Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- YCC ISASMELT™ Workshop PresentationDokument32 SeitenYCC ISASMELT™ Workshop PresentationÁlvaro JaraNoch keine Bewertungen
- s07 PressurexmtrsDokument20 Seitens07 Pressurexmtrsnnaemeka omekeNoch keine Bewertungen
- Class 800 Steel Check ValvesDokument2 SeitenClass 800 Steel Check Valvesnnaemeka omekeNoch keine Bewertungen
- Small Size Ball ValveDokument17 SeitenSmall Size Ball Valvennaemeka omekeNoch keine Bewertungen
- Fire Tested Ball Valves (NPT With Weight) PDFDokument6 SeitenFire Tested Ball Valves (NPT With Weight) PDFnnaemeka omekeNoch keine Bewertungen
- Ball Valve - FlowtekDokument6 SeitenBall Valve - Flowteknnaemeka omekeNoch keine Bewertungen
- Small Flange Ball Valve With WeightDokument2 SeitenSmall Flange Ball Valve With Weightnnaemeka omekeNoch keine Bewertungen
- FRP Above Ground Installation ManualDokument32 SeitenFRP Above Ground Installation ManualCarlos GutierrezNoch keine Bewertungen
- Double Block and Bleed ValveDokument16 SeitenDouble Block and Bleed ValveBa Jun Thối100% (1)
- CA44 and CA44S Carbon Steel Air and Gas Traps Flanged DN15 To DN25Dokument5 SeitenCA44 and CA44S Carbon Steel Air and Gas Traps Flanged DN15 To DN25nnaemeka omekeNoch keine Bewertungen
- Specifications: MA-15 MetersDokument2 SeitenSpecifications: MA-15 Metersnnaemeka omekeNoch keine Bewertungen
- RBS TwoInch System Retriever KitDokument3 SeitenRBS TwoInch System Retriever Kitnnaemeka omekeNoch keine Bewertungen
- FM Mag Gauge Tg-L381e PDFDokument20 SeitenFM Mag Gauge Tg-L381e PDFnnaemeka omekeNoch keine Bewertungen
- Oliver Double Block and Bleed Valve CatalogDokument7 SeitenOliver Double Block and Bleed Valve Catalognnaemeka omekeNoch keine Bewertungen
- Double Block and Bleed Valves: For Information On Valbart Specialized Valves, Please Refer To The Following LeafletsDokument2 SeitenDouble Block and Bleed Valves: For Information On Valbart Specialized Valves, Please Refer To The Following LeafletsVidyasenNoch keine Bewertungen
- Lift - Check Valve 2500Dokument1 SeiteLift - Check Valve 2500nnaemeka omekeNoch keine Bewertungen
- Gate ValveDokument4 SeitenGate Valvennaemeka omekeNoch keine Bewertungen
- Cast Steel Gate ValveDokument9 SeitenCast Steel Gate Valvennaemeka omekeNoch keine Bewertungen
- Dimensions Mokveld Axial Check Valve PDFDokument7 SeitenDimensions Mokveld Axial Check Valve PDFnnaemeka omekeNoch keine Bewertungen
- Lift Check 1500Dokument1 SeiteLift Check 1500nnaemeka omekeNoch keine Bewertungen
- Needle Valves: Forged Integral BonnetDokument12 SeitenNeedle Valves: Forged Integral Bonnetnnaemeka omekeNoch keine Bewertungen
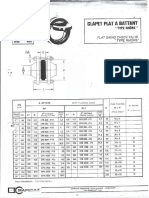
- Flat Swing Check ValveDokument5 SeitenFlat Swing Check Valvennaemeka omekeNoch keine Bewertungen
- Class 800 Steel Swing Check ValvesDokument2 SeitenClass 800 Steel Swing Check Valvesnnaemeka omekeNoch keine Bewertungen
- Flat Swing Check ValveDokument4 SeitenFlat Swing Check Valvennaemeka omekeNoch keine Bewertungen
- CAPROCO Corrosion CouponsDokument3 SeitenCAPROCO Corrosion CouponsbtjajadiNoch keine Bewertungen
- AMRI ISORIA 10 Type Series Booklet Data PDFDokument20 SeitenAMRI ISORIA 10 Type Series Booklet Data PDFMurrali Raj Jeyagapal50% (2)
- High Performance BV PDFDokument24 SeitenHigh Performance BV PDFnnaemeka omekeNoch keine Bewertungen
- Acris Isoria Mammouth: Butterfly Valves For High Corrosion, Ultra High Purity and General Industrial ApplicationsDokument12 SeitenAcris Isoria Mammouth: Butterfly Valves For High Corrosion, Ultra High Purity and General Industrial Applicationsnnaemeka omekeNoch keine Bewertungen
