Das könnte Ihnen auch gefallen
- Relatório Final Do Diligenciamento Dessuperaquecedor CAL 01 - BP Ituiutab...Dokument14 SeitenRelatório Final Do Diligenciamento Dessuperaquecedor CAL 01 - BP Ituiutab...alexsandro_dias_1Noch keine Bewertungen
- PAR Projeto de Alteração e ReparoDokument10 SeitenPAR Projeto de Alteração e Reparoalexsandro_dias_183% (6)
- PAR-XXX.414.19-2020 Curvas Do Eco. Cal. BUNGE ST JulianaDokument10 SeitenPAR-XXX.414.19-2020 Curvas Do Eco. Cal. BUNGE ST Julianaalexsandro_dias_1Noch keine Bewertungen
- PAR BUNGE Guariroba Pré Evap. 1 TAG 625311 .414.19-2020 Rev.0Dokument9 SeitenPAR BUNGE Guariroba Pré Evap. 1 TAG 625311 .414.19-2020 Rev.0alexsandro_dias_1Noch keine Bewertungen
- PAR 001-2018 - Vaporizador TC - 403 Da Coluna T-401Dokument4 SeitenPAR 001-2018 - Vaporizador TC - 403 Da Coluna T-401alexsandro_dias_1100% (1)
- RT 487.070.18-2019 Caldeira BUNGE Monteverde ES 18-19 FinalDokument52 SeitenRT 487.070.18-2019 Caldeira BUNGE Monteverde ES 18-19 Finalalexsandro_dias_183% (6)
- Memorial de Cálculo Do Separador AròleoDokument2 SeitenMemorial de Cálculo Do Separador AròleoMendonça GS Ar Condicionado0% (1)
- Prontuário Caldeira Conforme NBR 12177-2Dokument31 SeitenProntuário Caldeira Conforme NBR 12177-2Marçal Chiusoli Tonon100% (3)
- Apostila Vida ResidualDokument15 SeitenApostila Vida Residualadr123deoliveira4100% (1)
- Enquadramento de Vasos de PressãoDokument2 SeitenEnquadramento de Vasos de PressãoKleber Vieira100% (1)
- Prontuario Caldeira m3p2gDokument21 SeitenProntuario Caldeira m3p2gHudson Leonardo Macachero100% (1)
- E-Book (Caldeira)Dokument23 SeitenE-Book (Caldeira)Odagil Banzato100% (3)
- Calculo Da PMTA de CaldeiraDokument2 SeitenCalculo Da PMTA de CaldeiraJuBessa67% (3)
- Prontuário Reservatório de ArDokument18 SeitenProntuário Reservatório de ArMatheusNoch keine Bewertungen
- Prontuario de Vaso de Pressao Fabricio Damasceno de Araujo PDFDokument5 SeitenProntuario de Vaso de Pressao Fabricio Damasceno de Araujo PDFGuilherme B. Batista100% (1)
- Tabela MateriaisDokument2 SeitenTabela Materiaispcadearaujo7323100% (1)
- Procedimento de Expansão de Tubos de Caldeiras - TpsDokument10 SeitenProcedimento de Expansão de Tubos de Caldeiras - TpsTiago Pisquiotini100% (1)
- Qdoc - Tips Prontuario de Vaso de PressaoDokument27 SeitenQdoc - Tips Prontuario de Vaso de PressaoSérgio CruzNoch keine Bewertungen
- Calc - Asme VasosDokument13 SeitenCalc - Asme VasosNilson100% (2)
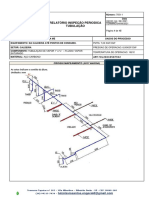
- Relatorio Tubulacao Vapor Queijos CapitolioDokument15 SeitenRelatorio Tubulacao Vapor Queijos CapitolioFelipe Furtado100% (1)
- ProntuarioTp340 215Dokument1 SeiteProntuarioTp340 215ericsondalla100% (1)
- Prontuário Vaso de PressãoDokument1 SeiteProntuário Vaso de PressãoRobsonNoch keine Bewertungen
- Prontuario MotoDokument1 SeiteProntuario MotoMikhail Tibes Soares100% (1)
- RT-18297-017 - DesaeradorDokument2 SeitenRT-18297-017 - DesaeradorIvan NobregaNoch keine Bewertungen
