Das könnte Ihnen auch gefallen
- Producción manjar blancoDokument20 SeitenProducción manjar blancotania ibarraNoch keine Bewertungen
- UF1181 - Maduración y envasado de quesosVon EverandUF1181 - Maduración y envasado de quesosBewertung: 5 von 5 Sternen5/5 (1)
- Grits de Maíz Materia Prima AlimentosDokument14 SeitenGrits de Maíz Materia Prima AlimentosWilliams ArellanoNoch keine Bewertungen
- Analisis-Fisico de Granos y TuberculosDokument45 SeitenAnalisis-Fisico de Granos y TuberculosGraciela Margarita Inoñan MorilloNoch keine Bewertungen
- Informe Practica Elaboraciòn de MantequillaDokument22 SeitenInforme Practica Elaboraciòn de Mantequillaluis Proaño60% (5)
- Norma Peruana Manjar BlancoDokument25 SeitenNorma Peruana Manjar BlancoJackeline Mendoza100% (5)
- Cómo vencer el miedo en 5 pasosDokument16 SeitenCómo vencer el miedo en 5 pasosborregonegro100% (1)
- Practica 1 Leche PasteurizadaDokument12 SeitenPractica 1 Leche PasteurizadaNestor Soto RiosNoch keine Bewertungen
- Actividad LacteosDokument14 SeitenActividad LacteosMonica Spinosa Diaz100% (1)
- Elaboracion de MermeladaDokument13 SeitenElaboracion de MermeladaGian Guzman ToledoNoch keine Bewertungen
- Guía de termorregulación en recién nacidoDokument16 SeitenGuía de termorregulación en recién nacidoLuis Eduardo100% (1)
- Gripe tratamiento puntos acupunturaDokument2 SeitenGripe tratamiento puntos acupunturamonnikka22100% (8)
- Guia Practica N 02 Elaboracion Nectar Mango 2 2Dokument5 SeitenGuia Practica N 02 Elaboracion Nectar Mango 2 2Edgar Horna OsorioNoch keine Bewertungen
- Elaboración de Jarabe Rico en Alta FructosaDokument9 SeitenElaboración de Jarabe Rico en Alta FructosaEdna JM100% (1)
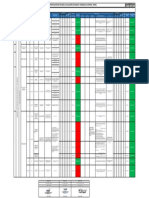
- Iperc-Sig-Im-12 Megado de Conductor Eléctrico y de SeñalDokument1 SeiteIperc-Sig-Im-12 Megado de Conductor Eléctrico y de SeñalJoel PasacheNoch keine Bewertungen
- Características físico-químicas de la leche de vaca y requisitos para la elaboración de yogurDokument21 SeitenCaracterísticas físico-químicas de la leche de vaca y requisitos para la elaboración de yogurPatricia CardonaNoch keine Bewertungen
- Producto 1 - Leche Consumo DirectoDokument11 SeitenProducto 1 - Leche Consumo Directomiguel diazNoch keine Bewertungen
- Conservantes de La LecheDokument8 SeitenConservantes de La LecheFabiola Del Pilar CuroNoch keine Bewertungen
- Informe Analisis SensorialDokument10 SeitenInforme Analisis SensorialMaicol SernaNoch keine Bewertungen
- Prueba Duo-Trio (Olor) para Análisis Sensorial de Quesos FrescosDokument6 SeitenPrueba Duo-Trio (Olor) para Análisis Sensorial de Quesos FrescosKarlos RamirézNoch keine Bewertungen
- Curado de carnes y sus métodosDokument4 SeitenCurado de carnes y sus métodosJorge Alberto Martinez CastroNoch keine Bewertungen
- Aditivos Utilizadoe en La Indutria CarnicasDokument11 SeitenAditivos Utilizadoe en La Indutria CarnicasCindy VYNoch keine Bewertungen
