Das könnte Ihnen auch gefallen
- Uniform and Temperature LoadingDokument2 SeitenUniform and Temperature LoadingWessam NourNoch keine Bewertungen
- Transformer Vault PlacementDokument7 SeitenTransformer Vault PlacementMuhammad RafsanzaniNoch keine Bewertungen
- GY-08 Controller Operating InstructionsDokument2 SeitenGY-08 Controller Operating InstructionsKristijan MilanovićNoch keine Bewertungen
- Gtacsr GztacsrDokument1 SeiteGtacsr GztacsrrooneytuNoch keine Bewertungen
- SGT - Le.05 Eye BoltsDokument1 SeiteSGT - Le.05 Eye BoltsryangillespieNoch keine Bewertungen
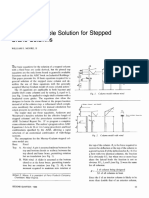
- A Programmable Solution For Stepped Crane ColumnsDokument4 SeitenA Programmable Solution For Stepped Crane ColumnsMohamed Mostafa IbrahimNoch keine Bewertungen
- TransPowr ACSS Bare Overhead ConductorDokument5 SeitenTransPowr ACSS Bare Overhead ConductorHyrNoch keine Bewertungen
- String HardwareDokument56 SeitenString Hardwareahmadove1Noch keine Bewertungen
- TowerSmart Tower Detailing Tips Series 2Dokument8 SeitenTowerSmart Tower Detailing Tips Series 2gadskiNoch keine Bewertungen
- Effective Length About X Axis & y Axis p20Dokument40 SeitenEffective Length About X Axis & y Axis p20cu1988Noch keine Bewertungen
- Stress-Strain Creep and Temperature Dependency of ADSS Sag AnDokument9 SeitenStress-Strain Creep and Temperature Dependency of ADSS Sag Anденис логиновNoch keine Bewertungen
- Product Catalogo RIBE DESBLOQDokument204 SeitenProduct Catalogo RIBE DESBLOQDar Win100% (1)
- Amortecedores de Poliuretano - WampflerDokument6 SeitenAmortecedores de Poliuretano - WampflerrererererererererereNoch keine Bewertungen
- Behaviour of bolted circular flange joints under bending & axial loadsDokument10 SeitenBehaviour of bolted circular flange joints under bending & axial loadsarkadjyothiprakashNoch keine Bewertungen
- 001-ASTM A394 StandardDokument6 Seiten001-ASTM A394 StandardRaulMoralesNoch keine Bewertungen
- Section VII. Technical Specification: Telescopic Steel PoleDokument10 SeitenSection VII. Technical Specification: Telescopic Steel PoleBalkrishna PangeniNoch keine Bewertungen
- New Design Criteria For Gusset Plates in TensionDokument18 SeitenNew Design Criteria For Gusset Plates in TensiongullipalliNoch keine Bewertungen
- Kline Catalogue FullDokument52 SeitenKline Catalogue FullClaudio EstayNoch keine Bewertungen
- Swedish Requests For OHL-s - Rev04Dokument50 SeitenSwedish Requests For OHL-s - Rev04vladaukiNoch keine Bewertungen
- Calculating Wind Load on a Dish AntennaDokument1 SeiteCalculating Wind Load on a Dish AntennadovermanNoch keine Bewertungen
- Trenwa Trench Catalog 2014Dokument58 SeitenTrenwa Trench Catalog 2014sergiosilvahNoch keine Bewertungen
- 220kV Transmission Line Tower Analysis and DesignDokument10 Seiten220kV Transmission Line Tower Analysis and DesignPiyushNoch keine Bewertungen
- Info Iec61597 (Ed1.0) en D.imgDokument7 SeitenInfo Iec61597 (Ed1.0) en D.imgAndy Dzung100% (1)
- Long-term creep assessment for overhead power linesDokument6 SeitenLong-term creep assessment for overhead power linesLeonardoNoch keine Bewertungen
- Transmission Towers DetailingDokument38 SeitenTransmission Towers DetailingFeleki AttilaNoch keine Bewertungen
- Aisc Asd-01 Example 001Dokument5 SeitenAisc Asd-01 Example 001Bùi Văn HợpNoch keine Bewertungen
- Mechanical Design Transmission Line ComponentsDokument10 SeitenMechanical Design Transmission Line ComponentsBhavik PrajapatiNoch keine Bewertungen
