Das könnte Ihnen auch gefallen
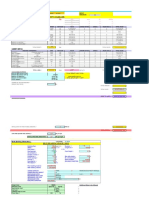
- Ws - No. C Si MN P S CR Mo Ni NB Ti Ws - No. DIN BS Astm / Aisi Gost % % % % % % % % % % Germany Great Britain USA RussiaDokument1 SeiteWs - No. C Si MN P S CR Mo Ni NB Ti Ws - No. DIN BS Astm / Aisi Gost % % % % % % % % % % Germany Great Britain USA RussiaHassan MostajabNoch keine Bewertungen
- Columbia - FORCHUNDokument4 SeitenColumbia - FORCHUNHelmerNoch keine Bewertungen
- Aca 2 InvestigacionesDokument37 SeitenAca 2 InvestigacionesCRISTIAN CAMILO RUIZ ABAUNZANoch keine Bewertungen
- Dn027b Led20nw d200 RDDokument1 SeiteDn027b Led20nw d200 RDHaianh PhamNoch keine Bewertungen
- DN027B Led20nw D200 RDDokument1 SeiteDN027B Led20nw D200 RDHaianh PhamNoch keine Bewertungen
- Dn027b Led6cw l100 SQDokument1 SeiteDn027b Led6cw l100 SQHaianh PhamNoch keine Bewertungen
- DN027B Led3nw L100 SQDokument1 SeiteDN027B Led3nw L100 SQHaianh PhamNoch keine Bewertungen
- N 1-Where An Ellipsis (... ) Appears in This Table, There Is No Requirement and The Element Need Neither Be Analyzed For or ReportedDokument1 SeiteN 1-Where An Ellipsis (... ) Appears in This Table, There Is No Requirement and The Element Need Neither Be Analyzed For or ReportedrajeshNoch keine Bewertungen
- 742 PDFDokument1 Seite742 PDFrajeshNoch keine Bewertungen
- Micro Alloyed Steels Voestalpine EN 30102020Dokument4 SeitenMicro Alloyed Steels Voestalpine EN 30102020pierocarnelociNoch keine Bewertungen
- Initial Tableau 1Dokument6 SeitenInitial Tableau 1Isabelle CandelariaNoch keine Bewertungen
- Resolver La Armadura Mostrada Ea CteDokument74 SeitenResolver La Armadura Mostrada Ea CteJose Luis Delgado SánchezNoch keine Bewertungen
- SM490 Ya-Yb ChemicalDokument1 SeiteSM490 Ya-Yb ChemicalJoko TrisnantoNoch keine Bewertungen
- C Si MN P S CR Mo Ni NB Ti Worknorme DIN BS Astm / Aisi GostDokument4 SeitenC Si MN P S CR Mo Ni NB Ti Worknorme DIN BS Astm / Aisi GostSWPriestNoch keine Bewertungen
- Certificado de Calidad de Brida de Acero WN RF Clase 300 SCH 120Dokument1 SeiteCertificado de Calidad de Brida de Acero WN RF Clase 300 SCH 120Rodrigo Sarrin AsteteNoch keine Bewertungen
- Matl Calculation-Scrubber and SeparatorDokument10 SeitenMatl Calculation-Scrubber and Separatorcharles bronsonNoch keine Bewertungen
- Folha3 Metodos Numericos Iterativos Equacoes de Estado Etano TabelasDokument4 SeitenFolha3 Metodos Numericos Iterativos Equacoes de Estado Etano TabelasAna CarolinaNoch keine Bewertungen
- API 5L Pipe Specification (PSL1, PSL2, SOUR SERVICE)Dokument9 SeitenAPI 5L Pipe Specification (PSL1, PSL2, SOUR SERVICE)Zead ZozoNoch keine Bewertungen
- Mild Steels Voestalpine EN 09082019Dokument5 SeitenMild Steels Voestalpine EN 09082019Alma Aliza VillaberNoch keine Bewertungen
- Brosur KHIDokument16 SeitenBrosur KHIpangalengan zaxNoch keine Bewertungen
- Thành phần hóa học thép - Steel bars for concrete reinforcementDokument3 SeitenThành phần hóa học thép - Steel bars for concrete reinforcementDuẩn VũNoch keine Bewertungen
- HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127Dokument4 SeitenHPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127Er Umesh RohitNoch keine Bewertungen
