Das könnte Ihnen auch gefallen
- EI2357 - Virtual Instrumentation Laboratory Manual - DgprideDokument30 SeitenEI2357 - Virtual Instrumentation Laboratory Manual - DgprideNanda003100% (1)
- Flowcode8 Datasheet8 1Dokument22 SeitenFlowcode8 Datasheet8 1David TorresNoch keine Bewertungen
- Microcontrollers - Types & Applications What Is A Microcontroller?Dokument5 SeitenMicrocontrollers - Types & Applications What Is A Microcontroller?nazmulNoch keine Bewertungen
- LabVIEW TutorialsDokument6 SeitenLabVIEW TutorialsChris MmataNoch keine Bewertungen
- TO Pic MicrocontrollersDokument66 SeitenTO Pic MicrocontrollersDhananjay SargarNoch keine Bewertungen
- Intel 8051 Micrcontroller: What Is A Microcontroller?Dokument20 SeitenIntel 8051 Micrcontroller: What Is A Microcontroller?satya_vanapalli3422Noch keine Bewertungen
- UNIT-5: 8051 MicrocontrollerDokument25 SeitenUNIT-5: 8051 MicrocontrollerSachin KhandelwalNoch keine Bewertungen
- Virtual Instrumentation PPT Persentation Way2project inDokument16 SeitenVirtual Instrumentation PPT Persentation Way2project inSharan ShivaNoch keine Bewertungen
- Introduction To MicrocontrollerDokument5 SeitenIntroduction To MicrocontrollerSongNoch keine Bewertungen
- LabVIEW Multisim TutorialDokument8 SeitenLabVIEW Multisim TutorialMax Marcano CamposNoch keine Bewertungen
- PIC Practical Project0470694610Dokument54 SeitenPIC Practical Project0470694610Alex MassNoch keine Bewertungen
- Labview Core 2 Exercises: Instruments Not For DistributionDokument102 SeitenLabview Core 2 Exercises: Instruments Not For DistributionAmín ACNoch keine Bewertungen
- Flowcode5Booklet 2 PDFDokument14 SeitenFlowcode5Booklet 2 PDFgrovlhus0% (1)
- GSM Based Automatic Irrigation System Using 8051 MicrocontrollerDokument6 SeitenGSM Based Automatic Irrigation System Using 8051 Microcontrolleramism24100% (1)
- Balancing PAC IPC PLC PDFDokument5 SeitenBalancing PAC IPC PLC PDFlucasgianini100% (1)
- Build A PIC Beacon Clock Pt1Dokument7 SeitenBuild A PIC Beacon Clock Pt1RastekHI100% (2)
- Selected (A1) Project of Automatic Temperature Control SystemDokument54 SeitenSelected (A1) Project of Automatic Temperature Control SystemBelete GetachewNoch keine Bewertungen
- Test Sistem EtherNetIP AOI RSLogix5000 Integration Manual v1.3Dokument66 SeitenTest Sistem EtherNetIP AOI RSLogix5000 Integration Manual v1.3rguzmanabundisNoch keine Bewertungen
- Simulation in LabVIEWDokument14 SeitenSimulation in LabVIEWjoukendNoch keine Bewertungen
- PIC IntroDokument7 SeitenPIC IntroMsJojo AlkhouriNoch keine Bewertungen
- Connect LabVIEW To Any PLC Using OPC - National InstrumentsDokument14 SeitenConnect LabVIEW To Any PLC Using OPC - National InstrumentskarthikNoch keine Bewertungen
- Messenger Development Without Internet Using Zigbee TechnologyDokument89 SeitenMessenger Development Without Internet Using Zigbee TechnologyRaghu ReddyNoch keine Bewertungen
- Micro Controller Lab Manual 1Dokument38 SeitenMicro Controller Lab Manual 1Suresh KumarNoch keine Bewertungen
- Embedded SystemDokument9 SeitenEmbedded SystemMayukh santraNoch keine Bewertungen
- Hands On ContentsDokument6 SeitenHands On Contentsleoscribd13Noch keine Bewertungen
- Circuit TodayDokument30 SeitenCircuit TodayBrian GiriNoch keine Bewertungen
- Intro To Embedded Systems - AMIT - NewDokument73 SeitenIntro To Embedded Systems - AMIT - NewOmar EzzNoch keine Bewertungen
