Das könnte Ihnen auch gefallen
- Análisis y diseño de piezas con Catia V5Von EverandAnálisis y diseño de piezas con Catia V5Bewertung: 5 von 5 Sternen5/5 (1)
- Codigos G Torno CNCDokument1 SeiteCodigos G Torno CNCLuis Armando Valero AlcalaNoch keine Bewertungen
- Listado de Codigos para Centro de Maquinado CNCDokument1 SeiteListado de Codigos para Centro de Maquinado CNCDIEGO ARMANDO VANEGAS DUQUE75% (4)
- Códigos MisceláneosDokument8 SeitenCódigos MisceláneosJose De SantiagoNoch keine Bewertungen
- Laboratorio de Transferencia de CalorDokument13 SeitenLaboratorio de Transferencia de CalorCarlos100% (1)
- Aleaciones MetalicasDokument9 SeitenAleaciones MetalicasSebastian Montoya Cordoba100% (1)
- Anexo Técnico Procedimiento Soldadura - WPS ALLOY 20Dokument5 SeitenAnexo Técnico Procedimiento Soldadura - WPS ALLOY 20OG GT100% (1)
- Codigos GymDokument3 SeitenCodigos GymRyunosuke Souta Tsubasa0% (1)
- Clase Códigoscncg&m UPIITA CNCDokument2 SeitenClase Códigoscncg&m UPIITA CNCRodrigo ReyesNoch keine Bewertungen
- Codigos G y MDokument4 SeitenCodigos G y Mleo garzaNoch keine Bewertungen
- Códigos GeneralesDokument2 SeitenCódigos GeneralesViviana ArambulaNoch keine Bewertungen
- Comandos G&MDokument2 SeitenComandos G&M200060460Noch keine Bewertungen
- Códigos para TorneadoDokument4 SeitenCódigos para TorneadoCris ASNoch keine Bewertungen
- Minidiccionario de GDokument4 SeitenMinidiccionario de GJonathan GonzalezNoch keine Bewertungen
- Documento PDFDokument3 SeitenDocumento PDFSantiago PeralesNoch keine Bewertungen
- Códigos G y M para CNCDokument5 SeitenCódigos G y M para CNCEroLs JheskNoch keine Bewertungen
- Códigos Generales: G&M para Tornos CNCDokument2 SeitenCódigos Generales: G&M para Tornos CNCYeidher Aldair Arias ReyesNoch keine Bewertungen
- Cofigos Fresadora CNCDokument2 SeitenCofigos Fresadora CNCDeivy Mona PerezNoch keine Bewertungen
- Códigos CNC para FresadoraDokument2 SeitenCódigos CNC para FresadoraAlan OrlandoNoch keine Bewertungen
- Minidiccionario de GDokument3 SeitenMinidiccionario de GChristian OrtizNoch keine Bewertungen
- Códigos CNC tornosDokument2 SeitenCódigos CNC tornosJesus Franco TorresNoch keine Bewertungen
- Codigos para FresaDokument2 SeitenCodigos para FresaDavid OwensNoch keine Bewertungen
- CNC Con Códigos Generales y MiscelaneosDokument1 SeiteCNC Con Códigos Generales y MiscelaneoshernanribeNoch keine Bewertungen
- Codigos GyMDokument4 SeitenCodigos GyMMario LópezNoch keine Bewertungen
- Códigos G Y MDokument9 SeitenCódigos G Y MChaariitoo FlooreesNoch keine Bewertungen
- Fresadoras CNC Codigos G y MDokument2 SeitenFresadoras CNC Codigos G y Mgasby100% (1)
- Codigos CNCDokument2 SeitenCodigos CNCrobertNoch keine Bewertungen
- Codigos G, M en Control NumericoDokument6 SeitenCodigos G, M en Control NumericoDiego RodriguezNoch keine Bewertungen
- Código GDokument9 SeitenCódigo GSofia Chacon ChamorroNoch keine Bewertungen
- Códigos de FresadoraDokument12 SeitenCódigos de FresadoraJESUS MANUEL SERRANO JAMAICANoch keine Bewertungen
- Actividad Sumativa 4Dokument3 SeitenActividad Sumativa 4Azul GonzálezNoch keine Bewertungen
- Códigos G-M-1Dokument3 SeitenCódigos G-M-1de la Cruz Rodríguez Andrew BensadaiNoch keine Bewertungen
- Codigos CNC FresadoDokument1 SeiteCodigos CNC FresadoAndres Cardona Mercado100% (1)
