Das könnte Ihnen auch gefallen
- The Effect: Generator: DirectDokument13 SeitenThe Effect: Generator: DirectankitNoch keine Bewertungen
- Heat ExchangerDokument20 SeitenHeat ExchangerankitNoch keine Bewertungen
- The Effect: Generator: DirectDokument13 SeitenThe Effect: Generator: DirectankitNoch keine Bewertungen
- What Is Mechatronics?: Synergistic Combination of Mechanics, Electronics, Microprocessors and Control EngineeringDokument19 SeitenWhat Is Mechatronics?: Synergistic Combination of Mechanics, Electronics, Microprocessors and Control EngineeringankitNoch keine Bewertungen
- Ewaste Registration List PDFDokument12 SeitenEwaste Registration List PDFankitNoch keine Bewertungen
- Impact of A Water Jet - Experiment PDFDokument3 SeitenImpact of A Water Jet - Experiment PDFankitNoch keine Bewertungen
- Machine Design ProgDokument4 SeitenMachine Design ProgankitNoch keine Bewertungen
- Piezo MaterialDokument15 SeitenPiezo MaterialankitNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- DS Battery Cover Flyer enDokument2 SeitenDS Battery Cover Flyer enPhung LucNoch keine Bewertungen
- Aluminium Paste PresentationDokument44 SeitenAluminium Paste PresentationKrishna Yeole100% (1)
- ALE and ArtDokument8 SeitenALE and ArtzwleevivihustNoch keine Bewertungen
- Clarifier Settling Tank PDFDokument25 SeitenClarifier Settling Tank PDFvenustasiaNoch keine Bewertungen
- SEBF 8002 клапаны, пружины,ротокапDokument57 SeitenSEBF 8002 клапаны, пружины,ротокапЕвгений АбрамовNoch keine Bewertungen
- Project: 2201-236 - Design and Construction of KIZAD Gas Network - Phase 1Dokument3 SeitenProject: 2201-236 - Design and Construction of KIZAD Gas Network - Phase 1Habibur Rehman MNoch keine Bewertungen
- Crane SpecififctaionDokument2 SeitenCrane SpecififctaionGandhi elumalaiNoch keine Bewertungen
- Synthesis of BenzimidazoleDokument13 SeitenSynthesis of BenzimidazoleLe RonoNoch keine Bewertungen
- BT0407 BioseparationsDokument3 SeitenBT0407 BioseparationsNithin RajanNoch keine Bewertungen
- ADM 002 01 List of Applicable Product Requirements Version 2.6 WEBDokument3 SeitenADM 002 01 List of Applicable Product Requirements Version 2.6 WEBRavi TyagiNoch keine Bewertungen
- Industrial Training Progress ReportDokument12 SeitenIndustrial Training Progress ReportNimesh WijerathneNoch keine Bewertungen
- PT Procedure Rev01EDokument14 SeitenPT Procedure Rev01ETrương Ngọc SơnNoch keine Bewertungen
- Summer InternshipDokument12 SeitenSummer InternshipGangesh Vishwakarma100% (1)
- Fishing Tools For 8 and Half HoleDokument1 SeiteFishing Tools For 8 and Half HolehamidNoch keine Bewertungen
- Ti e Protegol 132 HT Jan 08Dokument3 SeitenTi e Protegol 132 HT Jan 08A MahmoodNoch keine Bewertungen
- How To Size An IBM MachineDokument1 SeiteHow To Size An IBM MachineFaisal AftabNoch keine Bewertungen
- Vật liệu học và xử lý: +AnnealingDokument13 SeitenVật liệu học và xử lý: +AnnealingĐinh Gia HuyNoch keine Bewertungen
- New Price List Per 1 Sept 2018Dokument2 SeitenNew Price List Per 1 Sept 2018RizkiMohamadRezaNoch keine Bewertungen
- 5 Methods To Determine Preheat TemperatureDokument4 Seiten5 Methods To Determine Preheat TemperatureMohamed AtefNoch keine Bewertungen
- Wet Slurry Blasting: ESOH NeedDokument3 SeitenWet Slurry Blasting: ESOH NeedSamsu SamsNoch keine Bewertungen
- Molding Defects Silver StreaksDokument1 SeiteMolding Defects Silver StreaksDaniel RazlanNoch keine Bewertungen
- Diverter Gate Dimension SheetDokument1 SeiteDiverter Gate Dimension SheetBalaji SayiramNoch keine Bewertungen
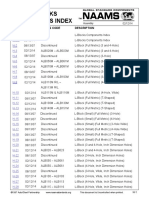
- L-Blocks Components Index: Page Date Naams Code DescriptionDokument54 SeitenL-Blocks Components Index: Page Date Naams Code DescriptioncblairNoch keine Bewertungen
- SM750Dokument2 SeitenSM750Gantungan KulkasNoch keine Bewertungen
- DHP Product Information Sheet EXPAND O LIZER BSDokument2 SeitenDHP Product Information Sheet EXPAND O LIZER BSyelena-sNoch keine Bewertungen
- Welding QuestnDokument37 SeitenWelding QuestnmehdiNoch keine Bewertungen
- !qfpira00v5t3lot Details For Lot - Detalles de Lote 374bz-1043jfDokument2 Seiten!qfpira00v5t3lot Details For Lot - Detalles de Lote 374bz-1043jftrungkiensccNoch keine Bewertungen
- Expanding and Plasticising Powder Grouting AdmixtureDokument2 SeitenExpanding and Plasticising Powder Grouting AdmixtureYASHICA VAITTIANATHANNoch keine Bewertungen
- JCL Inc Is A Major Chip Manufacturing Firm That SellsDokument1 SeiteJCL Inc Is A Major Chip Manufacturing Firm That SellsAmit PandeyNoch keine Bewertungen
- RCC ReferenceDokument1 SeiteRCC ReferenceSahil Khan100% (1)