Das könnte Ihnen auch gefallen
- Chlorine: International Thermodynamic Tables of the Fluid StateVon EverandChlorine: International Thermodynamic Tables of the Fluid StateNoch keine Bewertungen
- Is 3786 1983Dokument33 SeitenIs 3786 1983Swapnil SNoch keine Bewertungen
- Furnace Oil PresentationDokument19 SeitenFurnace Oil Presentationapi-3855827Noch keine Bewertungen
- US9260541 Methods of Catalyst ActivationDokument22 SeitenUS9260541 Methods of Catalyst ActivationyamakunNoch keine Bewertungen
- Oil SpillDokument31 SeitenOil SpillArthur James De TorresNoch keine Bewertungen
- CESCO Technical ProposalDokument2 SeitenCESCO Technical ProposalthmaraishriNoch keine Bewertungen
- Chlorine CylinderDokument9 SeitenChlorine Cylinderjoseph_mscNoch keine Bewertungen
- Handling HydrogenDokument51 SeitenHandling HydrogenShabin Shabi100% (1)
- Oisd 161Dokument20 SeitenOisd 161Arvind BharadwajNoch keine Bewertungen
- SOP-017-Testing of Specific Gravity of CondensateDokument9 SeitenSOP-017-Testing of Specific Gravity of CondensateAmnaKamranNoch keine Bewertungen
- Envelop Protective Covers Material SpecificationsDokument2 SeitenEnvelop Protective Covers Material SpecificationsronhuttonNoch keine Bewertungen
- Caf Gasket SpecificationsDokument4 SeitenCaf Gasket SpecificationsKARTHIGEYAN.R100% (1)
- 9 NIOTannualreportDokument92 Seiten9 NIOTannualreportLaxmi SulekhaNoch keine Bewertungen
- Tank Cleaning Guide BP 2004Dokument1 SeiteTank Cleaning Guide BP 2004mabrouk2013Noch keine Bewertungen
- Ugandan Hydrocarbon Asset Realisation PlanDokument15 SeitenUgandan Hydrocarbon Asset Realisation PlancenkodaNoch keine Bewertungen
- HEATEXDokument34 SeitenHEATEXSiddharthNoch keine Bewertungen
- 2000 Rigsafe Air Booster CompressorDokument2 Seiten2000 Rigsafe Air Booster CompressorLauren'sclub EnglishBimbel Sd-sma100% (1)
- IOCLDokument13 SeitenIOCLNingSeng SingphoNoch keine Bewertungen
- Tank Lorry Filling GantryDokument21 SeitenTank Lorry Filling GantrySiddharth BarmanNoch keine Bewertungen
- Breathing Air Quality Standard Is.15879.2009Dokument17 SeitenBreathing Air Quality Standard Is.15879.2009UlhasPolle100% (1)
- RP 122Dokument14 SeitenRP 122Niraj Srivastava100% (1)
- Lessons and Learnings From Vizag Gas Leak-Disaster: Efficaz Consulting & Solutions Nov 2020Dokument11 SeitenLessons and Learnings From Vizag Gas Leak-Disaster: Efficaz Consulting & Solutions Nov 2020Pushpa SinghNoch keine Bewertungen
- Water TreatmentDokument16 SeitenWater TreatmentReinaldo Steven100% (1)
- Safety Data Sheet for HyDeX 100Dokument6 SeitenSafety Data Sheet for HyDeX 100Iqbal Safirul BarqiNoch keine Bewertungen
- Tank TruckDokument80 SeitenTank Truckjacobpm2010Noch keine Bewertungen
- Oisd 118Dokument27 SeitenOisd 118Priyanka RazdanNoch keine Bewertungen
- Cost of Slop OilDokument2 SeitenCost of Slop OilJADNoch keine Bewertungen
- 13 Very Important Type Tests of A Low Voltage Switchgear Carried Out by The ManufacturerDokument10 Seiten13 Very Important Type Tests of A Low Voltage Switchgear Carried Out by The ManufacturerAhmed BoussoffaraNoch keine Bewertungen
- Aromatics PDFDokument24 SeitenAromatics PDFGerardo RiosNoch keine Bewertungen
