDokument7 SeitenDiesel EnginenaserNoch keine Bewertungen
- ', Tlnrel-G0Mlnutes Plage. 5.: Lwainufal 'IDokument16 Seiten', Tlnrel-G0Mlnutes Plage. 5.: Lwainufal 'IApaar PandeyNoch keine Bewertungen
- Journal of Magnetic Resonance: Michael Prange, Yi-Qiao SongDokument6 SeitenJournal of Magnetic Resonance: Michael Prange, Yi-Qiao SongLeonardo JaimesNoch keine Bewertungen
- New Method of Data Treatment Related To Induction Machine Bearing Fault Using Axial Vibration Analytic SignalDokument5 SeitenNew Method of Data Treatment Related To Induction Machine Bearing Fault Using Axial Vibration Analytic Signallaribi souadNoch keine Bewertungen
- Envelope Bearing Analysis Theoryand PracticeDokument9 SeitenEnvelope Bearing Analysis Theoryand PracticeVladislav VelikovNoch keine Bewertungen
- Forecasting Sales of Slow and Fast Moving InventoriesDokument16 SeitenForecasting Sales of Slow and Fast Moving InventoriesMAHBUB RAFINoch keine Bewertungen
- Notes: 1. This Is A Closed Book Examination.: RETUR.iDokument11 SeitenNotes: 1. This Is A Closed Book Examination.: RETUR.iManuelPérezNoch keine Bewertungen
- Master: Applied Nuclear Data Research and Development Semiannual Progress ReportDokument105 SeitenMaster: Applied Nuclear Data Research and Development Semiannual Progress Reporthein HtetNoch keine Bewertungen
- Stodola MethodDokument42 SeitenStodola MethodRahul Chandel0% (3)
- A New Bearing Fault Detection and Diagnosis Scheme Based On Hidden Markov Modeling of Vibration SignalsDokument5 SeitenA New Bearing Fault Detection and Diagnosis Scheme Based On Hidden Markov Modeling of Vibration SignalsIlluminati Sky EulerNoch keine Bewertungen
- Seismic MultiatributDokument18 SeitenSeismic MultiatributLINDA ARDITA PUTRINoch keine Bewertungen
- Data Pre ProcessingDokument16 SeitenData Pre ProcessingcallsandhyaNoch keine Bewertungen
- Lwithi I: Characteristics MicrostripDokument9 SeitenLwithi I: Characteristics MicrostripMarcel BlinduNoch keine Bewertungen
- Comparison of State Estimators For A PermanentDokument6 SeitenComparison of State Estimators For A PermanentNicola Claudiu-IonelNoch keine Bewertungen
- Isma2014 0655Dokument14 SeitenIsma2014 0655Alvaro CotaquispeNoch keine Bewertungen
- Get TRDocDokument60 SeitenGet TRDocanshuman.kgp5267Noch keine Bewertungen
- Time Series Well LoggingDokument8 SeitenTime Series Well LoggingAryan KhanNoch keine Bewertungen
- N4 Fortran Codes For Computing The Space-Time Correlations of Turbulent Flow in A ChannelDokument47 SeitenN4 Fortran Codes For Computing The Space-Time Correlations of Turbulent Flow in A Channelabhi71127112Noch keine Bewertungen
- Computational Techniques in Civil Engineering IOE BCE Past Questions CollectionDokument32 SeitenComputational Techniques in Civil Engineering IOE BCE Past Questions CollectionFlush BinNoch keine Bewertungen
- A Consistent-Mode Indicator FOR THE Eigensystem Realization AlgorithmDokument12 SeitenA Consistent-Mode Indicator FOR THE Eigensystem Realization AlgorithmLucian ConstantinNoch keine Bewertungen
- Report Metodo SchrenkDokument16 SeitenReport Metodo SchrenkDario ForestiereNoch keine Bewertungen
- D-467 Nasa TNDokument42 SeitenD-467 Nasa TNMSK65Noch keine Bewertungen
- LA-UR-: A Review of Best Practices For Monte Carlo Criticality CalculationsDokument11 SeitenLA-UR-: A Review of Best Practices For Monte Carlo Criticality CalculationsFahdila RahmaNoch keine Bewertungen
- Reliability EngineeringDokument70 SeitenReliability EngineeringUmashankar GautamNoch keine Bewertungen
- FMC PDFDokument11 SeitenFMC PDFJoseph JohnsonNoch keine Bewertungen
- Course 1 Laboratory: Second Semester Experiment: The Shear Modulus of SteelDokument7 SeitenCourse 1 Laboratory: Second Semester Experiment: The Shear Modulus of SteelFaiq AhmadNoch keine Bewertungen
- Spot Mode Sar Focusing With The W-K TechniqueDokument4 SeitenSpot Mode Sar Focusing With The W-K TechniquenazguliiNoch keine Bewertungen
- Slips In: Cycle Phase-Locked A Tutorial SurveyDokument14 SeitenSlips In: Cycle Phase-Locked A Tutorial SurveyvandalashahNoch keine Bewertungen
- Lecture38-Vibration Measurement Techniques - Data Acquisition and AnalysisDokument11 SeitenLecture38-Vibration Measurement Techniques - Data Acquisition and Analysiskaran5singh-12Noch keine Bewertungen
- NoticeDokument18 SeitenNoticeAlessandro Da Cruz GoncalvesNoch keine Bewertungen