- Programación de Máquinas de CNC Con Códigos G y MDokument3 SeitenProgramación de Máquinas de CNC Con Códigos G y MgasbyNoch keine Bewertungen
- CODIGOS G y MDokument10 SeitenCODIGOS G y MEvelyn ZempoaltecaNoch keine Bewertungen
- Codigos G y MDokument1 SeiteCodigos G y MErik HernandezNoch keine Bewertungen
- Códigos G, M y AuxiliaresDokument13 SeitenCódigos G, M y AuxiliaresJorge Emilio Rendon ArvizuNoch keine Bewertungen
- Practica Programacion CNCDokument9 SeitenPractica Programacion CNCFelix SantanaNoch keine Bewertungen
- Códigos G, M y AuxiliaresDokument14 SeitenCódigos G, M y AuxiliaresJorge Emilio Rendon ArvizuNoch keine Bewertungen
- Codigos G y M para CNCDokument5 SeitenCodigos G y M para CNCracNoch keine Bewertungen
- Codigos de Programacion para Torno CNC G y MDokument2 SeitenCodigos de Programacion para Torno CNC G y Mbarush esqueda0% (1)
- Resumen Codigos GDokument2 SeitenResumen Codigos GCarlosOtinianoNoch keine Bewertungen
- Codigos de Maquinas CNCDokument4 SeitenCodigos de Maquinas CNCOSCAR GABRIEL NAVARRO ARAIZANoch keine Bewertungen
- Codigos G y MDokument7 SeitenCodigos G y MEdison Aceldo67% (3)
- Códigos para Torno CNCDokument1 SeiteCódigos para Torno CNCCharlyWDead 117Noch keine Bewertungen
- Código G y MDokument3 SeitenCódigo G y MExiliusGallantNoch keine Bewertungen
- Códigos Generales Torno CNCDokument2 SeitenCódigos Generales Torno CNCalexisNoch keine Bewertungen
- Códigos de Programación G y MDokument5 SeitenCódigos de Programación G y MULISES SEGUNDO MENDOZANoch keine Bewertungen
- Codigos G y M TraducidosDokument2 SeitenCodigos G y M TraducidosJuan David Camargo EslavaNoch keine Bewertungen
- Códigos Generales y MisceláneosDokument1 SeiteCódigos Generales y MisceláneosGabriela Fernández100% (1)
- Códigos G y M para programación de máquinas CNCDokument4 SeitenCódigos G y M para programación de máquinas CNCAbraham RodriguezNoch keine Bewertungen
- Comandos G y M CNCDokument3 SeitenComandos G y M CNCJuan Diego AsquiNoch keine Bewertungen
- Código G & MDokument3 SeitenCódigo G & MGael Montaño ReynaNoch keine Bewertungen
- Códigos de Torno CNCDokument15 SeitenCódigos de Torno CNCAlfredo Aguilar0% (1)
- CNC Manual G&M (3640)Dokument16 SeitenCNC Manual G&M (3640)Charly JimenezNoch keine Bewertungen
- Codigos G&MDokument7 SeitenCodigos G&MTorreon RomanNoch keine Bewertungen
- Laboratorio 3 Alex ReyesDokument3 SeitenLaboratorio 3 Alex ReyesVICTOR DANIEL XIQUIN ZACARIASNoch keine Bewertungen
- Códigos G&M CNCDokument5 SeitenCódigos G&M CNCantialgoritmoNoch keine Bewertungen
- Codigos G y M ManufacturaDokument3 SeitenCodigos G y M ManufacturaJesús RAUL ARAIZA DIAZNoch keine Bewertungen
- Codigos GYMDokument5 SeitenCodigos GYMJose Bazan ValleNoch keine Bewertungen
- Informe #4 NeumaticaDokument3 SeitenInforme #4 NeumaticaCarlosNoch keine Bewertungen
- Informe #5 NeumaticaDokument4 SeitenInforme #5 NeumaticaCarlosNoch keine Bewertungen
- Outdoor Design ConditionsDokument3 SeitenOutdoor Design ConditionsCarlosNoch keine Bewertungen
- Informe #5 NeumaticaDokument4 SeitenInforme #5 NeumaticaCarlosNoch keine Bewertungen
- Informe de Análisis Experimental de Esfuerzos en Elementos Sujetos A TorsiónDokument20 SeitenInforme de Análisis Experimental de Esfuerzos en Elementos Sujetos A TorsiónCarlosNoch keine Bewertungen