- Visita Tecnica A La Planta de Gloria El Pedregal JackyDokument15 SeitenVisita Tecnica A La Planta de Gloria El Pedregal JackygurimNoch keine Bewertungen
- Guia - de - Aprendizaje #5 - 2020 - CMBC Dulceria ArtesanalDokument7 SeitenGuia - de - Aprendizaje #5 - 2020 - CMBC Dulceria ArtesanalManuelBucheliNoch keine Bewertungen
- NTC 512-2 Rotulado NutricionalDokument19 SeitenNTC 512-2 Rotulado NutricionalXAVIER DAVID MENDOZA RUIZNoch keine Bewertungen
- Metodología Prueba Triangular PDFDokument6 SeitenMetodología Prueba Triangular PDFMaryanod DuqueNoch keine Bewertungen
- Estructura de Las TripasDokument13 SeitenEstructura de Las TripasFrezia N. Reyes Paz100% (1)
- APPCC Pan ComúnDokument12 SeitenAPPCC Pan ComúnYoNoch keine Bewertungen
- Informe de Confitado - Tecnologia de AlimDokument14 SeitenInforme de Confitado - Tecnologia de AlimGabriela ArciniegaNoch keine Bewertungen
- Yogur AflanadoDokument9 SeitenYogur AflanadoChrisalbert27Noch keine Bewertungen
- Tecnología de QuesosDokument33 SeitenTecnología de QuesosClaudia Vasquez UgazNoch keine Bewertungen
- Practica 4 LecheDokument13 SeitenPractica 4 LecheKEVIN SAAVEDRA FARFANNoch keine Bewertungen
- Yogurt fermentadoDokument9 SeitenYogurt fermentadoRoyer PilcoNoch keine Bewertungen
- Práctica Octubre 26 Yogurt y Kumis PDFDokument8 SeitenPráctica Octubre 26 Yogurt y Kumis PDFKarl MedinaNoch keine Bewertungen
- DIAGRAMA DE FLUJO DE PROCESOS Hielos CambitaDokument3 SeitenDIAGRAMA DE FLUJO DE PROCESOS Hielos CambitaCamila Mendez Soria GalvarroNoch keine Bewertungen
- Control de Calidad de La LecheDokument8 SeitenControl de Calidad de La LecheWilfredo Choque YanapaNoch keine Bewertungen
- Harina de Chontaduro PDFDokument7 SeitenHarina de Chontaduro PDFTattu Fehn Maggot100% (1)
- TESIS - Mejoramiento de Vida de Anaquel de Queso Ranchero y Oaxaca PDFDokument108 SeitenTESIS - Mejoramiento de Vida de Anaquel de Queso Ranchero y Oaxaca PDFLuis Arturo RGNoch keine Bewertungen
- DETERMINACIÓN HUMEDAD CEREALESDokument23 SeitenDETERMINACIÓN HUMEDAD CEREALESIsabel SeguraNoch keine Bewertungen
- Importancia Del Manjar de CocoDokument12 SeitenImportancia Del Manjar de CocoMichael Jesus Hidalgo SalazarNoch keine Bewertungen
- Compuestos bioactivos harinas cáscaras cítricosDokument5 SeitenCompuestos bioactivos harinas cáscaras cítricosMarco Sanchez OlayaNoch keine Bewertungen
- Viscosidad Del YogurtDokument11 SeitenViscosidad Del YogurtRaquel MorenoNoch keine Bewertungen
- Pigmentos CLASEDokument55 SeitenPigmentos CLASEfelixNoch keine Bewertungen
- Proyecto de Ingenieria de Procesos...Dokument18 SeitenProyecto de Ingenieria de Procesos...Adolfo Geovanni de MartinezNoch keine Bewertungen
- Elaboración de Gomitas Sabor CoctelesDokument19 SeitenElaboración de Gomitas Sabor CoctelesBattedyaelNoch keine Bewertungen
- Normatividad para El Bocadillo de GuayabaDokument4 SeitenNormatividad para El Bocadillo de GuayabaSh IngshrnNoch keine Bewertungen