- Digital Fan RegulatorDokument31 SeitenDigital Fan RegulatorManoj GurralaNoch keine Bewertungen
- Report Electronic Voting MachineDokument43 SeitenReport Electronic Voting MachineMarwan_H.100% (6)
- Lab Manual PDFDokument95 SeitenLab Manual PDFJay PatelNoch keine Bewertungen
- Virtual Instrumentation Lab ManualDokument25 SeitenVirtual Instrumentation Lab ManualniteshNoch keine Bewertungen
- On DTHDokument23 SeitenOn DTHAkash Tyagi100% (2)
- Experiment No: 02 Introduction To Labview: Aim: To Study Various Functions, Tools and Libraries of Labview (LV) SoftwareDokument9 SeitenExperiment No: 02 Introduction To Labview: Aim: To Study Various Functions, Tools and Libraries of Labview (LV) SoftwareVaibhav BacchavNoch keine Bewertungen
- Training Report of Industrial Interaction in Cetpa Infotech PDFDokument40 SeitenTraining Report of Industrial Interaction in Cetpa Infotech PDFmjdj1230% (1)
- The Automated PIC Microcontroller Based Temperature Control of Fan Speed Design - TJ233.P76 .N87 2009Dokument24 SeitenThe Automated PIC Microcontroller Based Temperature Control of Fan Speed Design - TJ233.P76 .N87 2009tidjani86100% (1)
- Ford F150 BrochureDokument31 SeitenFord F150 BrochureAbhishekNoch keine Bewertungen
- Lab 1: PLC Hardware FamiliarizationDokument5 SeitenLab 1: PLC Hardware FamiliarizationTee CubeNoch keine Bewertungen
- PLCDokument36 SeitenPLCsonhack96Noch keine Bewertungen
- Micro Controller and Embedded Systems (Revised)Dokument2 SeitenMicro Controller and Embedded Systems (Revised)Ashok ShahNoch keine Bewertungen
- 0 - MPMC Lab Manual A.Y. 2020-21 R-18Dokument53 Seiten0 - MPMC Lab Manual A.Y. 2020-21 R-18Karthik BoggarapuNoch keine Bewertungen
- NAS Lab ManualDokument25 SeitenNAS Lab ManualPurvansh Jain100% (1)
- Interfacing GSM With 8051Dokument14 SeitenInterfacing GSM With 8051Mohammad Ali100% (1)
- SMS Based Energy Meter MonitoringDokument6 SeitenSMS Based Energy Meter MonitoringNarayan Singh WaraichNoch keine Bewertungen
- 25.ACCESSIBLE DISPLAY DESIGN TO CONTROL HOME AREA NETWORKSDocumentDokument84 Seiten25.ACCESSIBLE DISPLAY DESIGN TO CONTROL HOME AREA NETWORKSDocumentdileeppatraNoch keine Bewertungen
- Simulation and Arduino Hardware Implementation of DC Motor Control Using Sliding Mode ControllerDokument6 SeitenSimulation and Arduino Hardware Implementation of DC Motor Control Using Sliding Mode Controllermiftah fadhliNoch keine Bewertungen
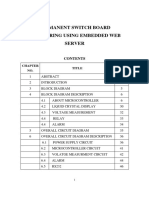
- Permanent Switch Board ContentDokument56 SeitenPermanent Switch Board ContentCrispNoch keine Bewertungen
- Labview File 5th SemDokument20 SeitenLabview File 5th Semvik9292Noch keine Bewertungen
- Lab Manual ADE FinalDokument39 SeitenLab Manual ADE FinalNithiyaNoch keine Bewertungen
- Robotics Course StructureDokument4 SeitenRobotics Course StructurerohitNoch keine Bewertungen
- Digital Circuit Design Using Xilinx ISE ToolsDokument41 SeitenDigital Circuit Design Using Xilinx ISE Toolsscridb13Noch keine Bewertungen
- How To Use Dev-C++Dokument7 SeitenHow To Use Dev-C++QaiserNoch keine Bewertungen
- PLC1672 Power Line Communication Module DatasheetDokument4 SeitenPLC1672 Power Line Communication Module DatasheetDNA TechnologyNoch keine Bewertungen
- PLC-controlled Stepper Motor Drive For NC PositionDokument10 SeitenPLC-controlled Stepper Motor Drive For NC PositiondeoarshiNoch keine Bewertungen
