Das könnte Ihnen auch gefallen
- Tutorial OpenFOAMDokument80 SeitenTutorial OpenFOAMAndrés ToalaNoch keine Bewertungen
- Primer Parcial EcuacionesDokument4 SeitenPrimer Parcial EcuacionesAndrés ToalaNoch keine Bewertungen
- Comité de DesechosDokument1 SeiteComité de DesechosAndrés ToalaNoch keine Bewertungen
- Lab - P5lourdes Chiriguaya - Toala JimDokument10 SeitenLab - P5lourdes Chiriguaya - Toala JimAndrés ToalaNoch keine Bewertungen
- Plan de Gestión de DesechosDokument1 SeitePlan de Gestión de DesechosAndrés ToalaNoch keine Bewertungen
- Jim Toala Arp AnalogiasDokument2 SeitenJim Toala Arp AnalogiasAndrés ToalaNoch keine Bewertungen
- Cronograma de Mantenimiento de Equipos 2019Dokument1 SeiteCronograma de Mantenimiento de Equipos 2019Andrés ToalaNoch keine Bewertungen
- Importancia de los abejorros en la polinización del maracuyáDokument5 SeitenImportancia de los abejorros en la polinización del maracuyáAndrés ToalaNoch keine Bewertungen
- Detalles de soldadura y secuencias para estructuras navalesDokument12 SeitenDetalles de soldadura y secuencias para estructuras navalesAndrés ToalaNoch keine Bewertungen
- Manual de Normas y Procedimiento de LimpiezaDokument3 SeitenManual de Normas y Procedimiento de LimpiezaAndrés ToalaNoch keine Bewertungen
- Informe 2 Quimca GeneralDokument11 SeitenInforme 2 Quimca GeneralAndrés ToalaNoch keine Bewertungen
- Proyecto de Química General Parcial 2Dokument2 SeitenProyecto de Química General Parcial 2Andrés ToalaNoch keine Bewertungen
- Cálculo del caudal de aire necesario en sala de máquinasDokument5 SeitenCálculo del caudal de aire necesario en sala de máquinasAndrés ToalaNoch keine Bewertungen
- Informe 1, Lab Química, Jim ToalaDokument10 SeitenInforme 1, Lab Química, Jim ToalaAndrés ToalaNoch keine Bewertungen
- Entrevista A GanaderoDokument1 SeiteEntrevista A GanaderoAndrés Toala50% (2)
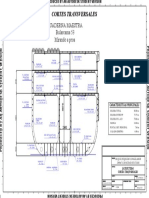
- Plano Maqueta Grupo 5 Const MetDokument1 SeitePlano Maqueta Grupo 5 Const MetAndrés ToalaNoch keine Bewertungen
- Obtención de características de un remolcador mediante regresión linealDokument12 SeitenObtención de características de un remolcador mediante regresión linealAndrés ToalaNoch keine Bewertungen
- ESTR G2 Loyola Toala ConstrMet-ModelDokument1 SeiteESTR G2 Loyola Toala ConstrMet-ModelAndrés ToalaNoch keine Bewertungen
- Caso ShettDokument3 SeitenCaso ShettAndrés ToalaNoch keine Bewertungen
- Caso Vendedores EstrellaDokument4 SeitenCaso Vendedores EstrellaAndrés ToalaNoch keine Bewertungen
- Anteproyecto QuimicaDokument5 SeitenAnteproyecto QuimicaAndrés ToalaNoch keine Bewertungen
- Caso Vendedores EstrellaDokument4 SeitenCaso Vendedores EstrellaAndrés ToalaNoch keine Bewertungen
- Analisi y Resolución de Problema Tarea #2Dokument2 SeitenAnalisi y Resolución de Problema Tarea #2Andrés ToalaNoch keine Bewertungen
- Caso 3Dokument3 SeitenCaso 3Andrés ToalaNoch keine Bewertungen
- Analisis y Resolucion de Problemas Tarea #1Dokument2 SeitenAnalisis y Resolucion de Problemas Tarea #1Andrés ToalaNoch keine Bewertungen
- Ejercicios de Recuperación - Jim Toala 2Dokument2 SeitenEjercicios de Recuperación - Jim Toala 2Andrés ToalaNoch keine Bewertungen
- Analisis y Resolución de Problemas Tarea#3Dokument6 SeitenAnalisis y Resolución de Problemas Tarea#3Andrés ToalaNoch keine Bewertungen
- ArenaDokument2 SeitenArenaAndrés ToalaNoch keine Bewertungen
- Mediografía - Toala JimDokument7 SeitenMediografía - Toala JimAndrés ToalaNoch keine Bewertungen
- INSTALLACIONDokument4 SeitenINSTALLACIONAndrés ToalaNoch keine Bewertungen
- GALINDO HUAMÁN, Jeraldine Stephany Mitacc Huarcaya, Paola Rene - 4 PM G3-M2Dokument8 SeitenGALINDO HUAMÁN, Jeraldine Stephany Mitacc Huarcaya, Paola Rene - 4 PM G3-M2Víctor Gustavo Díaz PaucarNoch keine Bewertungen
