Das könnte Ihnen auch gefallen
- Finite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesVon EverandFinite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesNoch keine Bewertungen
- Artigo Questão 1Dokument7 SeitenArtigo Questão 1eduardoNoch keine Bewertungen
- Microstructure and Mechanical Properties of Two API Steels For Iron Ore PipelinesDokument7 SeitenMicrostructure and Mechanical Properties of Two API Steels For Iron Ore PipelinesNilesh MistryNoch keine Bewertungen
- Effects of Notch Shape and Specimen Thickness On Drop-Weight Tear Test Properties of API X70 and X80 Line-Pipe SteelsDokument16 SeitenEffects of Notch Shape and Specimen Thickness On Drop-Weight Tear Test Properties of API X70 and X80 Line-Pipe Steelsvijayaraman rajendranNoch keine Bewertungen
- Study On The Correlation of Toughness With ChemicaDokument7 SeitenStudy On The Correlation of Toughness With ChemicaarvindNoch keine Bewertungen
- X100 - Girth Welding, Joint Properties and Defect ToleranceDokument13 SeitenX100 - Girth Welding, Joint Properties and Defect ToleranceAlberto ChazarretaNoch keine Bewertungen
- Ductile Failure Analysis of API X65 PipesDokument14 SeitenDuctile Failure Analysis of API X65 Pipesmarc53042Noch keine Bewertungen
- Repair welding Cr-Mo steels without PWHT techniquesDokument3 SeitenRepair welding Cr-Mo steels without PWHT techniquesAnonymous nw5AXJqjd25% (4)
- Importante b31.gDokument10 SeitenImportante b31.gJennifer Julieth Triana ForeroNoch keine Bewertungen
- Analysis and Quantification of Mechanical Properties of Various ERW Seam Steel Tubes Manufacturing Processes Using Drift Expanding TestDokument4 SeitenAnalysis and Quantification of Mechanical Properties of Various ERW Seam Steel Tubes Manufacturing Processes Using Drift Expanding TestInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Numerical Simulation of Resistance Spot Welding of Steel Sheets HCT600X ZFDokument5 SeitenNumerical Simulation of Resistance Spot Welding of Steel Sheets HCT600X ZFEditor IJTSRDNoch keine Bewertungen
- Gas Metal Arc Welding of Dissimilar AHSS SheetsDokument7 SeitenGas Metal Arc Welding of Dissimilar AHSS SheetsJose JuanNoch keine Bewertungen
- Weldability of High Performance SteelsDokument16 SeitenWeldability of High Performance Steelsgowtham_venkat_4Noch keine Bewertungen
- Journal of Pipeline Science and Engineering: E. Fathi, S.H. HashemiDokument8 SeitenJournal of Pipeline Science and Engineering: E. Fathi, S.H. Hashemiargentino_ar01Noch keine Bewertungen
- Eddy Current MeasurementsDokument4 SeitenEddy Current MeasurementsBassam AbdelazeemNoch keine Bewertungen
- Maulana 2018 IOP Conf. Ser. Mater. Sci. Eng. 352 012029Dokument6 SeitenMaulana 2018 IOP Conf. Ser. Mater. Sci. Eng. 352 012029Khurram ShehzadNoch keine Bewertungen
- Fatigue improvement of welded bridge details in stainless steel and carbon steel using High-Frequency Mechanical Impact treatmentDokument7 SeitenFatigue improvement of welded bridge details in stainless steel and carbon steel using High-Frequency Mechanical Impact treatmentPedro PabloNoch keine Bewertungen
- Resistance spot weldability of dissimilar materials (AISI 316L–DIN EN 10130-99 steelsDokument7 SeitenResistance spot weldability of dissimilar materials (AISI 316L–DIN EN 10130-99 steelsKailash C BhosaleNoch keine Bewertungen
- Experimental and Analytical Study of Cold Formed Steel SectionsDokument44 SeitenExperimental and Analytical Study of Cold Formed Steel SectionsAmit SonavaneNoch keine Bewertungen