- S/N Material QTY: 2 Bulkhead Penetration 8 PcsDokument9 SeitenS/N Material QTY: 2 Bulkhead Penetration 8 Pcsnnaemeka omekeNoch keine Bewertungen
- Site Visit ReportDokument2 SeitenSite Visit Reportnnaemeka omekeNoch keine Bewertungen
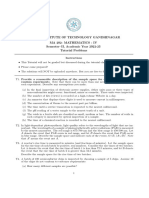
- Test 2 ExplanationDokument32 SeitenTest 2 ExplanationAchinta DasNoch keine Bewertungen
- Tutorial 1Dokument7 SeitenTutorial 1Harshi ChandraferiNoch keine Bewertungen
- Service ProductsDokument122 SeitenService ProductsIswahyudi Aprilyastono100% (1)
- LAB 3 SolahDokument14 SeitenLAB 3 SolahSo Lah MusaNoch keine Bewertungen
- Anthropogenic Activities and Water Quality in Estero de Binondo, ManilaDokument92 SeitenAnthropogenic Activities and Water Quality in Estero de Binondo, ManilaClayd Genesis CapadaNoch keine Bewertungen
- Rubric HM FR FR MotultechDokument2 SeitenRubric HM FR FR MotultechNiang Abdoul malickNoch keine Bewertungen
- Class03 ChemistryG12 Notes and HomeworkDokument68 SeitenClass03 ChemistryG12 Notes and HomeworkAndy Rei KouNoch keine Bewertungen
- Basic Mechanical Engineering Books For ReferanceDokument3 SeitenBasic Mechanical Engineering Books For ReferanceAbhimechNoch keine Bewertungen
- Unit 8 States of MatterDokument9 SeitenUnit 8 States of Mattersyaifulzubir1986100% (1)
- Prefabricated Vertical DrainsDokument26 SeitenPrefabricated Vertical DrainsMayank Prakash100% (1)
- Synflex Polyester Film Mylar ADokument4 SeitenSynflex Polyester Film Mylar ARolando DaclanNoch keine Bewertungen
- Basics of Cleaning & Cleaning ValidationDokument6 SeitenBasics of Cleaning & Cleaning Validationjhpjayant100% (1)
- Module 3 Task 1 Lesson Plan PPDokument9 SeitenModule 3 Task 1 Lesson Plan PPapi-380746081Noch keine Bewertungen
- Seaflo Neo SL Z (1606) PDFDokument2 SeitenSeaflo Neo SL Z (1606) PDFTrịnh Minh KhoaNoch keine Bewertungen
- Chain Rexnord Qualitaetsketten (En)Dokument51 SeitenChain Rexnord Qualitaetsketten (En)Suelen SantosNoch keine Bewertungen
- Operating Instructions PH Portable F2 ENDokument32 SeitenOperating Instructions PH Portable F2 ENevil_urnaNoch keine Bewertungen
- Training Structure croPERATORSDokument8 SeitenTraining Structure croPERATORSAnonymous 3ESYcrKPNoch keine Bewertungen
- Co-Crystal and Eutatic MixtureDokument11 SeitenCo-Crystal and Eutatic MixtureQA Dhq OkaraNoch keine Bewertungen
- European Biochar Certificate V4.8 IBI Biochar Standards V2.0 IBI Test MethodDokument5 SeitenEuropean Biochar Certificate V4.8 IBI Biochar Standards V2.0 IBI Test MethodMohd SNoch keine Bewertungen
- Ship ConstructionDokument6 SeitenShip ConstructionTahsinul Haque TasifNoch keine Bewertungen
- 2 Design Radial Inflow Turbine Using RitalDokument18 Seiten2 Design Radial Inflow Turbine Using Ritaljared_tan_5100% (1)
- Ethylbenzene DehydrogenationDokument12 SeitenEthylbenzene DehydrogenationCeciNoch keine Bewertungen
- Methyl Isocyanate - WikipediaDokument28 SeitenMethyl Isocyanate - WikipediaABDulNafeNoch keine Bewertungen
- Asme B16.34Dokument15 SeitenAsme B16.34Achraf Ismail100% (1)
- Eurotherm 815s PDFDokument2 SeitenEurotherm 815s PDFBonneNoch keine Bewertungen
- An Overview of Use of Linz-Donawitz (LD) Steel Slag in AgricultureDokument10 SeitenAn Overview of Use of Linz-Donawitz (LD) Steel Slag in Agriculturemochamad alvan mifta chusururiNoch keine Bewertungen
- Risk Profile Chelidonium MajusDokument6 SeitenRisk Profile Chelidonium Majusroze60Noch keine Bewertungen
- TOPIC 1 Stoichiometric Relationships Part 3Dokument22 SeitenTOPIC 1 Stoichiometric Relationships Part 3Kylie ChuaNoch keine Bewertungen
- LC NMR LectureDokument18 SeitenLC NMR LectureGeetha Anjali100% (1)