Das könnte Ihnen auch gefallen
- Optimus 111 ManualDokument1 SeiteOptimus 111 Manualmagikbus100% (1)
- Bulk Water SeparationDokument1 SeiteBulk Water SeparationSean MiddletonNoch keine Bewertungen
- Gathering CenterDokument9 SeitenGathering CenterAnbalagan Prabhu100% (3)
- Summer Training Report ONGC Ahmedabad AssetDokument19 SeitenSummer Training Report ONGC Ahmedabad AssetPriyansh BhimajiyaniNoch keine Bewertungen
- Ongc Project ReportDokument29 SeitenOngc Project ReportAkhilesh KumarNoch keine Bewertungen
- A Report of Training ONGCDokument33 SeitenA Report of Training ONGCmohan_17Noch keine Bewertungen
- A Report of Training in ONGCDokument52 SeitenA Report of Training in ONGCtarunbnsl81% (16)
- OhcuDokument11 SeitenOhcuDheeraj ShuklaNoch keine Bewertungen
- UntitledDokument11 SeitenUntitledapi-256504985Noch keine Bewertungen
- BORL HCU-DHT APC Scoping Study Report (Final)Dokument45 SeitenBORL HCU-DHT APC Scoping Study Report (Final)AnilKumarNoch keine Bewertungen
- Section 8 Boilout.Dokument7 SeitenSection 8 Boilout.Mithilesh Yadav100% (1)
- Extraction of ZincDokument15 SeitenExtraction of ZincAmit MishraNoch keine Bewertungen
- DCS Course by Ahmed SabriDokument48 SeitenDCS Course by Ahmed SabriAmany MoemenNoch keine Bewertungen
- Field BusDokument108 SeitenField Busvenukumare100% (1)
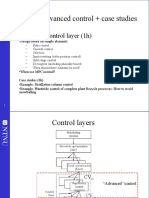
- Part 5: Advanced Control + Case StudiesDokument52 SeitenPart 5: Advanced Control + Case StudiestahermohNoch keine Bewertungen
- Yokogawa FFDokument41 SeitenYokogawa FF1907nirmal100% (1)
- A6V10316241 NK8237 InstallationDokument96 SeitenA6V10316241 NK8237 InstallationCarlos MouraNoch keine Bewertungen
- The Purpose of Sulfur Guard BedDokument1 SeiteThe Purpose of Sulfur Guard BedAlia Khan100% (1)
- Adcnas001 Users Dell HTML Training Document Uploads Docs PowerEdgeDokument116 SeitenAdcnas001 Users Dell HTML Training Document Uploads Docs PowerEdgehulbertcNoch keine Bewertungen
- Nptel Lecture Notes 2Dokument21 SeitenNptel Lecture Notes 2balusappsNoch keine Bewertungen
- Coking and Thermal ProcessesDokument8 SeitenCoking and Thermal ProcessesWulandariNoch keine Bewertungen
- Purge Gas Purification and Recovery in Ammonia Plants: Process DescriptionDokument5 SeitenPurge Gas Purification and Recovery in Ammonia Plants: Process DescriptionFerdian AziziNoch keine Bewertungen
- OperTune QuickStart Guide OPR-R310.1-001Dokument1 SeiteOperTune QuickStart Guide OPR-R310.1-001Anonymous zLwP4FjLNoch keine Bewertungen
- Circulation in Vacuum Pans: January 2004Dokument18 SeitenCirculation in Vacuum Pans: January 2004REMINGTON SALAYANoch keine Bewertungen
- Ehpm R2a 2012-08-24Dokument11 SeitenEhpm R2a 2012-08-24Piush KumarNoch keine Bewertungen
- Flowchart Start: Device - I D Acquisiti On OK?Dokument22 SeitenFlowchart Start: Device - I D Acquisiti On OK?cruzleenoNoch keine Bewertungen
- April 11 - Gas Sweetening ProcessDokument95 SeitenApril 11 - Gas Sweetening Processhoangduy7696Noch keine Bewertungen
- Summer Internship Project Report MAY - JUNE 2018: "Energy Balance of Distillation Column"Dokument14 SeitenSummer Internship Project Report MAY - JUNE 2018: "Energy Balance of Distillation Column"krishan palNoch keine Bewertungen
- Shantanu DasDokument10 SeitenShantanu DasarunkdevassyNoch keine Bewertungen
- Dcs BtechDokument55 SeitenDcs BtechGlan Devadhas100% (1)
- AhmadJavaid (TZIDC ABB Positioner)Dokument17 SeitenAhmadJavaid (TZIDC ABB Positioner)ahmedNoch keine Bewertungen
- AKM Final Report (4283)Dokument31 SeitenAKM Final Report (4283)Gaurav BhatiaNoch keine Bewertungen
- AspenHTFSV7 3-Usr PDFDokument25 SeitenAspenHTFSV7 3-Usr PDFVenkatesh SivarchanaNoch keine Bewertungen
- Production ImprovementsDokument8 SeitenProduction ImprovementsAlberto darianNoch keine Bewertungen
- C.V. (Process Engineer)Dokument2 SeitenC.V. (Process Engineer)rajakhurshed7185Noch keine Bewertungen