- A New Model For Fine Turning ForcesDokument21 SeitenA New Model For Fine Turning ForcesEsmeralda MuñozNoch keine Bewertungen
- Fracture Toughness Measurement For Aluminium 6061-T6 Using Notched Round BarsDokument9 SeitenFracture Toughness Measurement For Aluminium 6061-T6 Using Notched Round BarsbharatNoch keine Bewertungen
- Fatigue Properties of Ferritebainite Dual-Phase X80 Pipeline Steel Welded JointsDokument11 SeitenFatigue Properties of Ferritebainite Dual-Phase X80 Pipeline Steel Welded JointsJohan Esteban Garcia PuentesNoch keine Bewertungen
- 9% Nickel Steel WeldingDokument11 Seiten9% Nickel Steel WeldingSridharan ChandranNoch keine Bewertungen
- Microstructure and Properties of High Strength Steel Weld MetalsDokument12 SeitenMicrostructure and Properties of High Strength Steel Weld MetalsMarcelo Varejão CasarinNoch keine Bewertungen
- Ike 2018 IOP Conf. Ser. Mater. Sci. Eng. 413 012034Dokument8 SeitenIke 2018 IOP Conf. Ser. Mater. Sci. Eng. 413 012034Foued DridiNoch keine Bewertungen
- 203 Karelova SRInt 80 2009 71-77Dokument8 Seiten203 Karelova SRInt 80 2009 71-77Henrique severiano de jesusNoch keine Bewertungen
- Spot WeldingDokument39 SeitenSpot WeldingchandraNoch keine Bewertungen
- Munawar 2018 J Phys3A Conf Ser 962 012063Dokument8 SeitenMunawar 2018 J Phys3A Conf Ser 962 012063Bagas AlfaridzieNoch keine Bewertungen
- Weld Repair of Grade 91 Piping and Components in PDokument27 SeitenWeld Repair of Grade 91 Piping and Components in PKyi HanNoch keine Bewertungen
- Welding Procedures Specification For Flux Cored Arc Welding of Wind TowersDokument10 SeitenWelding Procedures Specification For Flux Cored Arc Welding of Wind TowersMuhammad Nursalam ZulkifliNoch keine Bewertungen
- Get WRC Bulletin 506 Half Bead Temper BeadDokument1 SeiteGet WRC Bulletin 506 Half Bead Temper BeadMichael Sanders0% (1)
- A Review Paper On Optimization of Shield PDFDokument8 SeitenA Review Paper On Optimization of Shield PDFZen KingNoch keine Bewertungen
- Effect of Welding Parameters on Tensile Strength of Spot WeldsDokument4 SeitenEffect of Welding Parameters on Tensile Strength of Spot WeldsSreejith S NairNoch keine Bewertungen
- Bartlett 2003 Q 1Dokument13 SeitenBartlett 2003 Q 1Paulino Meneses GonzalezNoch keine Bewertungen
- Joining of Dual Phase Coated Steel Sheets DP600Dokument5 SeitenJoining of Dual Phase Coated Steel Sheets DP600Editor IJTSRDNoch keine Bewertungen
- Learn More About Charpy Impact TestingDokument25 SeitenLearn More About Charpy Impact TestingGodwin A.udo-akanNoch keine Bewertungen
- Experimental Investigation of Tensile Properties of Ti-6Al-4V Alloy at Elevated TemperatureDokument5 SeitenExperimental Investigation of Tensile Properties of Ti-6Al-4V Alloy at Elevated TemperaturesenthilNoch keine Bewertungen
- Parametric Study On Double Wall Freestanding Steel StackDokument5 SeitenParametric Study On Double Wall Freestanding Steel StacknehaNoch keine Bewertungen
- Experimental Investigation On The Effects of ProceDokument17 SeitenExperimental Investigation On The Effects of ProceHussain AlsaadyNoch keine Bewertungen
- Response of CMT Welded Aluminum AA5086-H111 To AA6061-T6 Plate With AA4043 Filler For BallisticDokument7 SeitenResponse of CMT Welded Aluminum AA5086-H111 To AA6061-T6 Plate With AA4043 Filler For BallisticAnurag yadavNoch keine Bewertungen
- Behavior of Transverse Fillet Welds TestedDokument16 SeitenBehavior of Transverse Fillet Welds TestedrilopiyNoch keine Bewertungen
- ÖDEV materials-12-01108Dokument16 SeitenÖDEV materials-12-01108Serkan APAYNoch keine Bewertungen
- B2-204 2018Dokument10 SeitenB2-204 2018BenNoch keine Bewertungen
