Das könnte Ihnen auch gefallen
- Integriwise Assessment Report: Assessment To Api 579 Section 4. General Metal Loss. Thickness ProfilesDokument4 SeitenIntegriwise Assessment Report: Assessment To Api 579 Section 4. General Metal Loss. Thickness ProfilesLazaro Irving Orozco CruzNoch keine Bewertungen
- Exchangers: Repairing Cracks in Refinery HeatDokument4 SeitenExchangers: Repairing Cracks in Refinery Heatramadoss_alwar7307Noch keine Bewertungen
- Heat ExchangersDokument66 SeitenHeat ExchangersSaptarshi MandalNoch keine Bewertungen
- RBI - A Transparent Process ?Dokument11 SeitenRBI - A Transparent Process ?Vinícius EstevesNoch keine Bewertungen
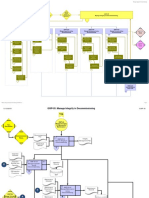
- Manage integrity for decommissioning plansDokument32 SeitenManage integrity for decommissioning plansWekesa CalebNoch keine Bewertungen
- A Comparison Study of Pressure Vessel Design Using Different Standards PDFDokument319 SeitenA Comparison Study of Pressure Vessel Design Using Different Standards PDFJM100% (1)
- PSN - An Overview of API 579-1 ASME FFS-1 Fitness-For-Service Assessment Standard With Applications To Case StudiesDokument57 SeitenPSN - An Overview of API 579-1 ASME FFS-1 Fitness-For-Service Assessment Standard With Applications To Case StudiesMasood KhanNoch keine Bewertungen
- Sop-miqa-Attk-001 - Pressure Vessel Inspection For Migas Re-Certification (2007)Dokument10 SeitenSop-miqa-Attk-001 - Pressure Vessel Inspection For Migas Re-Certification (2007)Iksan Adityo MulyoNoch keine Bewertungen
- ASME. Gestion Del Ciclo de Vida de Equipos EstaticosDokument2 SeitenASME. Gestion Del Ciclo de Vida de Equipos EstaticosGab_SandovalR7175Noch keine Bewertungen
- Pressure Relief Device Inspection: Review of NBIC Part 2, Par. 2.5/ Jurisdictional IssuesDokument37 SeitenPressure Relief Device Inspection: Review of NBIC Part 2, Par. 2.5/ Jurisdictional IssuesPham LanphuongNoch keine Bewertungen
- Industrial Water Treatment PrimerDokument91 SeitenIndustrial Water Treatment Primermohamedyoussef1100% (1)
- Using International Standards to Support the Life-Cycle Management of Pressurized Fixed EquipmentDokument40 SeitenUsing International Standards to Support the Life-Cycle Management of Pressurized Fixed EquipmentFederico MoranNoch keine Bewertungen
- Systematic CUI Inspection Plan for Process PlantsDokument6 SeitenSystematic CUI Inspection Plan for Process PlantsMohamed SamyNoch keine Bewertungen
- Pipe & FittingDokument28 SeitenPipe & Fittinghelman novrandoNoch keine Bewertungen
- API Publication 581 Appendix Q Ballot Proposes Thermal Fatigue ModuleDokument9 SeitenAPI Publication 581 Appendix Q Ballot Proposes Thermal Fatigue ModulejudicejrNoch keine Bewertungen
- Saep 20Dokument32 SeitenSaep 20OMER ELFADILNoch keine Bewertungen
- Tank Bottom Plate CorrosionDokument5 SeitenTank Bottom Plate CorrosionShaalan AI-ZuhairiNoch keine Bewertungen
- Intro To DMAICDokument40 SeitenIntro To DMAICsamfisher8989Noch keine Bewertungen
- 10 Steps To Pump ReliabilityDokument15 Seiten10 Steps To Pump ReliabilityaqhammamNoch keine Bewertungen
- Valve MaterialTypeEquivalent PDFDokument3 SeitenValve MaterialTypeEquivalent PDFInaamNoch keine Bewertungen
- Ni 1710 KDokument19 SeitenNi 1710 KThiago MerloNoch keine Bewertungen
- Evaluation of Smartphone Feature Preference by A Modified AHP ApproachDokument5 SeitenEvaluation of Smartphone Feature Preference by A Modified AHP ApproachSeu Ze NinguemNoch keine Bewertungen
- Piping Minimum Required Wall ThicknessDokument8 SeitenPiping Minimum Required Wall ThicknessFadzil YahyaNoch keine Bewertungen
- 4.1 Rerating Piping and Pressure Vessels: Major Piping Inspection CodesDokument23 Seiten4.1 Rerating Piping and Pressure Vessels: Major Piping Inspection CodesMahmoud samahaNoch keine Bewertungen