- Brazo Excavador Hidráulico CONSTRUCCIODokument36 SeitenBrazo Excavador Hidráulico CONSTRUCCIOAguedo Torres Alexander100% (1)
- Ems Ventanilla AltaDokument27 SeitenEms Ventanilla AltaAler Cucho ChavezNoch keine Bewertungen
- Analisis de Alternativas para El Manejo de Lamparas Fluorescentes de Tubo Desechas en El Area Metropolitana Del Valle de AburraDokument125 SeitenAnalisis de Alternativas para El Manejo de Lamparas Fluorescentes de Tubo Desechas en El Area Metropolitana Del Valle de AburraAndres Jose Martin EliasNoch keine Bewertungen
- GeometríaDokument6 SeitenGeometríapezNoch keine Bewertungen
- Biofisica SensorialDokument18 SeitenBiofisica SensorialErica Pineda AncoNoch keine Bewertungen
- Taller de Electrotecnia-8.1-9.2Dokument5 SeitenTaller de Electrotecnia-8.1-9.2Luis Eduardo PerdomoNoch keine Bewertungen
- ARTICULADORESDokument6 SeitenARTICULADORESGiancarlo Ortiz PumaNoch keine Bewertungen
- Infografia - V1 (1) Tromabas MarinasDokument2 SeitenInfografia - V1 (1) Tromabas MarinasJeniferAvalescaQuilodranGarcesNoch keine Bewertungen
- Cuadriculas UTMDokument13 SeitenCuadriculas UTMdavid ramosNoch keine Bewertungen
- Qué Es El Método de Las FlexibilidadesDokument3 SeitenQué Es El Método de Las FlexibilidadesnayeliNoch keine Bewertungen
- W7752 DSPDokument6 SeitenW7752 DSPFrancisco Inurreta SantiagoNoch keine Bewertungen
- Ensayo de Lavado de Asfalto 2017-IDokument29 SeitenEnsayo de Lavado de Asfalto 2017-ILeningRafael100% (1)
- Algebra02 ECUACIONES RESUELTOSDokument4 SeitenAlgebra02 ECUACIONES RESUELTOSPiero Paul ZarateNoch keine Bewertungen
- Mecanismo Maquina InvesDokument8 SeitenMecanismo Maquina InvesNoyo OcbNoch keine Bewertungen
- Cap Vi. Corrosión y DesgasteDokument48 SeitenCap Vi. Corrosión y DesgasteCarlita Emilia M. AlvaradoNoch keine Bewertungen
- Ejercicio Diseño Del ConcretoDokument3 SeitenEjercicio Diseño Del ConcretoKelly AstochadoNoch keine Bewertungen
- Examen Parcial de Quimica GeneralDokument2 SeitenExamen Parcial de Quimica GeneralRicardo FariasNoch keine Bewertungen
- Sesion. Prop. ParticularesDokument11 SeitenSesion. Prop. ParticularesCynthiaIsabelMerinoJimenezNoch keine Bewertungen
- Gravedad Especifica en MineralesDokument9 SeitenGravedad Especifica en MineralesStephany Mariela BermudezNoch keine Bewertungen
- SP 05 Toaquiza LeonardoDokument4 SeitenSP 05 Toaquiza LeonardoCristian RonaldoNoch keine Bewertungen
- Academia San Fernando: Resolución de Problemas Lógicos y MatemáticosDokument29 SeitenAcademia San Fernando: Resolución de Problemas Lógicos y MatemáticosHP_PaulNoch keine Bewertungen
- PNO Tableta de Napro 13 02 14Dokument21 SeitenPNO Tableta de Napro 13 02 14Luis Alberto Flores AvilaNoch keine Bewertungen
- Bombas y Compresores ClaseDokument28 SeitenBombas y Compresores ClaseCheyo PortilloNoch keine Bewertungen
- HidraulicaDokument3 SeitenHidraulicaMiguel Goñi BritoNoch keine Bewertungen
- Crecimiento de Cristales A Partir de Disoluciones-1Dokument4 SeitenCrecimiento de Cristales A Partir de Disoluciones-1Diego Roldan CalipuyNoch keine Bewertungen
- Análisis granulométrico por tamizadoDokument5 SeitenAnálisis granulométrico por tamizadoJeshu HaNoch keine Bewertungen
- Actividad Entregable 2 Calidad TotalDokument13 SeitenActividad Entregable 2 Calidad TotalEL BRANDONNoch keine Bewertungen
- Sistema de clasificación geomecánica Laubscher para evaluar el macizo rocoso y determinar requerimientos de sostenimiento en mineríaDokument29 SeitenSistema de clasificación geomecánica Laubscher para evaluar el macizo rocoso y determinar requerimientos de sostenimiento en mineríaDiego Almeida0% (1)