- Door Hinge CalculationDokument4 SeitenDoor Hinge CalculationRamachandra Bhat HireNoch keine Bewertungen
- Auma Manovermodul Ac012 Manual Profibus Data InterfaceDokument92 SeitenAuma Manovermodul Ac012 Manual Profibus Data InterfaceGregory FarleyNoch keine Bewertungen
- NESC Guidelines For GroundingDokument2 SeitenNESC Guidelines For GroundingsulemankhalidNoch keine Bewertungen
- Monorail 13Dokument26 SeitenMonorail 13ramesh_madkatte1082Noch keine Bewertungen
- Pad Mounted Transformer Schneider PDFDokument10 SeitenPad Mounted Transformer Schneider PDFSteven HungNoch keine Bewertungen
- Opgw System FittingsDokument35 SeitenOpgw System FittingsRadu Sergiu CimpanNoch keine Bewertungen
- Entraco To Glenair Cross Reference: MIL-PRF-24758ADokument6 SeitenEntraco To Glenair Cross Reference: MIL-PRF-24758AJoseph BernardNoch keine Bewertungen
- 20 MTR HIGH MAST TECHNICAL SPECIFICATIONSDokument2 Seiten20 MTR HIGH MAST TECHNICAL SPECIFICATIONSrohit1980Noch keine Bewertungen
- Simple Calculations For Pulling CableDokument6 SeitenSimple Calculations For Pulling CableKatherine SalazarNoch keine Bewertungen
- CIGRE Vol2Dokument64 SeitenCIGRE Vol2reinscNoch keine Bewertungen
- Wheel CalculationDokument2 SeitenWheel CalculationniteshNoch keine Bewertungen
- Pole Design by PLS-POLE ProgramDokument5 SeitenPole Design by PLS-POLE ProgramMohammed K. HayderNoch keine Bewertungen
- Pinned base plate connection analysisDokument2 SeitenPinned base plate connection analysisAllan Bautista100% (1)
- Discussion - Yield Line Analysis of Bolted Hanging ConnectionsDokument1 SeiteDiscussion - Yield Line Analysis of Bolted Hanging ConnectionsRob TamaccioNoch keine Bewertungen
- Ansys Analysis-Trolley Beam 3T1Dokument13 SeitenAnsys Analysis-Trolley Beam 3T1Ye Wint ThuNoch keine Bewertungen
- Dynamic Load Factors 5Dokument14 SeitenDynamic Load Factors 5Solomon MiNoch keine Bewertungen
- Differential Pressure Transmitter Model 3051 Level SensorDokument6 SeitenDifferential Pressure Transmitter Model 3051 Level Sensormltgb1Noch keine Bewertungen
- Code-Compliant Installation Manual 227.3: U.S. Des. Patent No. D496,248S, D496,249S. Other Patents PendingDokument26 SeitenCode-Compliant Installation Manual 227.3: U.S. Des. Patent No. D496,248S, D496,249S. Other Patents Pendingrmm99rmm99Noch keine Bewertungen
- Umberto - Spacer Tutorial Cigre 2011Dokument53 SeitenUmberto - Spacer Tutorial Cigre 2011Iván Camilo Díez100% (1)
- Design of 60 Equal-Leg Steel Angles According To CDokument9 SeitenDesign of 60 Equal-Leg Steel Angles According To Cgireesha achari pNoch keine Bewertungen
- CE5710 Assignment IDokument1 SeiteCE5710 Assignment INani RujaNoch keine Bewertungen
- Example of ASCE 7-10 Inputs in TnxtowerDokument2 SeitenExample of ASCE 7-10 Inputs in TnxtowerAditya Kulkarni0% (1)
- Fillet Weld Strength Calculation Example For Welded Connection Subjected To BendingDokument6 SeitenFillet Weld Strength Calculation Example For Welded Connection Subjected To BendingpipestressNoch keine Bewertungen
- The Slip Joint ConnectionDokument17 SeitenThe Slip Joint ConnectionTiago FerreiraNoch keine Bewertungen
- Engineering Calculations Template-White Cellar 2 5mDokument36 SeitenEngineering Calculations Template-White Cellar 2 5mThaiNguyenNoch keine Bewertungen
- FKT NiehII Statik GRP StressDokument98 SeitenFKT NiehII Statik GRP StressSakshi AgrawalNoch keine Bewertungen
- Tower and AntennaDokument11 SeitenTower and Antennawaheedopple3998Noch keine Bewertungen
- Suction Bucket FoundationDokument17 SeitenSuction Bucket FoundationKeith JenningsNoch keine Bewertungen