- Optimum Detailed Design of 13000 m3 Oil Storage TaDokument6 SeitenOptimum Detailed Design of 13000 m3 Oil Storage TaHenrikNoch keine Bewertungen
- Liquid Petroleum Gas (LPG) - Pressured Storage - Location, Design, Capacity and InstallationDokument14 SeitenLiquid Petroleum Gas (LPG) - Pressured Storage - Location, Design, Capacity and InstallationtrungjindoNoch keine Bewertungen
- Mercury RemovalDokument15 SeitenMercury RemovalannaNoch keine Bewertungen
- Plantfume DDVP Msds (05-09)Dokument3 SeitenPlantfume DDVP Msds (05-09)newaltadannyNoch keine Bewertungen
- Oando Terminal 1 Final Pia 2015Dokument175 SeitenOando Terminal 1 Final Pia 2015Komolafe PeterNoch keine Bewertungen
- 100 Yer PM PPM 0201Dokument4 Seiten100 Yer PM PPM 0201AshrafELWardagyNoch keine Bewertungen
- Ultra Low Sulfur Diesel Fuel 2 SdsDokument7 SeitenUltra Low Sulfur Diesel Fuel 2 SdsroberthvcNoch keine Bewertungen
- Extract Oil from Spent Bleaching EarthDokument4 SeitenExtract Oil from Spent Bleaching EarthShania LoveresNoch keine Bewertungen
- Dryer Selection and DesignDokument43 SeitenDryer Selection and DesignMuluken DeaNoch keine Bewertungen
- Aspen Exchanger Design and Rating Shell & Tube V9: Tema SheetDokument7 SeitenAspen Exchanger Design and Rating Shell & Tube V9: Tema SheetTuấn VũNoch keine Bewertungen
- Robots in Shipbuilding Industry (1160) PDFDokument9 SeitenRobots in Shipbuilding Industry (1160) PDFWahyu WahyurachmatdhaniNoch keine Bewertungen
- SOP-015-Testing of H2S, CO2 & H2O in Sales GasDokument9 SeitenSOP-015-Testing of H2S, CO2 & H2O in Sales GasAmnaKamranNoch keine Bewertungen
- 2006 Mohammed AzadDokument82 Seiten2006 Mohammed AzadIGNyomanAnomWijayaNoch keine Bewertungen
- Reformer Tube Repl After 11 Years - A Paper PresentationDokument16 SeitenReformer Tube Repl After 11 Years - A Paper PresentationSIVASANKARANNoch keine Bewertungen
- Chapter 5 Legal Requirements of OSHA 260912Dokument33 SeitenChapter 5 Legal Requirements of OSHA 260912Idzwan HilmyNoch keine Bewertungen
- AlfaLaval Corn Gluten Dewatering BrochureDokument2 SeitenAlfaLaval Corn Gluten Dewatering BrochureI. Murali KrishnaNoch keine Bewertungen
- Bleaching With PLF Process Flow DiagramDokument1 SeiteBleaching With PLF Process Flow Diagramdonya100% (1)
- LPG Refrigeration Project ReportDokument25 SeitenLPG Refrigeration Project ReportShubham DhaygudeNoch keine Bewertungen
- Data Sheet - HFO Heavy Fuel OilDokument9 SeitenData Sheet - HFO Heavy Fuel OilPierluigiBusettoNoch keine Bewertungen
- Bitumen delivery and storage hazardsDokument13 SeitenBitumen delivery and storage hazardshasriyaniNoch keine Bewertungen
- Process Intensification in Industrial Wastewater Treatment FinalDokument10 SeitenProcess Intensification in Industrial Wastewater Treatment FinalSantanu BiswasNoch keine Bewertungen
- NullDokument81 SeitenNullasutosh putelNoch keine Bewertungen
- Carbon Dioxide MsdsDokument6 SeitenCarbon Dioxide MsdsrashaesharpeNoch keine Bewertungen
- GDN 197Dokument21 SeitenGDN 197Arvind BharadwajNoch keine Bewertungen
- Guidance For The Storage Handling and Transportation of Solid Mineral Fertilizers - Fertilizers EuropeDokument84 SeitenGuidance For The Storage Handling and Transportation of Solid Mineral Fertilizers - Fertilizers EuropeLarry JorgensonNoch keine Bewertungen