- Capacity Utilization Report: Err:511 Err:511 Err:511Dokument3 SeitenCapacity Utilization Report: Err:511 Err:511 Err:511Yves-donald MakoumbouNoch keine Bewertungen
- Gauge Pressure TransmitterDokument12 SeitenGauge Pressure TransmitterDenise AGNoch keine Bewertungen
- Brochure Uk ProductsDokument2 SeitenBrochure Uk ProductsJavier TrujillanoNoch keine Bewertungen
- AWTP SCADA and Electrical Drawings IFTDokument55 SeitenAWTP SCADA and Electrical Drawings IFTzmNoch keine Bewertungen
- Arvedi First Thin Slab Endless CastingDokument10 SeitenArvedi First Thin Slab Endless CastingprasenjitsayantanNoch keine Bewertungen
- Rolling 1Dokument9 SeitenRolling 1Harish HNoch keine Bewertungen
- Froth Floatation Cell ManualDokument9 SeitenFroth Floatation Cell ManualShoaib PathanNoch keine Bewertungen
- BTX From FCC PDFDokument7 SeitenBTX From FCC PDFjosealvaroNoch keine Bewertungen
- DCC EngDokument1 SeiteDCC Engwahaha06Noch keine Bewertungen
- Application of DCS in Cement Manufacturing ProcessDokument48 SeitenApplication of DCS in Cement Manufacturing ProcessMohana Subramani R100% (6)
- Lab 1-Calibration of A RotameterDokument9 SeitenLab 1-Calibration of A RotameteryonelaNoch keine Bewertungen
- VolsampDokument153 SeitenVolsampSonny HutomoNoch keine Bewertungen
- Abdulkader - Djellout AlgeriaDokument59 SeitenAbdulkader - Djellout AlgeriasashaNoch keine Bewertungen
- Project TatipakaDokument22 SeitenProject Tatipakakhajachem80% (5)
- Industrial Exploration Project Oil & Natural Gas CorporationDokument30 SeitenIndustrial Exploration Project Oil & Natural Gas Corporationjk9958377Noch keine Bewertungen
- Trainning Report Iocl MathuraDokument19 SeitenTrainning Report Iocl MathuraDheeraj ShuklaNoch keine Bewertungen
- ONGC Training ReportDokument61 SeitenONGC Training ReportKumar VikramadityaNoch keine Bewertungen
- NTPC ReportDokument21 SeitenNTPC Reportmohitsharma91Noch keine Bewertungen
- My ReportDokument41 SeitenMy ReportNishant ShahNoch keine Bewertungen
- 3.various Units of IOCL Paradip: 3.1. Avu/Srlpg UnitDokument8 Seiten3.various Units of IOCL Paradip: 3.1. Avu/Srlpg UnitAkankshya MishraNoch keine Bewertungen
- Vocational Training Report: Indian Oil Corporation LimitedDokument45 SeitenVocational Training Report: Indian Oil Corporation Limitedsagarchawla13Noch keine Bewertungen
- Post Applied For: FIELD OPERATOR: E-Mail IDDokument6 SeitenPost Applied For: FIELD OPERATOR: E-Mail IDDIJUNoch keine Bewertungen
- Indian Coal To Chemicals New Rev8Dokument167 SeitenIndian Coal To Chemicals New Rev8Swarnim RajNoch keine Bewertungen
- BPCL Executive Summary EnglishDokument5 SeitenBPCL Executive Summary EnglishRavikant KumarNoch keine Bewertungen
- Refinery ReportDokument21 SeitenRefinery ReportUsama MajeedNoch keine Bewertungen
- Dokumen - Tips - 1 CNG Dealer Training 2 What Is CNG CNG Is Natural Gas Compressed To A Pressure of 200 250 KGCM G Why CNG Is Used in Vehicles Instead of NaturalDokument39 SeitenDokumen - Tips - 1 CNG Dealer Training 2 What Is CNG CNG Is Natural Gas Compressed To A Pressure of 200 250 KGCM G Why CNG Is Used in Vehicles Instead of NaturalCandraNoch keine Bewertungen
- Electricity Generation Using Produced BR PDFDokument9 SeitenElectricity Generation Using Produced BR PDFchariNoch keine Bewertungen
- DSMinor ProjectDokument16 SeitenDSMinor ProjectchariNoch keine Bewertungen
- 2.BCI Unit2 R19Dokument16 Seiten2.BCI Unit2 R19chariNoch keine Bewertungen
- NGP Unit-2Dokument24 SeitenNGP Unit-2chariNoch keine Bewertungen
- Define PLCM Strategy? Write Any One Principle of PLCM Strategy? PLCM Strategy What Is Product Data?Dokument2 SeitenDefine PLCM Strategy? Write Any One Principle of PLCM Strategy? PLCM Strategy What Is Product Data?chariNoch keine Bewertungen