- Guía Análisis HarinasDokument8 SeitenGuía Análisis HarinasYEISON FRANCO ARANGO100% (1)
- Leche SaborizadaDokument14 SeitenLeche SaborizadajulianNoch keine Bewertungen
- NTC261 Aceite de ManiDokument0 SeitenNTC261 Aceite de ManiNicolas GranadosNoch keine Bewertungen
- Caracterización Del Queso Mantecoso Que Se Comercializa A Nivel Industrial en La Ciudad de CajamaDokument58 SeitenCaracterización Del Queso Mantecoso Que Se Comercializa A Nivel Industrial en La Ciudad de CajamaGiulianno Alv May0% (1)
- Productos de Harina de ArrozDokument4 SeitenProductos de Harina de ArrozRuth CalderonNoch keine Bewertungen
- Compuestos Biactivos ArrozDokument8 SeitenCompuestos Biactivos ArrozXavier Bolivar Ayala BenítezNoch keine Bewertungen
- Tecnologías de Elaboración de YogurDokument11 SeitenTecnologías de Elaboración de YogurGiselaRosaNoch keine Bewertungen
- Determinacion de Antibióticos en La LecheDokument6 SeitenDeterminacion de Antibióticos en La LecheGian VillafverteNoch keine Bewertungen
- Obtención de bebida a partir de lactosuero y zumo de naranjaDokument12 SeitenObtención de bebida a partir de lactosuero y zumo de naranjamarcelaNoch keine Bewertungen
- Tratamientos Previos de La LecheDokument7 SeitenTratamientos Previos de La LechemarcosNoch keine Bewertungen
- Practica Vida en Anaquel MIELDokument12 SeitenPractica Vida en Anaquel MIELGabriel Irigoin Cordova100% (1)
- Laboratorio 3 Dulce de LecheDokument8 SeitenLaboratorio 3 Dulce de LecheBrayan Adan Meneces CuellarNoch keine Bewertungen
- LaboratorioDokument22 SeitenLaboratoriojunior colqueNoch keine Bewertungen
- Guia - Salsa de TomateDokument8 SeitenGuia - Salsa de TomateMargarita MartinezNoch keine Bewertungen
- 1 Molienda Humeda PDFDokument15 Seiten1 Molienda Humeda PDFLheidy Katherine Vega100% (1)
- Informe ArequipeDokument7 SeitenInforme ArequipeSergio Andres Rincon Rodriguez0% (1)
- NTC695 Productos de FrutaDokument4 SeitenNTC695 Productos de FrutajessicaNoch keine Bewertungen
- Queso MantecosoDokument24 SeitenQueso Mantecosojoselito100% (1)
- Laboratorio Composición Quimica de La LecheDokument9 SeitenLaboratorio Composición Quimica de La LecheEu TorresNoch keine Bewertungen
- Hugo Paredes-Rodríguez: Introducción A La Modelación ForestalDokument31 SeitenHugo Paredes-Rodríguez: Introducción A La Modelación Forestalluis ProañoNoch keine Bewertungen
- Prueba BPMDokument10 SeitenPrueba BPMluis ProañoNoch keine Bewertungen
- Silabo Meteorologia ClimatologiaDokument7 SeitenSilabo Meteorologia Climatologialuis ProañoNoch keine Bewertungen
- Proyecto de AulaDokument24 SeitenProyecto de Aulaluis ProañoNoch keine Bewertungen
- Comportamiento del tomate en almacenamiento a 4 y 8°CDokument44 SeitenComportamiento del tomate en almacenamiento a 4 y 8°Cluis ProañoNoch keine Bewertungen
- 9000 y 9001 Postcosecha 2Dokument13 Seiten9000 y 9001 Postcosecha 2luis ProañoNoch keine Bewertungen