- Steel SpecificationsDokument3 SeitenSteel SpecificationsMazlan MansorNoch keine Bewertungen
- Costing Sheet 392Dokument10 SeitenCosting Sheet 392Rakesh SharmaNoch keine Bewertungen
- Technical Specification References: I! OI C UDokument30 SeitenTechnical Specification References: I! OI C Uabubakar aliNoch keine Bewertungen
- Table 4-1 Maximum Allowable Shell Stresses: (Not For Use For Reconstructed Tanks, See Note 6)Dokument1 SeiteTable 4-1 Maximum Allowable Shell Stresses: (Not For Use For Reconstructed Tanks, See Note 6)muhd.qasimNoch keine Bewertungen
- Micro-Alloyed Steels: High-Strength Steels With Yield Strengths Up To 550 MpaDokument4 SeitenMicro-Alloyed Steels: High-Strength Steels With Yield Strengths Up To 550 MpacurtisvaleroNoch keine Bewertungen
- BS 3059-2Dokument11 SeitenBS 3059-2abhiNoch keine Bewertungen
- Astm A653a 653M 4Dokument1 SeiteAstm A653a 653M 4Barbado BlancoNoch keine Bewertungen
- Kanal HesabiDokument26 SeitenKanal HesabirefikotcuNoch keine Bewertungen
- Costing Calculations:: Enquiry 588 (Imc)Dokument7 SeitenCosting Calculations:: Enquiry 588 (Imc)Rakesh SharmaNoch keine Bewertungen
- 50CRMO4 - 50CrMo4-Nr 1 7228-ENGDokument2 Seiten50CRMO4 - 50CrMo4-Nr 1 7228-ENGLuiz Antonio dos AnjosNoch keine Bewertungen
- 34crnimo6: Steel GradeDokument6 Seiten34crnimo6: Steel GradeBiju KNoch keine Bewertungen
- P355GHDokument1 SeiteP355GHCommercial MarocNoch keine Bewertungen
- Ejercicios IO ACA 2Dokument36 SeitenEjercicios IO ACA 2CRISTIAN CAMILO RUIZ ABAUNZANoch keine Bewertungen
- Din 17102 PDFDokument10 SeitenDin 17102 PDFEvriMert RüzgArdaNoch keine Bewertungen
- San Ace 60A25 E PDFDokument3 SeitenSan Ace 60A25 E PDFThi NguyễnNoch keine Bewertungen
- Calculation of Height of The Siphon SystemDokument2 SeitenCalculation of Height of The Siphon SystemHsein WangNoch keine Bewertungen
- Costing Sheet 392-r1Dokument12 SeitenCosting Sheet 392-r1Rakesh SharmaNoch keine Bewertungen
- Caracteristicas Motor1Dokument12 SeitenCaracteristicas Motor1OmarPDomInguezNoch keine Bewertungen
- Costing Calculations:: Enquiry # 82Dokument7 SeitenCosting Calculations:: Enquiry # 82Rakesh SharmaNoch keine Bewertungen
- Costing Calculations:: Date: Revision: 0 Enquiry #150X300X24 Feet KamdhenuDokument7 SeitenCosting Calculations:: Date: Revision: 0 Enquiry #150X300X24 Feet KamdhenuRakesh SharmaNoch keine Bewertungen
- Costing Calculations:: Enquiry 575 - R1Dokument6 SeitenCosting Calculations:: Enquiry 575 - R1Rakesh SharmaNoch keine Bewertungen
- Costing Calculations:: Enquiry 270 - IDokument7 SeitenCosting Calculations:: Enquiry 270 - IRakesh SharmaNoch keine Bewertungen
- Surface Mount PTC: Product FeaturesDokument4 SeitenSurface Mount PTC: Product FeaturesHemantkumarNoch keine Bewertungen
- 42crmo4: Steel GradeDokument5 Seiten42crmo4: Steel GradeMahmoud KchaouNoch keine Bewertungen
- 38 MN VS6Dokument2 Seiten38 MN VS6Pramod NautiyalNoch keine Bewertungen
- TBJ Series: COTS-Plus - SRC9000 Space LevelDokument8 SeitenTBJ Series: COTS-Plus - SRC9000 Space LevelKikokNoch keine Bewertungen
