Das könnte Ihnen auch gefallen
- Tutorial 3 - SolutionDokument5 SeitenTutorial 3 - SolutionAbdul Aziz Wicaksono100% (1)
- Lecture 3 - Production ConceptsDokument16 SeitenLecture 3 - Production ConceptsFatimaNoch keine Bewertungen
- Sheet 2 FPDokument4 SeitenSheet 2 FPyehyaNoch keine Bewertungen
- Bài Tập Tiểu LuậnDokument5 SeitenBài Tập Tiểu LuậnToy and MeNoch keine Bewertungen
- Standard Costing Practice QuestionsDokument3 SeitenStandard Costing Practice Questionsmohammad AliNoch keine Bewertungen
- Textbook Problems - Chapter 2Dokument3 SeitenTextbook Problems - Chapter 2Hamza El OuahabiNoch keine Bewertungen
- Segment 7Dokument15 SeitenSegment 7RifkyJodyLaksana100% (1)
- Chapter 3 SolutionDokument6 SeitenChapter 3 Solutionrobertrnicol0% (1)
- Case Study ToshibaDokument6 SeitenCase Study ToshibaRachelle100% (1)
- Exercises 2Dokument2 SeitenExercises 2Nguyen Anh ThaoNoch keine Bewertungen
- Assignments (Refer To Chapter 2 of Mikell P. Groover's Book)Dokument3 SeitenAssignments (Refer To Chapter 2 of Mikell P. Groover's Book)Linh NguyễnNoch keine Bewertungen
- ktra hệ thống sản xuất tích hợpDokument47 Seitenktra hệ thống sản xuất tích hợpVũ Quốc KhánhNoch keine Bewertungen
- Automation Solution ManualDokument3 SeitenAutomation Solution ManualVinodhkumar PalakodeNoch keine Bewertungen
- HW 1Dokument5 SeitenHW 1Tuncay AYTEKİNNoch keine Bewertungen
- CIm QuestionsDokument1 SeiteCIm Questionsniroshan24Noch keine Bewertungen
- Chapter 14Dokument2 SeitenChapter 14nabihaNoch keine Bewertungen
- Week9 02411940000179 D Muhammad Ardhan AnshariDokument4 SeitenWeek9 02411940000179 D Muhammad Ardhan AnsharianshariNoch keine Bewertungen
- Simulacion Con SimanDokument6 SeitenSimulacion Con SimanRebeca PachecoNoch keine Bewertungen
- Assignment 2 - S17Dokument2 SeitenAssignment 2 - S17Mahmoud Essam AhmedNoch keine Bewertungen
- ANCM Assignment 1Dokument6 SeitenANCM Assignment 1Aditi RayNoch keine Bewertungen
- Advanced Manufacturing Technology MECH4012 Module#3 Tutorial#8 Production LinesDokument4 SeitenAdvanced Manufacturing Technology MECH4012 Module#3 Tutorial#8 Production LinesahmedNoch keine Bewertungen
- Lecture 6-Manual Assembly LinesDokument5 SeitenLecture 6-Manual Assembly LinesFatimaNoch keine Bewertungen
- Work Line BalancingDokument3 SeitenWork Line BalancingbruneeNoch keine Bewertungen
- Mfdmia2 Test I 2022Dokument3 SeitenMfdmia2 Test I 2022taku8401Noch keine Bewertungen
- Manufacturing Example PDFDokument6 SeitenManufacturing Example PDFAbdul RahmanNoch keine Bewertungen
- 11 - Chapter 6 PDFDokument14 Seiten11 - Chapter 6 PDFMansoor KhanaliNoch keine Bewertungen
- CFM ROss SolutionsDokument5 SeitenCFM ROss SolutionsHai HaNoch keine Bewertungen
- ME6703 CIM Questions BankDokument1 SeiteME6703 CIM Questions BankMANI KANDANNoch keine Bewertungen
- Process SelectionDokument2 SeitenProcess Selectionhoang.phamnguyetminhNoch keine Bewertungen
- Product/Production Relationships: Solution: This Problem Neglects The Effect of Assembly TimeDokument2 SeitenProduct/Production Relationships: Solution: This Problem Neglects The Effect of Assembly TimeParamaSivanNoch keine Bewertungen
- Exercise On CapacityDokument2 SeitenExercise On CapacityNino Natradze100% (1)
- UJ - MVS4 - Semester Test#2 - 09 May - 2022Dokument4 SeitenUJ - MVS4 - Semester Test#2 - 09 May - 2022Dimakatso NgobeniNoch keine Bewertungen
- Production and Operations Management: Chelliah SriskandarajahDokument38 SeitenProduction and Operations Management: Chelliah SriskandarajahKumar AashishNoch keine Bewertungen
- Home WorkDokument2 SeitenHome WorkVladimir Lenis50% (2)
- Unit 2 Manufacturing Operations: SectionsDokument27 SeitenUnit 2 Manufacturing Operations: SectionsSaeed AlshamsiNoch keine Bewertungen