- Sports School Database Management System: Section-C 181FA04147 181FA04172 181FA04450Dokument10 SeitenSports School Database Management System: Section-C 181FA04147 181FA04172 181FA04450chariNoch keine Bewertungen
- DirectionsDokument1 SeiteDirectionschariNoch keine Bewertungen
- Oil and Natural Gas Corporation Limited: September 2016Dokument50 SeitenOil and Natural Gas Corporation Limited: September 2016chariNoch keine Bewertungen
- Sustainable CSR Idea For Rural ElectrificationDokument12 SeitenSustainable CSR Idea For Rural ElectrificationSanjeev KumarNoch keine Bewertungen
- Writ Petition(s) (Civil) No(s) - 13029/1985 M.C. Mehta v. Union of IndiaDokument3 SeitenWrit Petition(s) (Civil) No(s) - 13029/1985 M.C. Mehta v. Union of IndiaSinghNoch keine Bewertungen
- Salt Lamp EnterpriseDokument3 SeitenSalt Lamp EnterpriseMary Grace CuevaNoch keine Bewertungen
- Acknowledgement PageDokument9 SeitenAcknowledgement PagePrashant BarveNoch keine Bewertungen
- Thepeels of Banana 1 2Dokument4 SeitenThepeels of Banana 1 2Grace Ann Samson50% (2)
- Crude Oil Assay Database - Crude Oil Data Properties and Definitions - KnovelDokument6 SeitenCrude Oil Assay Database - Crude Oil Data Properties and Definitions - KnovelValeanu ErmilNoch keine Bewertungen
- SPE Paper 69679Dokument11 SeitenSPE Paper 69679Nicholas Garrett100% (2)
- Rolls-Royce M250-C20R SERIES OPERATION AND MAINTENANCE 73-10-03Dokument6 SeitenRolls-Royce M250-C20R SERIES OPERATION AND MAINTENANCE 73-10-03anony8103Noch keine Bewertungen
- Business Plan Quiz 25052023 113714amDokument4 SeitenBusiness Plan Quiz 25052023 113714amArsalan AliNoch keine Bewertungen
- $ Esm Iaap: Catching Gasoline and Diesel AdulterationDokument4 Seiten$ Esm Iaap: Catching Gasoline and Diesel AdulterationperryNoch keine Bewertungen
- Fire Safety in Petrochemical IndustriesDokument35 SeitenFire Safety in Petrochemical IndustriesBHASKARA RAMAMNoch keine Bewertungen
- Introduction To Oil and GasDokument36 SeitenIntroduction To Oil and GasPetroleum PetroleumNoch keine Bewertungen
- Petroleum - Storage.tank - Systems 2021Dokument80 SeitenPetroleum - Storage.tank - Systems 2021Cesar DiazNoch keine Bewertungen
- US5490887 Water Gel ExplosiveDokument5 SeitenUS5490887 Water Gel Explosiveteleson eliasNoch keine Bewertungen
- Gas Station 2Dokument4 SeitenGas Station 2PhammocityNoch keine Bewertungen
- Oil-Degassing:: 1-SeparationDokument34 SeitenOil-Degassing:: 1-SeparationAhmed AbdullaNoch keine Bewertungen
- Solvent Extraction in RefineryDokument16 SeitenSolvent Extraction in RefineryFalcon CollegeRaja JangNoch keine Bewertungen
- Zibro Heater PS - LC-32Dokument2 SeitenZibro Heater PS - LC-32limited.moiNoch keine Bewertungen
- AP14 - DTC Support Manual - 20160930Dokument817 SeitenAP14 - DTC Support Manual - 20160930tallerr.360Noch keine Bewertungen
- Org ShortDokument22 SeitenOrg ShortbabyNoch keine Bewertungen
- Typical LiquidsDokument94 SeitenTypical LiquidsChevronelleNoch keine Bewertungen
- Hydrocracking: P A R T 7Dokument22 SeitenHydrocracking: P A R T 7Bharavi K SNoch keine Bewertungen
- Utilization of Used Cooking Oil As An Alternative, Arpn 2017Dokument8 SeitenUtilization of Used Cooking Oil As An Alternative, Arpn 2017Andika RizkiNoch keine Bewertungen
- Fuel PropertiesDokument19 SeitenFuel PropertiesGomathi SankarNoch keine Bewertungen
- Service Manual: TractorDokument41 SeitenService Manual: TractorRulax MtzNoch keine Bewertungen
- Experiment 6Dokument2 SeitenExperiment 6Mark AquinoNoch keine Bewertungen
- (Ebook - PDF) Survival - Vegetable Oil-Fueled Cook StoveDokument4 Seiten(Ebook - PDF) Survival - Vegetable Oil-Fueled Cook StoveCornell Grayson Jr.Noch keine Bewertungen
- Lube Base OilDokument14 SeitenLube Base OilJose Davalillo100% (1)
- Acts Igures: Excise Tax On Petroleum Products in The PhilippinesDokument2 SeitenActs Igures: Excise Tax On Petroleum Products in The PhilippinesAlanNoch keine Bewertungen