- 25crmo4: Steel GradeDokument3 Seiten25crmo4: Steel GradeCristian Stiven Martinez GonzalezNoch keine Bewertungen
- Material SpecDokument456 SeitenMaterial SpecAyush Narang70% (10)
- LMTD Correction Factor ChartsDokument1 SeiteLMTD Correction Factor ChartsTifano KhristiyantoNoch keine Bewertungen
- Agua-Amoniaco Grupo 1oDokument13 SeitenAgua-Amoniaco Grupo 1oXimena Ramos QuispeNoch keine Bewertungen
- Special Steel Products PDFDokument4 SeitenSpecial Steel Products PDFArijit MajumdarNoch keine Bewertungen
- Extracto Norma ASTM A792Dokument2 SeitenExtracto Norma ASTM A792Christian Latorre VielmaNoch keine Bewertungen
- ChemostatDokument10 SeitenChemostatFrancesco FerellaNoch keine Bewertungen
- Average Shear Strength of Materials PDFDokument1 SeiteAverage Shear Strength of Materials PDFSathish KumarNoch keine Bewertungen
- UntitledDokument18 SeitenUntitledBrigitte Asenet Linares GarciaNoch keine Bewertungen
- Database Management Systems: Understanding and Applying Database TechnologyVon EverandDatabase Management Systems: Understanding and Applying Database TechnologyBewertung: 4 von 5 Sternen4/5 (8)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsVon EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNoch keine Bewertungen
- API Standard ERW Steel Pipe Price in January 2019Dokument2 SeitenAPI Standard ERW Steel Pipe Price in January 2019Felipa ShanNoch keine Bewertungen
- Translate The Following Letter From English Into ChineseDokument2 SeitenTranslate The Following Letter From English Into ChineseFelipa ShanNoch keine Bewertungen
- Steel Pipe For Waterworks PurposesDokument25 SeitenSteel Pipe For Waterworks PurposesFelipa ShanNoch keine Bewertungen
- HU Steel Pipe ANSI B36.2 With LetterheaDokument3 SeitenHU Steel Pipe ANSI B36.2 With LetterheaFelipa ShanNoch keine Bewertungen
- Steel Pipe Tube Fittings Hu-Steel Hunan Standard Steel Co., LTDDokument1 SeiteSteel Pipe Tube Fittings Hu-Steel Hunan Standard Steel Co., LTDFelipa ShanNoch keine Bewertungen
- Malawi Investment Projects Compendium 2016 PDFDokument112 SeitenMalawi Investment Projects Compendium 2016 PDFFelipa ShanNoch keine Bewertungen
- Pentacam Four Maps RefractiveDokument4 SeitenPentacam Four Maps RefractiveSoma AlshokriNoch keine Bewertungen
- Ainsworth, The One-Year-Old Task of The Strange SituationDokument20 SeitenAinsworth, The One-Year-Old Task of The Strange SituationliliaNoch keine Bewertungen
- Athletes Who Made Amazing Comebacks After Career-Threatening InjuriesDokument11 SeitenAthletes Who Made Amazing Comebacks After Career-Threatening InjuriesანაNoch keine Bewertungen
- Cough PDFDokument3 SeitenCough PDFKASIA SyNoch keine Bewertungen
- Owner'S Manual: Explosion-Proof Motor Mf07, Mf10, Mf13Dokument18 SeitenOwner'S Manual: Explosion-Proof Motor Mf07, Mf10, Mf13mediacampaigncc24Noch keine Bewertungen
- Capacitor BanksDokument49 SeitenCapacitor BanksAmal P RaviNoch keine Bewertungen
- RestraintsDokument48 SeitenRestraintsLeena Pravil100% (1)
- Science 9-Quarter 2-Module-3Dokument28 SeitenScience 9-Quarter 2-Module-3Mon DyNoch keine Bewertungen
- ExamDokument10 SeitenExamjohn ivan100% (1)