- 9000 y 9001 Postcosecha 2Dokument13 Seiten9000 y 9001 Postcosecha 2luis ProañoNoch keine Bewertungen
- Comportamiento del tomate en almacenamiento a 4 y 8°CDokument44 SeitenComportamiento del tomate en almacenamiento a 4 y 8°Cluis ProañoNoch keine Bewertungen
- Amazon Jeff Bezos1Dokument10 SeitenAmazon Jeff Bezos1luis ProañoNoch keine Bewertungen
- Proyecto de AulaDokument24 SeitenProyecto de Aulaluis ProañoNoch keine Bewertungen
- Material de Estudio 2Dokument119 SeitenMaterial de Estudio 2luis ProañoNoch keine Bewertungen
- Manual 3Dokument175 SeitenManual 3alexNoch keine Bewertungen
- Reseña AmazonDokument7 SeitenReseña Amazonluis ProañoNoch keine Bewertungen
- Material de Estudio 2Dokument119 SeitenMaterial de Estudio 2luis ProañoNoch keine Bewertungen
- Amazon Jeff Bezos1Dokument10 SeitenAmazon Jeff Bezos1luis ProañoNoch keine Bewertungen
- Proaño - Luis Primera Prueba AGI - VINCULACIÓN CON LA COLECTIVIDAD Nov20-Mar21Dokument5 SeitenProaño - Luis Primera Prueba AGI - VINCULACIÓN CON LA COLECTIVIDAD Nov20-Mar21luis ProañoNoch keine Bewertungen
- Amazon Jeff Bezos1Dokument10 SeitenAmazon Jeff Bezos1luis ProañoNoch keine Bewertungen
- Proaño - L - Entorno de Los Negocios InternacionalesDokument2 SeitenProaño - L - Entorno de Los Negocios Internacionalesluis ProañoNoch keine Bewertungen
- Luis Proaño Foro 1Dokument3 SeitenLuis Proaño Foro 1luis ProañoNoch keine Bewertungen
- Proaño - Luis Primera Prueba AGI - VINCULACIÓN CON LA COLECTIVIDAD Nov20-Mar21Dokument5 SeitenProaño - Luis Primera Prueba AGI - VINCULACIÓN CON LA COLECTIVIDAD Nov20-Mar21luis ProañoNoch keine Bewertungen
- Proaño - L - Entorno de Los Negocios InternacionalesDokument2 SeitenProaño - L - Entorno de Los Negocios Internacionalesluis ProañoNoch keine Bewertungen
- Luis Proaño Sílabo Firmado2Dokument7 SeitenLuis Proaño Sílabo Firmado2luis ProañoNoch keine Bewertungen
- Proaño Luis RolesdelGerenteDokument14 SeitenProaño Luis RolesdelGerenteluis ProañoNoch keine Bewertungen
- Luis Proaño Foro 1Dokument3 SeitenLuis Proaño Foro 1luis ProañoNoch keine Bewertungen
- Luis - Proaño - Grupal de Contenido de Presentacionlamina 21-27Dokument5 SeitenLuis - Proaño - Grupal de Contenido de Presentacionlamina 21-27luis ProañoNoch keine Bewertungen
- Luis - Proaño - Grupal de Contenido de La Presentaciónlamina 21-27Dokument5 SeitenLuis - Proaño - Grupal de Contenido de La Presentaciónlamina 21-27luis ProañoNoch keine Bewertungen
- Manual 3Dokument175 SeitenManual 3alexNoch keine Bewertungen
- Luis Proaño Sílabo Firmado2Dokument7 SeitenLuis Proaño Sílabo Firmado2luis ProañoNoch keine Bewertungen
- Luis Proaño Análisis VideoDokument6 SeitenLuis Proaño Análisis Videoluis ProañoNoch keine Bewertungen
- Proaño Luis RolesdelGerenteDokument14 SeitenProaño Luis RolesdelGerenteluis ProañoNoch keine Bewertungen
- Caso Clinico de IATROGENIADokument4 SeitenCaso Clinico de IATROGENIADaniela Coronel100% (1)