- A Reduced-Scale Brake Dynamometer For Friction Characterization PDFDokument7 SeitenA Reduced-Scale Brake Dynamometer For Friction Characterization PDFashwaniNoch keine Bewertungen
- Super Duplex Valve PDFDokument87 SeitenSuper Duplex Valve PDFMohamed YousufNoch keine Bewertungen
- Questions - VIPDokument446 SeitenQuestions - VIPmajdi jerbiNoch keine Bewertungen
- Steam Turbine Design GuideDokument27 SeitenSteam Turbine Design GuideEkta Gupta50% (2)
- Living with Defects: FFS Assessment Optimizes Plant Asset IntegrityDokument16 SeitenLiving with Defects: FFS Assessment Optimizes Plant Asset IntegrityNatraji100% (1)
- API 510 PC 20 31 Aug05 Mid Session OpenDokument7 SeitenAPI 510 PC 20 31 Aug05 Mid Session OpenCss SfaxienNoch keine Bewertungen
- Gain a complete understanding of key issues affecting Process Piping System designDokument9 SeitenGain a complete understanding of key issues affecting Process Piping System designRamesh BaluNoch keine Bewertungen
- EXXON EPpressurevesselsDokument14 SeitenEXXON EPpressurevesselsharrinsonfNoch keine Bewertungen
- Asmepcc 2repairleaks Article 4Dokument23 SeitenAsmepcc 2repairleaks Article 4amalhaj2013Noch keine Bewertungen
- Synergi Plant 3rd Edition of The API RP 581 RBI Standard and Application Within The French Process Industries Whitepaper Tcm8 71747Dokument14 SeitenSynergi Plant 3rd Edition of The API RP 581 RBI Standard and Application Within The French Process Industries Whitepaper Tcm8 71747Ilham NugrohoNoch keine Bewertungen
- Esh ManualDokument31 SeitenEsh Manualkirandevi1981Noch keine Bewertungen
- ES.0.08.0002 Rev.B - Engineering Data Request Form PDFDokument1 SeiteES.0.08.0002 Rev.B - Engineering Data Request Form PDFSaravanan VaradarajanNoch keine Bewertungen
- UserGuide - 510 - 570 - 653 PDFDokument25 SeitenUserGuide - 510 - 570 - 653 PDFMurugananthamParamasivamNoch keine Bewertungen
- SHELL - Aging, Overworked, Debottlenecked Refineries An Increased Risk To The Insurance IndustryDokument33 SeitenSHELL - Aging, Overworked, Debottlenecked Refineries An Increased Risk To The Insurance IndustryRobinNoch keine Bewertungen
- FuturePipe Installation Manual 18-7-05 PDFDokument25 SeitenFuturePipe Installation Manual 18-7-05 PDFPaul WoworNoch keine Bewertungen
- Belzona Index FolderDokument3 SeitenBelzona Index Foldersrikrish24Noch keine Bewertungen
- PWR Is The Abbreviation For The Pressurized Water ReactorDokument18 SeitenPWR Is The Abbreviation For The Pressurized Water Reactorshrishmapaik2070Noch keine Bewertungen
- An Overview of The API Section 10Dokument18 SeitenAn Overview of The API Section 10api-3855165100% (1)
- EIT Standard for Testing Underground Petroleum Storage SystemsDokument36 SeitenEIT Standard for Testing Underground Petroleum Storage SystemsdanielNoch keine Bewertungen
- Graduation Project: Fitness For Service AssessmentDokument13 SeitenGraduation Project: Fitness For Service AssessmentSabrine MekkiNoch keine Bewertungen
- Material Selection O & GDokument26 SeitenMaterial Selection O & GJay Ganta100% (1)
- Esab, Ok 309L (29.12.16)Dokument1 SeiteEsab, Ok 309L (29.12.16)RodrigoNoch keine Bewertungen
- Saep 306Dokument15 SeitenSaep 306nadeem shaikh100% (1)
- 00 Saip 72Dokument6 Seiten00 Saip 72Erin JohnsonNoch keine Bewertungen
- Gasket Selection and Installation GuideDokument6 SeitenGasket Selection and Installation GuidesaadhwNoch keine Bewertungen
- Pressure Vessel InspectionsDokument17 SeitenPressure Vessel InspectionsLipika GayenNoch keine Bewertungen
- In Servicepressurevesselinspectionaccordingtoapi 51010theditionoverview 180328042225 PDFDokument33 SeitenIn Servicepressurevesselinspectionaccordingtoapi 51010theditionoverview 180328042225 PDFKrishna Vacha100% (2)