- Statistical DimensioningDokument7 SeitenStatistical DimensioningTta EngineeringNoch keine Bewertungen
- Six-Port Complex Permittivity MeasurementsDokument3 SeitenSix-Port Complex Permittivity MeasurementsWalter Santiago Campos ArandaNoch keine Bewertungen
- Fundamentals of Modal Testing 1-2Dokument31 SeitenFundamentals of Modal Testing 1-2Ridho Bela NegaraNoch keine Bewertungen
- Problem (S Points) : Unsupported MayDokument3 SeitenProblem (S Points) : Unsupported MayMohammad RaheelNoch keine Bewertungen
- Mourad Kedadouche AVE2014-mt4Dokument8 SeitenMourad Kedadouche AVE2014-mt4dado djanatiNoch keine Bewertungen
- Pulse and Fourier Transform NMR: Introduction to Theory and MethodsVon EverandPulse and Fourier Transform NMR: Introduction to Theory and MethodsNoch keine Bewertungen
- Non-Linear Differential Equations: International Series of Monographs in Pure and Applied MathematicsVon EverandNon-Linear Differential Equations: International Series of Monographs in Pure and Applied MathematicsNoch keine Bewertungen
- MC1413 D Integrated Circuit 7xdarlington Driver SO16 On SEMIDokument8 SeitenMC1413 D Integrated Circuit 7xdarlington Driver SO16 On SEMIblueword66Noch keine Bewertungen
- Starboard Strategies Issue 13-MinDokument28 SeitenStarboard Strategies Issue 13-MinkrishnamrutamNoch keine Bewertungen
- EC8093 - Digital Image Processing (Ripped From Amazon Kindle Ebooks by Sai Seena) PDFDokument102 SeitenEC8093 - Digital Image Processing (Ripped From Amazon Kindle Ebooks by Sai Seena) PDFSivaramakrishnan Kanagaraj0% (1)
- Operational Definition of TermsDokument2 SeitenOperational Definition of TermsHazel Grace Tugado Torrecampo67% (3)
- Liquid Gas Absorption ProcessDokument89 SeitenLiquid Gas Absorption ProcessMohd Masri A. RazakNoch keine Bewertungen
- OK Flux 231 (F7AZ-EL12) PDFDokument2 SeitenOK Flux 231 (F7AZ-EL12) PDFborovniskiNoch keine Bewertungen
- AKSML 230 - 33 KV - Sheet1Dokument2 SeitenAKSML 230 - 33 KV - Sheet1Arif HossenNoch keine Bewertungen
- Ceramic Materials: Introduction!: MCEN90014: Materials ! ! !dr. K. Xia! ! ! !1!Dokument5 SeitenCeramic Materials: Introduction!: MCEN90014: Materials ! ! !dr. K. Xia! ! ! !1!hamalNoch keine Bewertungen
- Final Thesis DATADokument60 SeitenFinal Thesis DATAdahaletushar75Noch keine Bewertungen
- Civil Engineering PDFDokument3 SeitenCivil Engineering PDFchetan c patilNoch keine Bewertungen
- Powerware 5110 UPS User's ManualDokument14 SeitenPowerware 5110 UPS User's ManualjulbfuNoch keine Bewertungen
- TSA Surface Preparation and ApplicationDokument7 SeitenTSA Surface Preparation and ApplicationMythri Metallizing Pvt Ltd Projects100% (1)
- Smart Obj. Kiss and SwotDokument5 SeitenSmart Obj. Kiss and SwotjtopuNoch keine Bewertungen
- Welding ProceduresDokument11 SeitenWelding ProceduresnamasralNoch keine Bewertungen
- EST 2011B v1.0 Configuration 10/28/2018 7:43 AMDokument2 SeitenEST 2011B v1.0 Configuration 10/28/2018 7:43 AMbagusNoch keine Bewertungen
- Watertight Doors On Ships: Types, Maintenance & SOLAS RegulationsDokument16 SeitenWatertight Doors On Ships: Types, Maintenance & SOLAS Regulationsgeorgesaguna100% (1)
- Java SampleExamQuestionsDokument18 SeitenJava SampleExamQuestionshmasryNoch keine Bewertungen
- Bloor Research On Data MigrationDokument13 SeitenBloor Research On Data MigrationivahdamNoch keine Bewertungen
- Parameters by Functional CategoryDokument6 SeitenParameters by Functional Categoryapi-3819698Noch keine Bewertungen
- No35-Inclined Roof SystemDokument24 SeitenNo35-Inclined Roof SystemKitanovic NenadNoch keine Bewertungen
- HEKO Products and Services: Elements For Bucket ElevatorsDokument36 SeitenHEKO Products and Services: Elements For Bucket ElevatorsShariq KhanNoch keine Bewertungen
- Tutorial Questions and Answers - 2011Dokument10 SeitenTutorial Questions and Answers - 2011Jan ScarNoch keine Bewertungen
- Plumbing Fixture CatalogueDokument10 SeitenPlumbing Fixture CatalogueNoemi D. BreñaNoch keine Bewertungen
- AY 2015-16cvbbnjDokument245 SeitenAY 2015-16cvbbnjSyed Abdul AzizNoch keine Bewertungen
- FM-200 Alpha Series SystemsDokument6 SeitenFM-200 Alpha Series SystemsGurusumiNoch keine Bewertungen
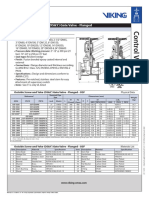
- Outside Screw and Yoke (OS&Y) Gate Valve - Flanged: Technical FeaturesDokument2 SeitenOutside Screw and Yoke (OS&Y) Gate Valve - Flanged: Technical FeaturesMark Louie GuintoNoch keine Bewertungen