- Thermal and mechanical properties of HSA800 steelDokument8 SeitenThermal and mechanical properties of HSA800 steelHao KingNoch keine Bewertungen
- Determination of Elastic and Mechanical Properties in CA-50 Steel by Using Ultrasonic WavesDokument7 SeitenDetermination of Elastic and Mechanical Properties in CA-50 Steel by Using Ultrasonic WavesIJAERS JOURNALNoch keine Bewertungen
- Experimental Investigation On The Effects of Process Parameters of GMAW and Transient Thermal Analysis of AISI321 SteelDokument16 SeitenExperimental Investigation On The Effects of Process Parameters of GMAW and Transient Thermal Analysis of AISI321 SteelumisaaadahNoch keine Bewertungen
- WRC Bulletin No 506 Half-Bead Temper-BeadDokument2 SeitenWRC Bulletin No 506 Half-Bead Temper-BeadClaudia MmsNoch keine Bewertungen
- Cantiliver PosibleDokument8 SeitenCantiliver PosibleGary FukcoreNoch keine Bewertungen
- Suitability Evaluation of X100 Steel Pipes For High Pressure Gas Transportation Pipelines by Full Scale TestsDokument18 SeitenSuitability Evaluation of X100 Steel Pipes For High Pressure Gas Transportation Pipelines by Full Scale TestsdgkmurtiNoch keine Bewertungen
- Spatial Time-Dependent Reliability Analysis of Corroding Pretensioned Prestressed Concrete Bridge Girders PDFDokument16 SeitenSpatial Time-Dependent Reliability Analysis of Corroding Pretensioned Prestressed Concrete Bridge Girders PDFEasonNoch keine Bewertungen
- Earls, 1999Dokument24 SeitenEarls, 1999carlosNoch keine Bewertungen
- A FEM Model To Study The Fiber Laser Welding of Ti6Al4V Thin SheetsDokument8 SeitenA FEM Model To Study The Fiber Laser Welding of Ti6Al4V Thin SheetsАлександр Николаевич ПоляковNoch keine Bewertungen
- Evaluation of Performance of Resistance Spot Welded Joints With DifferentDokument8 SeitenEvaluation of Performance of Resistance Spot Welded Joints With DifferentJoselo HRNoch keine Bewertungen
- Characterization of Bond Line Discontinuities in A High-Mn TWIP Steel Pipe Welded by HF-ERW PDFDokument8 SeitenCharacterization of Bond Line Discontinuities in A High-Mn TWIP Steel Pipe Welded by HF-ERW PDFSinan ChenNoch keine Bewertungen
- 2019 - Effect of Heat Input On Microstructure and Mechanical Properties of Al-Mg Alloys Fabricated by WAAMDokument10 Seiten2019 - Effect of Heat Input On Microstructure and Mechanical Properties of Al-Mg Alloys Fabricated by WAAMsumit.nsps2003Noch keine Bewertungen
- On The Relationship of Magnetic Response To Microstructure in Cast Iron and Steel PartsDokument7 SeitenOn The Relationship of Magnetic Response To Microstructure in Cast Iron and Steel PartsAshish Jeevan KumathekarNoch keine Bewertungen
- 1-S2.0-S0308016116301843-Main Application of Small Punch Testing On The Mechanical andDokument9 Seiten1-S2.0-S0308016116301843-Main Application of Small Punch Testing On The Mechanical andRamesh EthirajanNoch keine Bewertungen
- A FEM Model To Study The Fiber Laser Welding of Ti6Al4V - Casalino & Mortello 2016Dokument8 SeitenA FEM Model To Study The Fiber Laser Welding of Ti6Al4V - Casalino & Mortello 2016615513Noch keine Bewertungen
- 6.5 Keynote - WangDokument20 Seiten6.5 Keynote - WangJayaram VallabhaneniNoch keine Bewertungen
- Simulation and Experimental Studies On Arc Efficiency and Mechanical Characterization For GTA-Welded Ti-6Al-4V SheetsDokument12 SeitenSimulation and Experimental Studies On Arc Efficiency and Mechanical Characterization For GTA-Welded Ti-6Al-4V SheetsdvktrichyNoch keine Bewertungen
- Project Class 12 On PolymersDokument18 SeitenProject Class 12 On PolymersVasu100% (2)