- Exercise 1Dokument1 SeiteExercise 1Ambuj PriyadarshiNoch keine Bewertungen
- Q1: IIT Bombay Central Library After Having Gone Through Renovations Is Having A Hard TimeDokument2 SeitenQ1: IIT Bombay Central Library After Having Gone Through Renovations Is Having A Hard TimeMansingh YadavNoch keine Bewertungen
- Capacityplanning-Unsolved 7 NumericalsDokument2 SeitenCapacityplanning-Unsolved 7 NumericalsShanky JainNoch keine Bewertungen
- Chapter 8Dokument4 SeitenChapter 8Min ZenNoch keine Bewertungen
- CS Paper OverheadDokument1 SeiteCS Paper OverheadAnchorVipinNoch keine Bewertungen
- CADM Question Bank IA IDokument2 SeitenCADM Question Bank IA IAshirwad AtrayNoch keine Bewertungen
- The Goodparts Company Produces A Component That Is Subsequently UsedDokument1 SeiteThe Goodparts Company Produces A Component That Is Subsequently UsedAmit PandeyNoch keine Bewertungen
- MCE 493 MCE 593 CH 2 and 3Dokument47 SeitenMCE 493 MCE 593 CH 2 and 3Toto TitiNoch keine Bewertungen
- Example MS MidtermDokument2 SeitenExample MS MidtermDuyên LêNoch keine Bewertungen
- Ch14Dokument5 SeitenCh14Misbah NiamatNoch keine Bewertungen
- Week 5 - Production SmoothingDokument34 SeitenWeek 5 - Production SmoothingQuynh Chau Tran100% (1)
- OR Question BankDokument29 SeitenOR Question BankSuhas Mv50% (4)
- Case Study On Productivity Improvement by Work Study: Yogesh KumarDokument6 SeitenCase Study On Productivity Improvement by Work Study: Yogesh KumarYogesh SharmaNoch keine Bewertungen
- Department of Mechanical and Industrial Engineering TechnologyDokument3 SeitenDepartment of Mechanical and Industrial Engineering Technologyrealeboga moneiNoch keine Bewertungen
- Hull Machining of M113 Armoured Personel CarrierDokument6 SeitenHull Machining of M113 Armoured Personel CarrierNisar Ahmed RanaNoch keine Bewertungen
- First Semester 2019 2104697 System Modeling and Analysis Homework 4 Due On November 23, 2019Dokument2 SeitenFirst Semester 2019 2104697 System Modeling and Analysis Homework 4 Due On November 23, 2019Jiraros SoponarunratNoch keine Bewertungen
- Solution of Assignment 1Dokument3 SeitenSolution of Assignment 1Anonymous 8O9X3QtR475% (4)
- CheggDokument3 SeitenCheggIndri PermataNoch keine Bewertungen
- Cost ReductionDokument8 SeitenCost Reductionmlganesh666100% (3)
- Production Balance in Spinning Mills: Dr. H.R.Sheikh, Professor, Emeritus, Textile Institute of PakistanDokument2 SeitenProduction Balance in Spinning Mills: Dr. H.R.Sheikh, Professor, Emeritus, Textile Institute of PakistanNazmul-HassanNoch keine Bewertungen
- 2 - Present Economy - GLDokument17 Seiten2 - Present Economy - GLHanna Rosette SeñoNoch keine Bewertungen
- B-Tech4191r07i 3Dokument11 SeitenB-Tech4191r07i 3jbj2121Noch keine Bewertungen
- Takt Time: A Guide to the Very Basic Lean CalculationVon EverandTakt Time: A Guide to the Very Basic Lean CalculationBewertung: 5 von 5 Sternen5/5 (2)
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowVon EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowBewertung: 4 von 5 Sternen4/5 (1)
- SMED – How to Do a Quick Changeover?: Toyota Production System ConceptsVon EverandSMED – How to Do a Quick Changeover?: Toyota Production System ConceptsBewertung: 4.5 von 5 Sternen4.5/5 (2)
- PDS Air CompressorDokument1 SeitePDS Air Compressordhavalesh1Noch keine Bewertungen
- Roasted and Ground Coffee Manufacturing Industry Feasibility StudyDokument22 SeitenRoasted and Ground Coffee Manufacturing Industry Feasibility StudyGhirmaye AbebeNoch keine Bewertungen
- Normas FieldbusDokument3 SeitenNormas FieldbusAlielson PazNoch keine Bewertungen