- Transmission Line Loading Sag CalculatioDokument25 SeitenTransmission Line Loading Sag Calculatiooaktree2010Noch keine Bewertungen
- 2008 NOHC - JPHDSupplementDokument62 Seiten2008 NOHC - JPHDSupplementEliza DNNoch keine Bewertungen
- 812571-006 RevB (GPC3000 Service)Dokument270 Seiten812571-006 RevB (GPC3000 Service)BPNoch keine Bewertungen
- Mbs KatalogDokument68 SeitenMbs KatalogDobroslav SoskicNoch keine Bewertungen
- The Superhero LifestyleDokument9 SeitenThe Superhero LifestyleDerp Blood0% (3)
- G.f.roof Beam & Slab DetailDokument1 SeiteG.f.roof Beam & Slab Detailahmad anasNoch keine Bewertungen
- BS7-Touch Screen PanelDokument96 SeitenBS7-Touch Screen PanelEduardo Diaz Pichardo100% (1)
- Reference Document GOIDokument2 SeitenReference Document GOIPranav BadrakiaNoch keine Bewertungen
- Vicat Apparatus PrimoDokument10 SeitenVicat Apparatus PrimoMoreno, Leanne B.Noch keine Bewertungen
- Palf PDFDokument16 SeitenPalf PDFKamal Nadh TammaNoch keine Bewertungen
- Wago PCB Terminal Blocks and Connectors Catalog 7Dokument105 SeitenWago PCB Terminal Blocks and Connectors Catalog 7alinupNoch keine Bewertungen
- Medical Representative Healthcare Sales in Fort Myers FL Resume Greg HejlikDokument2 SeitenMedical Representative Healthcare Sales in Fort Myers FL Resume Greg HejlikGregHejlikNoch keine Bewertungen
- LAB ACT 5 Types of Chemical ReactionsDokument12 SeitenLAB ACT 5 Types of Chemical ReactionsJerome MosadaNoch keine Bewertungen
- Product Sheet - Parsys Cloud - Parsys TelemedicineDokument10 SeitenProduct Sheet - Parsys Cloud - Parsys TelemedicineChristian Lezama Cuellar100% (1)
- Bakery Ind HygieneDokument104 SeitenBakery Ind Hygienelabie100% (1)
- Grounds of Divorce Under Hindu Religion or Hindu Law Unit-A: Chapter-IiDokument42 SeitenGrounds of Divorce Under Hindu Religion or Hindu Law Unit-A: Chapter-IiSatyam PathakNoch keine Bewertungen
- NSTP1 MODULE 3 Disaster Awareness Preparedness and ManagementDokument16 SeitenNSTP1 MODULE 3 Disaster Awareness Preparedness and Managementrenz dave100% (2)
- Seven-Year Financial Pro Jection: ProblemDokument10 SeitenSeven-Year Financial Pro Jection: Problemnyashadzashe munyatiNoch keine Bewertungen
- To 33B-1-1 01jan2013Dokument856 SeitenTo 33B-1-1 01jan2013izmitlimonNoch keine Bewertungen
- Rediscovering Alginate Wound DressingsDokument4 SeitenRediscovering Alginate Wound DressingstanveerhusseinNoch keine Bewertungen
- Gloria Pfoltzer Theresa Morris, an Infant, by Mother and Next Friend Christopher Morris, an Infant, by Mother and Next Friend Randy Morris, an Infant, by Mother and Next Friend v. Fairfax County Department of Human Development Susan Manzo Paulette Byrd Florence Hannigan, and Louis Villafane, 966 F.2d 1443, 4th Cir. (1992)Dokument10 SeitenGloria Pfoltzer Theresa Morris, an Infant, by Mother and Next Friend Christopher Morris, an Infant, by Mother and Next Friend Randy Morris, an Infant, by Mother and Next Friend v. Fairfax County Department of Human Development Susan Manzo Paulette Byrd Florence Hannigan, and Louis Villafane, 966 F.2d 1443, 4th Cir. (1992)Scribd Government DocsNoch keine Bewertungen