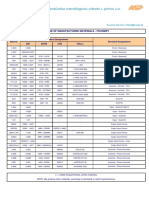
- Range of Manufactured Materials - Foundry: DIN Astm UNS Others Material Standard Designations Standard DesignationsDokument3 SeitenRange of Manufactured Materials - Foundry: DIN Astm UNS Others Material Standard Designations Standard Designationskeyur1109Noch keine Bewertungen
- Lembar Kerja Penyusunan HotsDokument5 SeitenLembar Kerja Penyusunan HotsadyjrNoch keine Bewertungen
- DNVGL CG 0051Dokument31 SeitenDNVGL CG 0051daddadNoch keine Bewertungen
- Spray Layup ProcessDokument14 SeitenSpray Layup ProcessDildeep Jayadevan50% (2)
- Plastics Recyling Guide PDFDokument1 SeitePlastics Recyling Guide PDFjaime manciaNoch keine Bewertungen
- Primary Size Reduction With Jaw CrushersDokument8 SeitenPrimary Size Reduction With Jaw CrushersSebastian SalNoch keine Bewertungen
- Asphalt Mix DesignDokument42 SeitenAsphalt Mix DesignSether AnwarNoch keine Bewertungen
- Background On Flexible Manufacturing SystemDokument4 SeitenBackground On Flexible Manufacturing SystemRahapradNoch keine Bewertungen
- Neuber Plasticity Correction R&O Material CurveUR2202Dokument1 SeiteNeuber Plasticity Correction R&O Material CurveUR2202Eduardo Javier Granados SanchezNoch keine Bewertungen
- Sikasil ws-305 N e v11-06Dokument2 SeitenSikasil ws-305 N e v11-06anneleiaaaNoch keine Bewertungen
- Demag slewing jibs and cranes for workplace improvementDokument22 SeitenDemag slewing jibs and cranes for workplace improvementGogyNoch keine Bewertungen
- BIOMATERIALSDokument22 SeitenBIOMATERIALSPewe WulandariNoch keine Bewertungen
- Artificial Rocks, NaturallyDokument2 SeitenArtificial Rocks, NaturallyMichael BrownNoch keine Bewertungen
- Chinnaraju PDFDokument5 SeitenChinnaraju PDFkarthikaNoch keine Bewertungen
- 00 RRL Development of Bamboo Floor TilesDokument6 Seiten00 RRL Development of Bamboo Floor TilesShanaia Bual0% (1)
- Plant layout quiz answersDokument2 SeitenPlant layout quiz answersReyman RosalijosNoch keine Bewertungen
- 02-Product - Line Aac Block Thin Bed MortarDokument9 Seiten02-Product - Line Aac Block Thin Bed MortarAshwini ShuklaNoch keine Bewertungen
- Three Axis Pneumatic Modern TrailerDokument6 SeitenThree Axis Pneumatic Modern TrailerUNITED CADDNoch keine Bewertungen
- Von Mises StressesDokument6 SeitenVon Mises StresseschonubobbyNoch keine Bewertungen
- KjfkjeDokument24 SeitenKjfkjeaefNoch keine Bewertungen
- Novel Geopolymeric Building Materials Through Synergistic Utilisation of Industrial WasteDokument21 SeitenNovel Geopolymeric Building Materials Through Synergistic Utilisation of Industrial WasteSulakar SalmanNoch keine Bewertungen
- Panel Design SpecificationDokument28 SeitenPanel Design SpecificationGPSTECNO100% (1)
- History of Prestressed Concrete DesignDokument4 SeitenHistory of Prestressed Concrete DesignDominic FloresNoch keine Bewertungen
- Production Operation Management NotesDokument11 SeitenProduction Operation Management NotesLords PorseenaNoch keine Bewertungen
- 2) Introduction To WSD, Rectangular BeamsDokument10 Seiten2) Introduction To WSD, Rectangular BeamsVanessa Rosal PalerNoch keine Bewertungen
- The Reinforced Concrete Beam Deflection and Cracking Behavior With Additional Fiber SteelDokument5 SeitenThe Reinforced Concrete Beam Deflection and Cracking Behavior With Additional Fiber SteelNamaku AndaNoch keine Bewertungen
- Quality Assurance of Natural Rubber Using The Rubber Process AnalyzerDokument36 SeitenQuality Assurance of Natural Rubber Using The Rubber Process AnalyzerYesiikPaolaNoch keine Bewertungen