- Test Trastorno PersonalidadDokument1 SeiteTest Trastorno PersonalidadErick RiffoNoch keine Bewertungen
- Manual Cosechadora de Cereales JM390Dokument112 SeitenManual Cosechadora de Cereales JM390El Bear100% (5)
- Rehabilitacion Del Paciente en El Ictus-J CarrDokument274 SeitenRehabilitacion Del Paciente en El Ictus-J CarrjaimeNoch keine Bewertungen
- Prevención de la mendicidad y trabajo infantilDokument16 SeitenPrevención de la mendicidad y trabajo infantilMagdaLoorBdpNoch keine Bewertungen
- Descripción Del Lugar Donde VivoDokument3 SeitenDescripción Del Lugar Donde VivoEllen FernandezNoch keine Bewertungen
- Triptico Sentido Del TactoDokument4 SeitenTriptico Sentido Del TactoDeivid Joel C M75% (4)
- Efectos Renales y Circulatorios de La Aldosterona VPDokument3 SeitenEfectos Renales y Circulatorios de La Aldosterona VPValeria PardoNoch keine Bewertungen
- Capacitación QA Panamericano1Dokument43 SeitenCapacitación QA Panamericano1Silvia MarinaNoch keine Bewertungen
- AlmacenproductosDokument48 SeitenAlmacenproductosapi-250382155Noch keine Bewertungen
- Crecen Las Enfermedades Por Fecalismo Al Aire LibreDokument2 SeitenCrecen Las Enfermedades Por Fecalismo Al Aire LibreGabriela Méndez100% (1)
- Guión Video Reconocimiento de SintomasDokument2 SeitenGuión Video Reconocimiento de SintomasNicole Cely VillabónNoch keine Bewertungen
- PXXX Axxx Control 2Dokument5 SeitenPXXX Axxx Control 2LuisNoch keine Bewertungen
- Silo - Tips Instituto Nacional de Educacion FisicaDokument32 SeitenSilo - Tips Instituto Nacional de Educacion FisicaN CNoch keine Bewertungen
- Catie Antipsicoticos Hoy 09Dokument103 SeitenCatie Antipsicoticos Hoy 09DANIEL ALEJANDRONoch keine Bewertungen
- Dokumen - Tips - Articulo 32 Codigo PenalDokument6 SeitenDokumen - Tips - Articulo 32 Codigo PenalGinna TorresNoch keine Bewertungen
- Relación Redes Sociales Autoestima AnsiedadDokument8 SeitenRelación Redes Sociales Autoestima Ansiedaddalexa leguaNoch keine Bewertungen
- Capítulo Enfermedad Renal CrónicaDokument29 SeitenCapítulo Enfermedad Renal Crónicalamonix2073064Noch keine Bewertungen
- Protocolo Ubicacion de BuzonesDokument2 SeitenProtocolo Ubicacion de BuzonesMANUEL GUTIERREZNoch keine Bewertungen
- Patología Digestiva NeonatalDokument17 SeitenPatología Digestiva Neonatalkeila damaris lopez vazquezNoch keine Bewertungen
- Sesión 2 Contreras DiegoDokument5 SeitenSesión 2 Contreras DiegoDiego ContrerasNoch keine Bewertungen
- Matriz Colegio, Liceos, EscuelasDokument30 SeitenMatriz Colegio, Liceos, EscuelasGloria MarinNoch keine Bewertungen
- Tesina AP Mental - Rodrigo Arias 20131005Dokument0 SeitenTesina AP Mental - Rodrigo Arias 20131005rodrigo_leonhart100% (1)
- Practicas Pre Profesionales - ExpocisionDokument22 SeitenPracticas Pre Profesionales - ExpocisionANTONY WASHINGTON CONDORI QUISPENoch keine Bewertungen
- Salud Publica RotafolioDokument24 SeitenSalud Publica RotafolioRonal Michel CallejasNoch keine Bewertungen