- Shell Corrosion Under InsulationDokument16 SeitenShell Corrosion Under InsulationDavide CongiuNoch keine Bewertungen
- Asset Integrity Management A Complete Guide - 2020 EditionVon EverandAsset Integrity Management A Complete Guide - 2020 EditionNoch keine Bewertungen
- Risk Based Inspection A Complete Guide - 2020 EditionVon EverandRisk Based Inspection A Complete Guide - 2020 EditionNoch keine Bewertungen
- Technical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionVon EverandTechnical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionNoch keine Bewertungen
- Ageing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityVon EverandAgeing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityNoch keine Bewertungen
- Risk-based inspection A Complete Guide - 2019 EditionVon EverandRisk-based inspection A Complete Guide - 2019 EditionNoch keine Bewertungen
- Thermal Properties Gas To Liquid ProductsDokument12 SeitenThermal Properties Gas To Liquid Productslimin zhangNoch keine Bewertungen
- Development of Computational Methods of Design by Analysis For Pressure Vessel ComponentsDokument9 SeitenDevelopment of Computational Methods of Design by Analysis For Pressure Vessel Componentsmoustafa mahmoudNoch keine Bewertungen
- Code of Practice 39 In-Service Requirements of Pressure EquipmentDokument59 SeitenCode of Practice 39 In-Service Requirements of Pressure Equipmentmoustafa mahmoudNoch keine Bewertungen
- Simplified Weight Function For Calculating Stress Intensity Factor in Complicated Stress Distributions Jirapong KasivitamnuayDokument12 SeitenSimplified Weight Function For Calculating Stress Intensity Factor in Complicated Stress Distributions Jirapong Kasivitamnuaymoustafa mahmoudNoch keine Bewertungen
- Development of Computational Methods of Design by Analysis For Pressure Vessel ComponentsDokument9 SeitenDevelopment of Computational Methods of Design by Analysis For Pressure Vessel Componentsmoustafa mahmoudNoch keine Bewertungen
- Development of Computational Methods of Design by Analysis For Pressure Vessel ComponentsDokument9 SeitenDevelopment of Computational Methods of Design by Analysis For Pressure Vessel Componentsmoustafa mahmoudNoch keine Bewertungen
- Mackenzie PVP2017 Stress Linearization Concepts and Restrictions in Elastic Design by AnalysisDokument8 SeitenMackenzie PVP2017 Stress Linearization Concepts and Restrictions in Elastic Design by Analysissvk_ntNoch keine Bewertungen
- AI-PS Element Guide No 10Dokument9 SeitenAI-PS Element Guide No 10zizu1234Noch keine Bewertungen
- Safety Environmentally Critical Elements Presentation Icp PDFDokument8 SeitenSafety Environmentally Critical Elements Presentation Icp PDFmoustafa mahmoud100% (1)
- Safety Environmentally Critical Elements Presentation Icp PDFDokument8 SeitenSafety Environmentally Critical Elements Presentation Icp PDFmoustafa mahmoud100% (1)
- Safety Environmentally Critical Elements Presentation IcpDokument3 SeitenSafety Environmentally Critical Elements Presentation Icpmoustafa mahmoudNoch keine Bewertungen
- Risk Based Lifetime Assessment of Piping Under Creep-Fatigue ConditionsDokument8 SeitenRisk Based Lifetime Assessment of Piping Under Creep-Fatigue Conditionsmoustafa mahmoudNoch keine Bewertungen
- Safety Environmentally Critical Elements Presentation Icp PDFDokument8 SeitenSafety Environmentally Critical Elements Presentation Icp PDFmoustafa mahmoud100% (1)
- PRD FlowDokument1 SeitePRD Flowmoustafa mahmoudNoch keine Bewertungen
- Armfield F1 Fluid Mechanics Series Brochure V2a Download 1Dokument30 SeitenArmfield F1 Fluid Mechanics Series Brochure V2a Download 1paul contrerasNoch keine Bewertungen