- 21-06-2021-1624264403-6-.-2. Engg - Voltage Based Control of Induction Motor Using Advanced Voice Recognition & Command SystemDokument6 Seiten21-06-2021-1624264403-6-.-2. Engg - Voltage Based Control of Induction Motor Using Advanced Voice Recognition & Command SystemImpact JournalsNoch keine Bewertungen
- Active Disturbance Rejection Control for Nonlinear Systems: An IntroductionVon EverandActive Disturbance Rejection Control for Nonlinear Systems: An IntroductionNoch keine Bewertungen
- Embedded Hypervisor The Ultimate Step-By-Step GuideVon EverandEmbedded Hypervisor The Ultimate Step-By-Step GuideNoch keine Bewertungen
- Supervisory control and data acquisition Third EditionVon EverandSupervisory control and data acquisition Third EditionNoch keine Bewertungen
- Phone Interview: 1. What Do You Know About Our Company?Dokument3 SeitenPhone Interview: 1. What Do You Know About Our Company?Vy ThoaiNoch keine Bewertungen
- GulfStream Aerospace InterviewDokument2 SeitenGulfStream Aerospace InterviewVy ThoaiNoch keine Bewertungen
- Canada: Waiver of Cancellation RefundDokument1 SeiteCanada: Waiver of Cancellation RefundVy ThoaiNoch keine Bewertungen
- Cover Letter - Jazz AviationDokument1 SeiteCover Letter - Jazz AviationVy ThoaiNoch keine Bewertungen
- Thomas Ha COMM1000 (MET2) - Audience Purpose ProfileDokument2 SeitenThomas Ha COMM1000 (MET2) - Audience Purpose ProfileVy Thoai100% (1)
- Cover Letter - WestJetDokument1 SeiteCover Letter - WestJetVy ThoaiNoch keine Bewertungen
- Welaptega InterviewDokument2 SeitenWelaptega InterviewVy ThoaiNoch keine Bewertungen
- (Thomas Ha) (CNC Block Plan Axis C) (Date: 28 Feb 2019)Dokument1 Seite(Thomas Ha) (CNC Block Plan Axis C) (Date: 28 Feb 2019)Vy ThoaiNoch keine Bewertungen
- Study Notes For Test 5: Tools SteelsDokument9 SeitenStudy Notes For Test 5: Tools SteelsVy ThoaiNoch keine Bewertungen
- Types of WastesDokument1 SeiteTypes of WastesVy ThoaiNoch keine Bewertungen
- Thomas Ha COMM1022 (MET2) - Appendix A - List of Project DeliverablesDokument1 SeiteThomas Ha COMM1022 (MET2) - Appendix A - List of Project DeliverablesVy ThoaiNoch keine Bewertungen
- Final Lab Mag ParticleDokument15 SeitenFinal Lab Mag ParticleVy ThoaiNoch keine Bewertungen
- Types of Wastes 1) Information OverflowDokument1 SeiteTypes of Wastes 1) Information OverflowVy ThoaiNoch keine Bewertungen
- Winter 2019 Schedule - Programs V4.5Dokument18 SeitenWinter 2019 Schedule - Programs V4.5Vy ThoaiNoch keine Bewertungen
- Code ExamplesDokument11 SeitenCode ExamplesVy ThoaiNoch keine Bewertungen
- Icci1000 2019Dokument179 SeitenIcci1000 2019Vy ThoaiNoch keine Bewertungen
- Formal Proposal - Memo Format & OutlineDokument2 SeitenFormal Proposal - Memo Format & OutlineVy ThoaiNoch keine Bewertungen
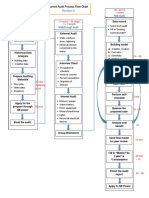
- Revision 2 - Current Audit Process Flow ChartDokument1 SeiteRevision 2 - Current Audit Process Flow ChartVy ThoaiNoch keine Bewertungen
- Rsview32 To Factorytalk View Se Migration: Andy Alessandro Sr. Technical Support Engineer September 27Th, 2018Dokument24 SeitenRsview32 To Factorytalk View Se Migration: Andy Alessandro Sr. Technical Support Engineer September 27Th, 2018SGan GNoch keine Bewertungen
- Python BasedDokument24 SeitenPython Basedkra_amNoch keine Bewertungen
- Iec 61850 - An Overview For UsersDokument16 SeitenIec 61850 - An Overview For UsersTravis WoodNoch keine Bewertungen