- Examen de SoldaduraDokument2 SeitenExamen de SoldaduraDi C LinNoch keine Bewertungen
- XILOGRAFÍA TÉCNICA IMPRESIÓNDokument4 SeitenXILOGRAFÍA TÉCNICA IMPRESIÓNJulián D'AngeloNoch keine Bewertungen
- Tarea 3. Procesos de Manufactura. Jesus Antonio Lopez VillatoroDokument69 SeitenTarea 3. Procesos de Manufactura. Jesus Antonio Lopez VillatoroAntonio LopezNoch keine Bewertungen
- Isometrico de Instalacion HidraulicaDokument1 SeiteIsometrico de Instalacion HidraulicaJulio cesar Cardenas AlvarezNoch keine Bewertungen
- Tema 1.2Dokument11 SeitenTema 1.2Miryam MuñozNoch keine Bewertungen
- Brochas Al Por MayorDokument28 SeitenBrochas Al Por MayorLuiisa Miina CaiicedooNoch keine Bewertungen
- Partidas ContingenciaDokument6 SeitenPartidas ContingenciaErlins Ali Caldas RuedaNoch keine Bewertungen
- 6-Mass Balance (Sept 18)Dokument10 Seiten6-Mass Balance (Sept 18)Rodrigo Pillaca CáceresNoch keine Bewertungen
- QW 450Dokument7 SeitenQW 450vivianychNoch keine Bewertungen
- ExtrusionDokument12 SeitenExtrusionJHOAN LEONARDO MONTEJO RINCONNoch keine Bewertungen
- Asme Ix PDFDokument36 SeitenAsme Ix PDFAnonymous Bdt0OGh100% (3)
- 8060 Schulz CatalogoFerramentas Somar - CorrecionDokument20 Seiten8060 Schulz CatalogoFerramentas Somar - CorrecionAlexander VillanuevaNoch keine Bewertungen
- Química redox onlineDokument3 SeitenQuímica redox onlineLo Angu100% (1)
- Tarea Semana 4 Organos de Máquinas IaccDokument8 SeitenTarea Semana 4 Organos de Máquinas IaccGeret JorNoch keine Bewertungen
- Proyecto QuímicaDokument13 SeitenProyecto Químicavalentina varela torresNoch keine Bewertungen
- TemarioDokument1 SeiteTemarioNiel Jairo GutierNoch keine Bewertungen
- Características y Explicación Del Craqueo Térmico, Coquización y Craqueo Catalítico.Dokument7 SeitenCaracterísticas y Explicación Del Craqueo Térmico, Coquización y Craqueo Catalítico.Elvis HuarayoNoch keine Bewertungen
- Mecanizado en Fresadora Universal - Examen Diagnóstico 5° SemestreDokument1 SeiteMecanizado en Fresadora Universal - Examen Diagnóstico 5° SemestreJorge Vela MarNoch keine Bewertungen
- Coples RanuradosDokument12 SeitenCoples RanuradosOctavio ResendisNoch keine Bewertungen
- Ejercicio Fresa y TornoDokument6 SeitenEjercicio Fresa y TornoCarlos HernandezNoch keine Bewertungen
- Diseño y fabricación cuchilla tornoDokument31 SeitenDiseño y fabricación cuchilla tornoJorby CuadrosNoch keine Bewertungen
- Certificado de calidad cemento Portland HS Abril 2019Dokument1 SeiteCertificado de calidad cemento Portland HS Abril 2019Efrain ChuraNoch keine Bewertungen
- TEORICA T2 - 01 Ensayos y MaterialesDokument31 SeitenTEORICA T2 - 01 Ensayos y MaterialesMarianela AlvarezNoch keine Bewertungen
- Normas SoldaduraDokument5 SeitenNormas SoldaduraIvonneNoch keine Bewertungen
- ISOCINDU panel para cubiertas y fachadasDokument4 SeitenISOCINDU panel para cubiertas y fachadasFlor RoldanNoch keine Bewertungen
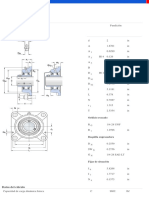
- Unidades de Rodamientos Y Con Pestaña Cuadrada-FY 2. TFDokument2 SeitenUnidades de Rodamientos Y Con Pestaña Cuadrada-FY 2. TFLuis MuñozNoch keine Bewertungen
- Analisis ArquitecturaDokument104 SeitenAnalisis ArquitecturaCORPORACION ISAMER E.I.R.LNoch keine Bewertungen
- Sesion 6 - Balance de Materia Sin ReacciónDokument26 SeitenSesion 6 - Balance de Materia Sin ReacciónLuis FernandoNoch keine Bewertungen