- Inspeção de TubulaçõesDokument10 SeitenInspeção de TubulaçõesFernandoRadmannKnorst100% (1)
- Catalogo Tanques 2018 Schulz C&EDokument7 SeitenCatalogo Tanques 2018 Schulz C&EEber.CV100% (1)
- PRONTUÁRIO DE VASO DE PRESSÃO KAESER - Form U3Dokument1 SeitePRONTUÁRIO DE VASO DE PRESSÃO KAESER - Form U3Lester Izaac100% (4)
- Relatório de Inspeção de Caldeira AmadekDokument3 SeitenRelatório de Inspeção de Caldeira AmadekJulio Pansera JrNoch keine Bewertungen
- Certificado de Calibração Valvula de SegurançaDokument6 SeitenCertificado de Calibração Valvula de SegurançaJefferson BelesNoch keine Bewertungen
- Certificado de Teste Hidrostático FT 445048101BDokument2 SeitenCertificado de Teste Hidrostático FT 445048101BcarlosmilfontNoch keine Bewertungen
- ABNT - Vasos de PressãoDokument15 SeitenABNT - Vasos de PressãoEmílio BeckerNoch keine Bewertungen
- Memória de Cálculo Acumulador Uhne-Ch-Ug2-2Dokument3 SeitenMemória de Cálculo Acumulador Uhne-Ch-Ug2-2alexsandro_dias_1100% (2)
- Modelo Certificado ManometroDokument1 SeiteModelo Certificado Manometrorafael112712100% (1)
- Memorial de Cálculo DiversosDokument13 SeitenMemorial de Cálculo DiversosRicardo Pereira100% (1)
- Apostila CaldeiraDokument35 SeitenApostila CaldeiraManoel LuizNoch keine Bewertungen
- N-2658 Avaliação de Integridade de Caldeiras PDFDokument9 SeitenN-2658 Avaliação de Integridade de Caldeiras PDFOsmar Jr100% (2)
- Manual CaldeiraDokument20 SeitenManual CaldeiraFelipe PatronNoch keine Bewertungen
- Manual Caldeira - EngboilerDokument37 SeitenManual Caldeira - EngboilerDannillo Parreira100% (1)
- Reconstituição Do Prontuario Do Vaso de Pressão 72.953 OkDokument3 SeitenReconstituição Do Prontuario Do Vaso de Pressão 72.953 OkCaique Lima100% (2)
- Manual de OPERACAO CALD AUPDokument56 SeitenManual de OPERACAO CALD AUPYul Ramon Paradas Hernandez100% (1)
- Relatório NR 13 para IMPRIMIRDokument5 SeitenRelatório NR 13 para IMPRIMIRLaysa Reis100% (2)
- Projeto CaldeiraDokument60 SeitenProjeto CaldeiraFrancieli Franceschini100% (3)
- Comp. PressuriDokument110 SeitenComp. PressuriLucas100% (7)
- Pmta Planilha Teste Hidrostatico Vaso Pressao ModeloDokument1 SeitePmta Planilha Teste Hidrostatico Vaso Pressao ModeloHeverton Marchetto100% (1)
- Relatório de Medição de Espessura FT 445048101ADokument1 SeiteRelatório de Medição de Espessura FT 445048101Acarlosmilfont100% (1)
- Memorial Calculo CaldeirasDokument2 SeitenMemorial Calculo Caldeirasorea1100% (2)
- Enquadramento NR 13Dokument30 SeitenEnquadramento NR 13Marcelo275100% (1)
- Modelo Prontuario de Vaso de Pressao CompressDokument4 SeitenModelo Prontuario de Vaso de Pressao CompressDJAMAR MOUKARZEL SALVADORNoch keine Bewertungen
- Prontuário ChiaperiniDokument1 SeiteProntuário ChiaperiniJoão Antonio Altemar100% (3)
- Inspeção em Vasos de Pressão Reativação de Uma CaldeiraDokument31 SeitenInspeção em Vasos de Pressão Reativação de Uma CaldeiraGregory MendesNoch keine Bewertungen