- DSG-SE-02 Tank Found Concrete Ring WallDokument5 SeitenDSG-SE-02 Tank Found Concrete Ring Wallmedhat145100% (1)
- Tank With Floating Roof EN14015Dokument29 SeitenTank With Floating Roof EN14015Bojan PetronijevicNoch keine Bewertungen
- Chimney DesignDokument13 SeitenChimney DesignUhong Lai100% (1)
- Transformer Bushing: Type EKTODokument16 SeitenTransformer Bushing: Type EKTOlausik68Noch keine Bewertungen
- Design of Grating For PlatformDokument5 SeitenDesign of Grating For Platformvj8584100% (2)
- Antenna Load Cal KathreinDokument16 SeitenAntenna Load Cal Kathreinkabardey46Noch keine Bewertungen
- Concrete Mix DesignDokument78 SeitenConcrete Mix DesignPankaj_Taneja_9684100% (1)
- Opentower - Mount Analysis: Connect EditionDokument26 SeitenOpentower - Mount Analysis: Connect EditionPankaj_Taneja_9684Noch keine Bewertungen
- Modeling and Analysis On DiaphragmsDokument169 SeitenModeling and Analysis On DiaphragmsPankaj_Taneja_9684Noch keine Bewertungen
- Rev G Connection-Double AngleDokument12 SeitenRev G Connection-Double AnglePankaj_Taneja_9684Noch keine Bewertungen
- AISC Channel Design 360-16Dokument6 SeitenAISC Channel Design 360-16Pankaj_Taneja_9684Noch keine Bewertungen
- Self-Supporting Tower Geometry GenerationDokument8 SeitenSelf-Supporting Tower Geometry GenerationPankaj_Taneja_9684Noch keine Bewertungen
- Case 1 5/8" Bolt: Bearing Strength: Fu Le t/2Dokument3 SeitenCase 1 5/8" Bolt: Bearing Strength: Fu Le t/2Pankaj_Taneja_9684Noch keine Bewertungen
- Dynamic Gust Response Factors For Guyed TowersDokument12 SeitenDynamic Gust Response Factors For Guyed TowersPankaj_Taneja_9684Noch keine Bewertungen
- Open Tower Reference ManualDokument225 SeitenOpen Tower Reference ManualPankaj_Taneja_9684100% (1)
- Face Bevel CalculationsDokument18 SeitenFace Bevel CalculationsPankaj_Taneja_9684Noch keine Bewertungen
- Self-Supporting Tower Section and Panel ConfigurationDokument15 SeitenSelf-Supporting Tower Section and Panel ConfigurationPankaj_Taneja_9684Noch keine Bewertungen
- Earthquake Behaviour of BuildingsDokument268 SeitenEarthquake Behaviour of BuildingsChristian PintoNoch keine Bewertungen
- TransmissionDokument34 SeitenTransmissionMadanasekhar TadimarriNoch keine Bewertungen
- Hubbell Cable DataDokument80 SeitenHubbell Cable DataPankaj_Taneja_9684Noch keine Bewertungen
- Electrical SubstationDokument9 SeitenElectrical SubstationPankaj_Taneja_9684Noch keine Bewertungen
- AGL 20140901 Sep 2014Dokument94 SeitenAGL 20140901 Sep 2014Pankaj_Taneja_9684Noch keine Bewertungen
- HHD Bo0ltsDokument50 SeitenHHD Bo0ltsGauraNitai108Noch keine Bewertungen
- TransmissionDokument34 SeitenTransmissionMadanasekhar TadimarriNoch keine Bewertungen
- 7.4 Tower Design: Bracing SystemsDokument49 Seiten7.4 Tower Design: Bracing SystemsBoisterous_Girl100% (1)
- Visweswara Rao 1995Dokument12 SeitenVisweswara Rao 1995Carlos LopezNoch keine Bewertungen
- Earthquake EngineeringDokument28 SeitenEarthquake EngineeringPankaj_Taneja_9684Noch keine Bewertungen
- Getting Started With VBA in Excel 2010Dokument24 SeitenGetting Started With VBA in Excel 2010Pankaj_Taneja_9684Noch keine Bewertungen
- Lattice Towers and Masts IntroductionDokument17 SeitenLattice Towers and Masts IntroductionPankaj_Taneja_9684Noch keine Bewertungen
- Transmission Line Supports.Dokument37 SeitenTransmission Line Supports.ninadpujara2007Noch keine Bewertungen
- Fear of EarthquakesDokument2 SeitenFear of EarthquakesPankaj_Taneja_9684Noch keine Bewertungen
