Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Seven Seals of Revelation and The SevenDokument14 SeitenThe Seven Seals of Revelation and The Sevenyulamula100% (2)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- HOW To Use Jmeter To Load Test T24Dokument27 SeitenHOW To Use Jmeter To Load Test T24Hiếu KoolNoch keine Bewertungen
- French Revolution ChoiceDokument3 SeitenFrench Revolution Choiceapi-483679267Noch keine Bewertungen
- PSM Compliance ChecklistDokument18 SeitenPSM Compliance ChecklistSachin SikkaNoch keine Bewertungen
- Quality of Good TeacherDokument5 SeitenQuality of Good TeacherRandyNoch keine Bewertungen
- Storage Tank Gas Breathing For Purge Gas SizingDokument3 SeitenStorage Tank Gas Breathing For Purge Gas SizingguhadebasisNoch keine Bewertungen
- Lim vs. CA DigestDokument2 SeitenLim vs. CA Digestsamme1010100% (1)
- Plate Tectonics LessonDokument3 SeitenPlate Tectonics LessonChristy P. Adalim100% (2)
- CHECK LIST FOR HIGH RISE BUILDING NOCDokument15 SeitenCHECK LIST FOR HIGH RISE BUILDING NOCNedunuri.Madhav Murthy100% (2)
- Case Study No. 11 - Hydroelectric Power Plant in The PhilippinesDokument26 SeitenCase Study No. 11 - Hydroelectric Power Plant in The PhilippinespicefeatiNoch keine Bewertungen
- Rules & Guidelines of Elliott WaveDokument12 SeitenRules & Guidelines of Elliott WaveNd Reyes100% (2)
- Flammables, Explosion Risks and DSEARDokument10 SeitenFlammables, Explosion Risks and DSEARTitash Mukherjee SenNoch keine Bewertungen
- Analog To Digital Conversion (ADC)Dokument62 SeitenAnalog To Digital Conversion (ADC)Asin PillaiNoch keine Bewertungen
- Simplified Risk Analysis (LOPA)Dokument8 SeitenSimplified Risk Analysis (LOPA)hmatora72_905124701Noch keine Bewertungen
- SummaryDokument1 SeiteSummaryguhadebasisNoch keine Bewertungen
- Haz ChemDokument5 SeitenHaz ChemguhadebasisNoch keine Bewertungen
- SafetyIntegrityLevel PDFDokument17 SeitenSafetyIntegrityLevel PDFzazaNoch keine Bewertungen
- COLLABORATIVEDokument8 SeitenCOLLABORATIVEguhadebasisNoch keine Bewertungen
- Form Lopa Summary SheetDokument1 SeiteForm Lopa Summary SheetguhadebasisNoch keine Bewertungen
- Waste Treatment and DisposalDokument2 SeitenWaste Treatment and DisposalguhadebasisNoch keine Bewertungen
- Two Fa: Interpreting Ure RatesDokument14 SeitenTwo Fa: Interpreting Ure RatesguhadebasisNoch keine Bewertungen
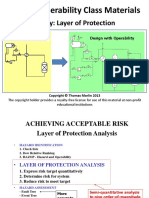
- Safety: Layer of Protection: Process Operability Class MaterialsDokument48 SeitenSafety: Layer of Protection: Process Operability Class MaterialsguhadebasisNoch keine Bewertungen
- LT HC ProcessDokument9 SeitenLT HC ProcessguhadebasisNoch keine Bewertungen
- Tail Gas Clean UpDokument2 SeitenTail Gas Clean UpguhadebasisNoch keine Bewertungen
- Refinery Sweetening Process ExplainedDokument3 SeitenRefinery Sweetening Process ExplainedguhadebasisNoch keine Bewertungen
- Catalytic PolymerisationDokument7 SeitenCatalytic PolymerisationguhadebasisNoch keine Bewertungen
- 3 PDFDokument9 Seiten3 PDFRaju GummaNoch keine Bewertungen
- Light Distillate ProcessDokument11 SeitenLight Distillate ProcessguhadebasisNoch keine Bewertungen
- Delayed Coking Process DescriptionDokument14 SeitenDelayed Coking Process DescriptionRaju GummaNoch keine Bewertungen
- Guidance Note-Supporting Safety Studies PDFDokument29 SeitenGuidance Note-Supporting Safety Studies PDFFrancesco MonacoNoch keine Bewertungen
- 7Dokument13 Seiten7Raju GummaNoch keine Bewertungen
- Crude Oils, Hydrocarbons, and Refinery Products: Petroleum Supply/Demand PictureDokument13 SeitenCrude Oils, Hydrocarbons, and Refinery Products: Petroleum Supply/Demand Pictureul84Noch keine Bewertungen