- Cálculo Mecânico de Casco Cilindrico e Pmta Vaso de PressãoDokument14 SeitenCálculo Mecânico de Casco Cilindrico e Pmta Vaso de PressãoMarcledison Rodrigues da silvaNoch keine Bewertungen
- Prontuário NR13 - Reserv. Ar Oleo Comboio 01-N03Dokument33 SeitenProntuário NR13 - Reserv. Ar Oleo Comboio 01-N03Matheus100% (2)
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEVon EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENoch keine Bewertungen
- Pit - Bunge Es 2019-2020Dokument21 SeitenPit - Bunge Es 2019-2020alexsandro_dias_1100% (1)
- Relatório Rodas de LingotamentoDokument8 SeitenRelatório Rodas de Lingotamentoalexsandro_dias_1Noch keine Bewertungen
- Relatório Videoscopia Nas Turbinas 03 BP Itumbiara-GODokument5 SeitenRelatório Videoscopia Nas Turbinas 03 BP Itumbiara-GOalexsandro_dias_1Noch keine Bewertungen
- Relatório de Avaliação de Integridade: Tipo Do Documento.Dokument11 SeitenRelatório de Avaliação de Integridade: Tipo Do Documento.alexsandro_dias_1Noch keine Bewertungen
- Inspeção de Segurança NR-13 Caldeira CA-0802 (Monodrum) BP TRODokument33 SeitenInspeção de Segurança NR-13 Caldeira CA-0802 (Monodrum) BP TROalexsandro_dias_1100% (3)
- Modelo de Relatório END-LP AMF 23-01-23Dokument3 SeitenModelo de Relatório END-LP AMF 23-01-23alexsandro_dias_1Noch keine Bewertungen
- Aço Ferrítico 410D TaliscasDokument2 SeitenAço Ferrítico 410D Taliscasalexsandro_dias_1Noch keine Bewertungen
- Ieis Saw+fcaw+mag NimbaheraDokument1 SeiteIeis Saw+fcaw+mag Nimbaheraalexsandro_dias_1Noch keine Bewertungen
- Consulta Rápida - AMFDokument3 SeitenConsulta Rápida - AMFalexsandro_dias_1Noch keine Bewertungen
- Documentação de Soldagem em ObrasDokument3 SeitenDocumentação de Soldagem em Obrasalexsandro_dias_1Noch keine Bewertungen
- Aço Ferrítico 410D TaliscasDokument2 SeitenAço Ferrítico 410D Taliscasalexsandro_dias_1Noch keine Bewertungen
- It 25 19Dokument108 SeitenIt 25 19Adilson Leite ProençaNoch keine Bewertungen
- Análise Quantitativa e PercentualDokument6 SeitenAnálise Quantitativa e Percentualalexsandro_dias_1Noch keine Bewertungen
- Lista de Entregas em BPB OUR ES 22Dokument1 SeiteLista de Entregas em BPB OUR ES 22alexsandro_dias_1Noch keine Bewertungen
- 01 - Relatório Da INSPEÇÃO DIMENSIONAL DOS COMPONENTES DO TQ-7705Dokument15 Seiten01 - Relatório Da INSPEÇÃO DIMENSIONAL DOS COMPONENTES DO TQ-7705alexsandro_dias_1Noch keine Bewertungen
- Declaração PAR em 01-04-2023Dokument1 SeiteDeclaração PAR em 01-04-2023alexsandro_dias_1Noch keine Bewertungen
- Gestão de Documentação Até 28-01Dokument1 SeiteGestão de Documentação Até 28-01alexsandro_dias_1Noch keine Bewertungen
- Crachá PtaDokument1 SeiteCrachá Ptaalexsandro_dias_1Noch keine Bewertungen
- Metalografia de Campo NR 13 Edição 2020Dokument10 SeitenMetalografia de Campo NR 13 Edição 2020alexsandro_dias_1Noch keine Bewertungen
- 6-Cert. A 36 25mm USIMINAS N° Cert. 4322627Dokument1 Seite6-Cert. A 36 25mm USIMINAS N° Cert. 4322627alexsandro_dias_1Noch keine Bewertungen