- Guide To The Use of en 1991-1-4 Wind ActionsDokument21 SeitenGuide To The Use of en 1991-1-4 Wind ActionsmickmannersNoch keine Bewertungen
- Analysis of Transmission Tower With Different ConfigurationDokument11 SeitenAnalysis of Transmission Tower With Different ConfigurationPankaj_Taneja_9684Noch keine Bewertungen
- Finite Element Seismic Analysis of Guyed MastsDokument166 SeitenFinite Element Seismic Analysis of Guyed MastsseetaramayyaNoch keine Bewertungen
- Advanced Modelling Techniques in Structural DesignVon EverandAdvanced Modelling Techniques in Structural DesignBewertung: 5 von 5 Sternen5/5 (3)
- Marine Structural Design CalculationsVon EverandMarine Structural Design CalculationsBewertung: 4.5 von 5 Sternen4.5/5 (13)
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsVon EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsNoch keine Bewertungen
- Pile Design and Construction Rules of ThumbVon EverandPile Design and Construction Rules of ThumbBewertung: 4.5 von 5 Sternen4.5/5 (15)
- To Engineer Is Human: The Role of Failure in Successful DesignVon EverandTo Engineer Is Human: The Role of Failure in Successful DesignBewertung: 4 von 5 Sternen4/5 (137)
- Building Support Structures, 2nd Ed., Analysis and Design with SAP2000 SoftwareVon EverandBuilding Support Structures, 2nd Ed., Analysis and Design with SAP2000 SoftwareBewertung: 4.5 von 5 Sternen4.5/5 (15)
- Offshore Pipelines: Design, Installation, and MaintenanceVon EverandOffshore Pipelines: Design, Installation, and MaintenanceBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Climate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingVon EverandClimate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingNoch keine Bewertungen
- Built: The Hidden Stories Behind Our StructuresVon EverandBuilt: The Hidden Stories Behind Our StructuresBewertung: 4 von 5 Sternen4/5 (27)
- Design and Construction of Soil Anchor PlatesVon EverandDesign and Construction of Soil Anchor PlatesBewertung: 5 von 5 Sternen5/5 (1)
- Pocket Guide to Flanges, Fittings, and Piping DataVon EverandPocket Guide to Flanges, Fittings, and Piping DataBewertung: 3.5 von 5 Sternen3.5/5 (22)
- Transmission Pipeline Calculations and Simulations ManualVon EverandTransmission Pipeline Calculations and Simulations ManualBewertung: 4.5 von 5 Sternen4.5/5 (10)
- Structural Steel Design to Eurocode 3 and AISC SpecificationsVon EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNoch keine Bewertungen
- Carpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresVon EverandCarpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresBewertung: 1 von 5 Sternen1/5 (2)
- Matrix Methods for Advanced Structural AnalysisVon EverandMatrix Methods for Advanced Structural AnalysisBewertung: 5 von 5 Sternen5/5 (1)
- Structural Analysis: In Theory and PracticeVon EverandStructural Analysis: In Theory and PracticeBewertung: 4.5 von 5 Sternen4.5/5 (24)
- Bridge Engineering: Classifications, Design Loading, and Analysis MethodsVon EverandBridge Engineering: Classifications, Design Loading, and Analysis MethodsBewertung: 4 von 5 Sternen4/5 (16)
- Flow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesVon EverandFlow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesTomomichi NakamuraBewertung: 4.5 von 5 Sternen4.5/5 (4)
- Concrete Structures: Repair, Rehabilitation and StrengtheningVon EverandConcrete Structures: Repair, Rehabilitation and StrengtheningNoch keine Bewertungen