- D13A540, EU4SCR - Eng - 01 - 1499912Dokument2 SeitenD13A540, EU4SCR - Eng - 01 - 1499912javed samaaNoch keine Bewertungen
- Feeding Pipe 2'' L 20m: General Plan Al-Sabaeen Pv-Diesel SystemDokument3 SeitenFeeding Pipe 2'' L 20m: General Plan Al-Sabaeen Pv-Diesel Systemمحمد الحديNoch keine Bewertungen
- 101 Union of Filipro Employees Vs Vivar (Labor)Dokument1 Seite101 Union of Filipro Employees Vs Vivar (Labor)Kayelyn Lat100% (1)
- UntitledDokument1 SeiteUntitledsai gamingNoch keine Bewertungen
- 556pm 42.epra Journals-5691Dokument4 Seiten556pm 42.epra Journals-5691Nabila AyeshaNoch keine Bewertungen
- PolisiDokument16 SeitenPolisiResh 0000Noch keine Bewertungen
- CVDokument1 SeiteCVotieNoch keine Bewertungen
- A 150.xx Service Black/ITU Cartridge Motor Error On A Lexmark C54x and X54x Series PrinterDokument4 SeitenA 150.xx Service Black/ITU Cartridge Motor Error On A Lexmark C54x and X54x Series Printerahmed salemNoch keine Bewertungen
- White and Yellow Reflective Thermoplastic Striping Material (Solid Form)Dokument2 SeitenWhite and Yellow Reflective Thermoplastic Striping Material (Solid Form)FRANZ RICHARD SARDINAS MALLCONoch keine Bewertungen
- MAYA1010 EnglishDokument30 SeitenMAYA1010 EnglishjailsondelimaNoch keine Bewertungen
- MAC120 PartsDokument23 SeitenMAC120 PartspRAMOD g pATOLENoch keine Bewertungen
- Packing Shipping InstructionsDokument2 SeitenPacking Shipping InstructionsJ.V. Siritt ChangNoch keine Bewertungen
- Cassava Starch Granule Structure-Function Properties - Influence of Time and Conditions at Harvest On Four Cultivars of Cassava StarchDokument10 SeitenCassava Starch Granule Structure-Function Properties - Influence of Time and Conditions at Harvest On Four Cultivars of Cassava Starchwahyuthp43Noch keine Bewertungen
- Application For MigrationDokument8 SeitenApplication For Migrationmoments444Noch keine Bewertungen
- Compound Wall Design (1) - Layout1Dokument1 SeiteCompound Wall Design (1) - Layout1SandeepNoch keine Bewertungen
- Research On The Marketing Communication Strategy of Tesla Motors in China Under The Background of New MediaDokument5 SeitenResearch On The Marketing Communication Strategy of Tesla Motors in China Under The Background of New MediaSiddharth ChaudharyNoch keine Bewertungen
- Material Safety Data Sheet: Pilot IIDokument7 SeitenMaterial Safety Data Sheet: Pilot IIBeyar. ShNoch keine Bewertungen
- Asme 1417 WordDokument12 SeitenAsme 1417 WordERIKA RUBIONoch keine Bewertungen
- Arab Open University B326: Advanced Financial Accounting TMA - Spring 2022-2023 V2Dokument7 SeitenArab Open University B326: Advanced Financial Accounting TMA - Spring 2022-2023 V2samiaNoch keine Bewertungen
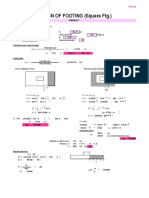
- Design of Footing (Square FTG.) : M Say, L 3.75Dokument2 SeitenDesign of Footing (Square FTG.) : M Say, L 3.75victoriaNoch keine Bewertungen
- Thermal Hybrids R5Dokument9 SeitenThermal Hybrids R5amir.kalantariNoch keine Bewertungen
- Astm D2940 D2940M 09Dokument1 SeiteAstm D2940 D2940M 09INDIRA DEL CARMEN BERMEJO FERN�NDEZNoch keine Bewertungen
- Class Assignment 2Dokument3 SeitenClass Assignment 2fathiahNoch keine Bewertungen
- GK Test-IiDokument11 SeitenGK Test-IiDr Chaman Lal PTNoch keine Bewertungen
- Summer Training Report On: Prepared and Presented ToDokument95 SeitenSummer Training Report On: Prepared and Presented ToShubh SinghalNoch keine Bewertungen
- Ex-Capt. Harish Uppal Vs Union of India & Anr On 17 December, 2002Dokument20 SeitenEx-Capt. Harish Uppal Vs Union of India & Anr On 17 December, 2002vivek6593Noch keine Bewertungen
- Brief On Safety Oct 10Dokument28 SeitenBrief On Safety Oct 10Srinivas EnamandramNoch keine Bewertungen