- Metodologia para Inspeções NR 13 Edição 2020Dokument10 SeitenMetodologia para Inspeções NR 13 Edição 2020alexsandro_dias_1Noch keine Bewertungen
- Certificado Assistente de Controle de QualidadeDokument2 SeitenCertificado Assistente de Controle de Qualidadealexsandro_dias_1Noch keine Bewertungen
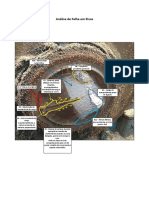
- Análise de Falha em EIxosDokument1 SeiteAnálise de Falha em EIxosalexsandro_dias_1Noch keine Bewertungen
- Roteiro Básico para Inspeção em Tanques - IEqDokument9 SeitenRoteiro Básico para Inspeção em Tanques - IEqalexsandro_dias_1Noch keine Bewertungen
- Formação Da Equipe de Inspeções NR 13 Edição 2020Dokument5 SeitenFormação Da Equipe de Inspeções NR 13 Edição 2020alexsandro_dias_1Noch keine Bewertungen
- 3-RRS - 001-20 NimbaheraDokument2 Seiten3-RRS - 001-20 Nimbaheraalexsandro_dias_1Noch keine Bewertungen
- 5W + 2H Aqui em Resposta A EmailDokument2 Seiten5W + 2H Aqui em Resposta A Emailalexsandro_dias_1Noch keine Bewertungen
- Usi Sar 80Dokument1 SeiteUsi Sar 80alexsandro_dias_1Noch keine Bewertungen
- Recuperação de Trincas em Eixos - BIOSEVDokument1 SeiteRecuperação de Trincas em Eixos - BIOSEValexsandro_dias_1Noch keine Bewertungen
- Calssificação de Tubulações Api 570Dokument1 SeiteCalssificação de Tubulações Api 570alexsandro_dias_1Noch keine Bewertungen
- Cálculo para Tampos TorisféricosDokument21 SeitenCálculo para Tampos Torisféricosalexsandro_dias_1Noch keine Bewertungen
- Cert. SENAI Eletricista Inst. Industrial - FrenteDokument1 SeiteCert. SENAI Eletricista Inst. Industrial - Frentealexsandro_dias_1Noch keine Bewertungen
- Cert. SENAI Eletricista Inst. Industrial - VersoDokument1 SeiteCert. SENAI Eletricista Inst. Industrial - Versoalexsandro_dias_1Noch keine Bewertungen
- BAB-GU-00-17-BNG-CT0-0002 BatoquesDokument14 SeitenBAB-GU-00-17-BNG-CT0-0002 Batoquesalexsandro_dias_1Noch keine Bewertungen
- Memória de Cálculo Acumulador Uhne-Ch-Ug2-2Dokument3 SeitenMemória de Cálculo Acumulador Uhne-Ch-Ug2-2alexsandro_dias_1100% (2)
- AULA 02 - C E 01 Medição Do Terreno, Corte e Aterro e Ensaios Do SolosDokument53 SeitenAULA 02 - C E 01 Medição Do Terreno, Corte e Aterro e Ensaios Do SolosPablo Still100% (1)
- Curso INFNET Pos-Graduação MIT Cloud, Virtualização e Data CenterDokument4 SeitenCurso INFNET Pos-Graduação MIT Cloud, Virtualização e Data CenterWesleyDeOliveiraRuasNoch keine Bewertungen
- Implementação de Agentes Inteligentes para Gerência de Redes Utilizando A Linguagem JavaDokument4 SeitenImplementação de Agentes Inteligentes para Gerência de Redes Utilizando A Linguagem JavaKaren Selbach BorgesNoch keine Bewertungen
- TaqueamentoDokument6 SeitenTaqueamentoThiago DantasNoch keine Bewertungen
- Sika Grout 213 - v2Dokument3 SeitenSika Grout 213 - v2p18000Noch keine Bewertungen
- M 10 - Arquitectura - Contemporanea para Alem Do FuncionalismoDokument14 SeitenM 10 - Arquitectura - Contemporanea para Alem Do FuncionalismoClaudia SalvadoNoch keine Bewertungen