- 3BSE040935-511 - en Compact Control Builder AC 800M 5.1.1 Configuration PDFDokument446 Seiten3BSE040935-511 - en Compact Control Builder AC 800M 5.1.1 Configuration PDFCandra RamdaniNoch keine Bewertungen
- Brochoure Webaccess Scada PDFDokument20 SeitenBrochoure Webaccess Scada PDFedgarNoch keine Bewertungen
- Module 10 - OPCDokument23 SeitenModule 10 - OPCPhong TrầnNoch keine Bewertungen
- SIMATIC - S7-200 To S7-1200 Transition ManualDokument57 SeitenSIMATIC - S7-200 To S7-1200 Transition ManualJorge_Andril_5370Noch keine Bewertungen
- Product Data Sheet Mimic Simulation Software Mimic en 3628186Dokument7 SeitenProduct Data Sheet Mimic Simulation Software Mimic en 3628186YusufNoch keine Bewertungen
- SDG Implementers Guide PDFDokument1 SeiteSDG Implementers Guide PDFRodrigo Prestes GiardiniNoch keine Bewertungen
- OPC UA Use of Alarms and ConditionsDokument12 SeitenOPC UA Use of Alarms and Conditionsbnh_faelNoch keine Bewertungen
- Catalog PT Hanang 2013 PDFDokument45 SeitenCatalog PT Hanang 2013 PDFwijayaNoch keine Bewertungen
- F300 DatasheetDokument122 SeitenF300 DatasheetLarry Nelson BorbaNoch keine Bewertungen
- 3 Andren IEC61499 4DIAC Lab AutomationDokument21 Seiten3 Andren IEC61499 4DIAC Lab AutomationDavidleonardo GalindoNoch keine Bewertungen
- CODESYS Runtime enDokument16 SeitenCODESYS Runtime enAbdelali KhalilNoch keine Bewertungen
- Wonderware: MBTCP Daserver User'S GuideDokument112 SeitenWonderware: MBTCP Daserver User'S GuideMinh Tien DangNoch keine Bewertungen
- SIMATIC NET Commissioning PC Stations - ManualDokument221 SeitenSIMATIC NET Commissioning PC Stations - ManualSam eagle goodNoch keine Bewertungen
- Part5 RT Advanced Server Und Panel Client enDokument22 SeitenPart5 RT Advanced Server Und Panel Client enRafaelNoch keine Bewertungen
- OPC Desktop Historian Manual PDFDokument273 SeitenOPC Desktop Historian Manual PDFjavier.sanhuezaNoch keine Bewertungen
- SCADA System: Supervisory Control and Data AcquisitionDokument104 SeitenSCADA System: Supervisory Control and Data Acquisitionafrica threeNoch keine Bewertungen
- NDE4.0 TheFourthRevolutioninNon-DestructiveTestingDokument25 SeitenNDE4.0 TheFourthRevolutioninNon-DestructiveTestingnthabisengNoch keine Bewertungen
- 11.4159 USD2755 Remote Control Palltronic Flowstar IV Using OPC IFUDokument16 Seiten11.4159 USD2755 Remote Control Palltronic Flowstar IV Using OPC IFUseinNoch keine Bewertungen
- Ti50a01a10-03en 002Dokument116 SeitenTi50a01a10-03en 002Raj yadavNoch keine Bewertungen
- DCOM TutorialDokument9 SeitenDCOM Tutorialidham jpaNoch keine Bewertungen
- Opcdaconnector Doku v1 1 eDokument43 SeitenOpcdaconnector Doku v1 1 ekristyan kawayNoch keine Bewertungen
- Application Using The OPC UA Server As Interface To A Website enDokument24 SeitenApplication Using The OPC UA Server As Interface To A Website enStek LabsNoch keine Bewertungen
- OpcDokument13 SeitenOpcsanjuNoch keine Bewertungen
- AnyBus X-Gateway Part No MM0002 PDFDokument4 SeitenAnyBus X-Gateway Part No MM0002 PDFDhrubajyoti BoraNoch keine Bewertungen
- Qhmi DatasheetDokument3 SeitenQhmi Datasheetadnan551978Noch keine Bewertungen
- Connected Components Workbench Release Notes (Release 5.00.00) September 2013Dokument33 SeitenConnected Components Workbench Release Notes (Release 5.00.00) September 2013tonala gamesNoch keine Bewertungen
- Principle and Practical Design of SCADA SystemDokument39 SeitenPrinciple and Practical Design of SCADA SystemAgus ZulhendriNoch keine Bewertungen