- 6 Pile GroupDokument4 Seiten6 Pile GroupAnonymous nwByj9LNoch keine Bewertungen
- Jet EngineDokument15 SeitenJet EngineViswanathan SrkNoch keine Bewertungen
- Jan Corné Olivier - Linear Systems and Signals (2019)Dokument304 SeitenJan Corné Olivier - Linear Systems and Signals (2019)fawNoch keine Bewertungen
- Experiment 1 (Equilibrium of Turning Forces)Dokument5 SeitenExperiment 1 (Equilibrium of Turning Forces)shark eye100% (1)
- Savi TancetDokument3 SeitenSavi TancetJasmine DavidNoch keine Bewertungen
- Fastener Process SimiulationDokument4 SeitenFastener Process SimiulationMehran ZaryounNoch keine Bewertungen
- Sustainable in Bahrain-Thesis PDFDokument12 SeitenSustainable in Bahrain-Thesis PDFTarek AbbasNoch keine Bewertungen
- 06 - 3D Embankment ConsolidationDokument28 Seiten06 - 3D Embankment ConsolidationRaynaldo JodistiroNoch keine Bewertungen
- Linear equations worksheet solutionsDokument4 SeitenLinear equations worksheet solutionsHari Kiran M PNoch keine Bewertungen
- Electrical Steel, Also Called Lamination Steel, Silicon Electrical Steel, Silicon Steel or Transformer Steel, Is SpecialtyDokument5 SeitenElectrical Steel, Also Called Lamination Steel, Silicon Electrical Steel, Silicon Steel or Transformer Steel, Is SpecialtyShobhit MauryaNoch keine Bewertungen
- Panel Dual Polarization Half-Power Beam Width Fixed Electrical DowntiltDokument2 SeitenPanel Dual Polarization Half-Power Beam Width Fixed Electrical DowntiltEmmersonLisboaNoch keine Bewertungen
- Storage and Flow of Powder: Mass Flow Funnel FlowDokument9 SeitenStorage and Flow of Powder: Mass Flow Funnel FlowDuc HuynhNoch keine Bewertungen
- CUP IBChemistry c06 It Rates of ReactionsDokument33 SeitenCUP IBChemistry c06 It Rates of ReactionsAdnan ChowdhuryNoch keine Bewertungen
- Horizontal Twin-Shaft Paddle Mixers - The Ultimate in Mixing TechnologyDokument5 SeitenHorizontal Twin-Shaft Paddle Mixers - The Ultimate in Mixing TechnologyMilling and Grain magazineNoch keine Bewertungen
- General Certificate of Education June 2008 Advanced Extension AwardDokument12 SeitenGeneral Certificate of Education June 2008 Advanced Extension AwardDaniel ConwayNoch keine Bewertungen
- Parameter Adaptation of Reduced Order Models For Three-Dimensional Flutter AnalysisDokument9 SeitenParameter Adaptation of Reduced Order Models For Three-Dimensional Flutter AnalysisAtsis PapadopoulosNoch keine Bewertungen
- Phy WsDokument4 SeitenPhy WsPranav VNoch keine Bewertungen
- Cascho Modelo DDokument16 SeitenCascho Modelo Dfrankz89Noch keine Bewertungen
- Internship Report On Railway Coach FactoryDokument39 SeitenInternship Report On Railway Coach FactoryJyotiraj ThakuriaNoch keine Bewertungen
- Homework 1Dokument6 SeitenHomework 1Ahmet Kemal ÇetinNoch keine Bewertungen
- Induction MotorDokument27 SeitenInduction MotorNandhini SaranathanNoch keine Bewertungen
- DipolesDokument42 SeitenDipolesRajat GiriNoch keine Bewertungen
- Science - Book 10Dokument312 SeitenScience - Book 10Jaishree RamNoch keine Bewertungen
- Biomechanics and Motor Control of Human Movement - Ch3Dokument37 SeitenBiomechanics and Motor Control of Human Movement - Ch3guillecabezaNoch keine Bewertungen
- Linear Programming: Presented by - Meenakshi TripathiDokument13 SeitenLinear Programming: Presented by - Meenakshi TripathiRajendra PansareNoch keine Bewertungen
- Me VR10 PDFDokument153 SeitenMe VR10 PDFeng ameer alburihyNoch keine Bewertungen
- NX Nastran 3 Release GuideDokument28 SeitenNX Nastran 3 Release GuideMSC Nastran BeginnerNoch keine Bewertungen
- Exponential Functions and Their Graphs PDFDokument2 SeitenExponential Functions and Their Graphs PDFCarrieNoch keine Bewertungen
- Autonics TK DatasheetDokument24 SeitenAutonics TK DatasheetHoang Anh0% (1)