- 2 PDFDokument31 Seiten2 PDFRaju GummaNoch keine Bewertungen
- System Pressure Drop: Cumulative Back Pressure 0.08 Psig 0.00 PsigDokument5 SeitenSystem Pressure Drop: Cumulative Back Pressure 0.08 Psig 0.00 PsigguhadebasisNoch keine Bewertungen
- Refinery Economics 2Dokument9 SeitenRefinery Economics 2guhadebasisNoch keine Bewertungen
- Bypass Worksheet: Check The Appropriate BoxDokument1 SeiteBypass Worksheet: Check The Appropriate BoxguhadebasisNoch keine Bewertungen
- All in OneDokument28 SeitenAll in OnezakiralitalibNoch keine Bewertungen
- Cost of Compressed Air FormulaDokument1 SeiteCost of Compressed Air FormulaguhadebasisNoch keine Bewertungen
- 1238-Security Announcement Unexploded Ordnance 10 October 2011Dokument2 Seiten1238-Security Announcement Unexploded Ordnance 10 October 2011guhadebasisNoch keine Bewertungen
- Processsafety Beacon 2011Dokument12 SeitenProcesssafety Beacon 2011kavehNoch keine Bewertungen
- ZO 503 Physiological Chemistry by Dr.S.S.KunjwalDokument22 SeitenZO 503 Physiological Chemistry by Dr.S.S.KunjwalAbhishek Singh ChandelNoch keine Bewertungen
- Infineum Ilsa Gf-6 API SP e JasoDokument28 SeitenInfineum Ilsa Gf-6 API SP e JasoDanielNoch keine Bewertungen
- 2000 T.R. Higgins Award Paper - A Practical Look at Frame Analysis, Stability and Leaning ColumnsDokument15 Seiten2000 T.R. Higgins Award Paper - A Practical Look at Frame Analysis, Stability and Leaning ColumnsSamuel PintoNoch keine Bewertungen
- Range of Muscle Work.Dokument54 SeitenRange of Muscle Work.Salman KhanNoch keine Bewertungen
- Chapter 1-The Indian Contract Act, 1872, Unit 1-Nature of ContractsDokument10 SeitenChapter 1-The Indian Contract Act, 1872, Unit 1-Nature of ContractsALANKRIT TRIPATHINoch keine Bewertungen
- The Teacher and The LearnerDokument23 SeitenThe Teacher and The LearnerUnique Alegarbes Labra-SajolNoch keine Bewertungen
- Ivf Market in IndiaDokument15 SeitenIvf Market in IndiaSunil Tak100% (1)
- Scope of Incubator CentersDokument3 SeitenScope of Incubator Centersanon_542600428Noch keine Bewertungen
- MUM202001007 - 300 TR Price BOQ ChillerDokument4 SeitenMUM202001007 - 300 TR Price BOQ ChillerB DASNoch keine Bewertungen
- Tiger Tales: From Colonial MalayaDokument16 SeitenTiger Tales: From Colonial MalayamatarsNoch keine Bewertungen
- Radial Drill Catalog-110620Dokument14 SeitenRadial Drill Catalog-110620Anto SiminNoch keine Bewertungen
- 4439 Chap01Dokument28 Seiten4439 Chap01bouthaina otNoch keine Bewertungen
- Corporate Subsidies On A Massive ScaleDokument2 SeitenCorporate Subsidies On A Massive ScaleBurchell WilsonNoch keine Bewertungen
- Estimating PSCC for Electrical InstallationsDokument2 SeitenEstimating PSCC for Electrical InstallationsgmuitaNoch keine Bewertungen
- Chair Locker Provides Storage and Space SavingsDokument32 SeitenChair Locker Provides Storage and Space SavingsElza S. GapuzNoch keine Bewertungen
- Application of Carbon-Polymer Based Composite Electrodes For Microbial Fuel CellsDokument26 SeitenApplication of Carbon-Polymer Based Composite Electrodes For Microbial Fuel Cellsavinash jNoch keine Bewertungen
- Important instructions on judicial procedure from Narada SmritiDokument6 SeitenImportant instructions on judicial procedure from Narada SmritirohitNoch keine Bewertungen
- Equivalent Record Form: Department of Education MIMAROPA RegionDokument1 SeiteEquivalent Record Form: Department of Education MIMAROPA RegionEnerita AllegoNoch keine Bewertungen
- Viscosity IA - CHEMDokument4 SeitenViscosity IA - CHEMMatthew Cole50% (2)
- RRC Igc1Dokument6 SeitenRRC Igc1kabirNoch keine Bewertungen