- O Ordenamento Do Território e As Áreas de Conservação - Algumas Lições Da Experiência Internacional e RegionalDokument15 SeitenO Ordenamento Do Território e As Áreas de Conservação - Algumas Lições Da Experiência Internacional e RegionalAlbino MazembeNoch keine Bewertungen
- Laserway E-BookDokument27 SeitenLaserway E-BookSialepNoch keine Bewertungen
- Correio de Sintra Nº. 10Dokument32 SeitenCorreio de Sintra Nº. 10Luís GalrãoNoch keine Bewertungen
- Definição de DesenhoDokument2 SeitenDefinição de Desenhonandomcl2013Noch keine Bewertungen
- Reportagem 'Por Que Decoramos' Glaucus Cianciardi - Revista VogueDokument6 SeitenReportagem 'Por Que Decoramos' Glaucus Cianciardi - Revista VogueLetícia GouveiaNoch keine Bewertungen
- AVS Boletim TécnicoDokument18 SeitenAVS Boletim TécnicoBackupp IONoch keine Bewertungen
- Estoque de Compensado para FôrmasDokument14 SeitenEstoque de Compensado para FôrmasgabrielapessoaNoch keine Bewertungen
- Comunicação Via Socket Com C# - SylverioDokument7 SeitenComunicação Via Socket Com C# - SylverioJonas Alves Lucas100% (2)
- Portfólio Empresarial Exemplo - GrowarqDokument15 SeitenPortfólio Empresarial Exemplo - GrowarqAna Cynthia SampaioNoch keine Bewertungen
- (Guia-Manual) Manual Arquitetural de MarcaDokument22 Seiten(Guia-Manual) Manual Arquitetural de MarcaMilla KarolinaNoch keine Bewertungen
- Trans BrasilDokument31 SeitenTrans BrasilMarcello BorgesNoch keine Bewertungen
- Criando Fomulário de Layout Padrão - Delphi 7 PDFDokument32 SeitenCriando Fomulário de Layout Padrão - Delphi 7 PDFjoao JuniorNoch keine Bewertungen
- Manual Edge-Corre ECS2100 Series PortuguesDokument53 SeitenManual Edge-Corre ECS2100 Series PortuguesCintia Cristina PeixotoNoch keine Bewertungen
- Atividades Historia Da ArteDokument14 SeitenAtividades Historia Da ArteCristiano Rocha33% (3)
- Viaplus 1000Dokument4 SeitenViaplus 1000Daniela MelloNoch keine Bewertungen
- Upload Usando Protoboard Arduino e Atmega328pDokument1 SeiteUpload Usando Protoboard Arduino e Atmega328pMario BrancoNoch keine Bewertungen
- Tese Conservação e Restauro de Uma RuínaDokument152 SeitenTese Conservação e Restauro de Uma RuínaAntonio SilvaNoch keine Bewertungen
- Manual CLPDokument328 SeitenManual CLPLucas França VianaNoch keine Bewertungen
- Manual Desenvolvedor DLL BuscaPreco 506Dokument16 SeitenManual Desenvolvedor DLL BuscaPreco 506Alexandre ZendronNoch keine Bewertungen
- DocumentacaoDokument77 SeitenDocumentacaoLucasAndre100% (1)
- Vânia Martins-20190766-Percusro Academico-16032023-2 PDFDokument1 SeiteVânia Martins-20190766-Percusro Academico-16032023-2 PDFVania BagusNoch keine Bewertungen
- Guia Rápido para Conexão A Internet Com o FC 200-2500Dokument37 SeitenGuia Rápido para Conexão A Internet Com o FC 200-2500joaosevanNoch keine Bewertungen
- BT - Cimentcola Flexivel ACIII Cinza Quartzolit REV.01.2019Dokument3 SeitenBT - Cimentcola Flexivel ACIII Cinza Quartzolit REV.01.2019Sergio MauricioNoch keine Bewertungen
- Halteres CaseiroDokument2 SeitenHalteres CaseiroedeNoch keine Bewertungen