- Alkaline Flushing ProcedureDokument107 SeitenAlkaline Flushing ProcedureSarah FrazierNoch keine Bewertungen
- PRPP 2013 Crude Oil CompositionDokument18 SeitenPRPP 2013 Crude Oil CompositionEnvyousCustomsNoch keine Bewertungen
- Coastal Ocean Observing SystemsVon EverandCoastal Ocean Observing SystemsYonggang LiuNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument16 SeitenDisclosure To Promote The Right To InformationSriram SubramanianNoch keine Bewertungen
- Indian Standard For Casein CoatingsDokument14 SeitenIndian Standard For Casein CoatingsManish PareekNoch keine Bewertungen
- Sensor NetworksDokument19 SeitenSensor NetworksSovan ChakrabortyNoch keine Bewertungen
- DestDistillation of CarbonDokument4 SeitenDestDistillation of CarbonSovan ChakrabortyNoch keine Bewertungen
- 1653630939954-Codal Life of Railway AssetsDokument4 Seiten1653630939954-Codal Life of Railway AssetsSSE ROCNoch keine Bewertungen
- Project Report On Kolkata Metro JGECDokument35 SeitenProject Report On Kolkata Metro JGECSovan ChakrabortyNoch keine Bewertungen
- 478 - Phs 242 NotesDokument61 Seiten478 - Phs 242 NotesSovan ChakrabortyNoch keine Bewertungen
- 1384243580811-Latest Full QB 12-11-2013Dokument137 Seiten1384243580811-Latest Full QB 12-11-2013spnaiduNoch keine Bewertungen
- Model Question Paper For Electrical Dep..Dokument14 SeitenModel Question Paper For Electrical Dep..Sovan ChakrabortyNoch keine Bewertungen
- Report 2 Rolling Stock - MOUD INDIADokument160 SeitenReport 2 Rolling Stock - MOUD INDIADeepak GadkariNoch keine Bewertungen
- Chemistry Qbank PDFDokument106 SeitenChemistry Qbank PDFgowrimanohar1975Noch keine Bewertungen
- SEEX1016 L T P Credits Total Marks 3 0 0 3 100: (Common To EEE and E&C)Dokument132 SeitenSEEX1016 L T P Credits Total Marks 3 0 0 3 100: (Common To EEE and E&C)Suman MajumderNoch keine Bewertungen
- Basics of Unit-IDokument143 SeitenBasics of Unit-ISovan ChakrabortyNoch keine Bewertungen
- INTERNET STANDARDSDokument18 SeitenINTERNET STANDARDSDawn HaneyNoch keine Bewertungen
- Electrical Drives and Traction Lecture NotesDokument64 SeitenElectrical Drives and Traction Lecture NotesJayaprakash DasNoch keine Bewertungen
- Electric Motor Voltage: Chapter 1: Fundamentals of Electric DrivesDokument17 SeitenElectric Motor Voltage: Chapter 1: Fundamentals of Electric DrivesRAJOLI GIRISAI MADHAVNoch keine Bewertungen
- 32 Sample ChapterDokument6 Seiten32 Sample ChapterMsc MaiaNoch keine Bewertungen
- 4hsk fashionRG PDFDokument65 Seiten4hsk fashionRG PDFJohn Lemon100% (3)
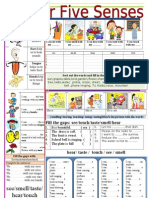
- Five Senses WorksheetDokument1 SeiteFive Senses WorksheetMauricio MuñozNoch keine Bewertungen
- 5th Grade Sample ELA QuestionDokument6 Seiten5th Grade Sample ELA QuestionJermain GibsonNoch keine Bewertungen
- Đề Tiếng Anh 3 Smart Start - TEST Ck2Dokument5 SeitenĐề Tiếng Anh 3 Smart Start - TEST Ck2Huyền NgọcNoch keine Bewertungen
- English Oral Script 2017Dokument6 SeitenEnglish Oral Script 2017Raihanna RazmanNoch keine Bewertungen
- Cei Sapte Pitici Crosetati - Model in EnglezaDokument5 SeitenCei Sapte Pitici Crosetati - Model in EnglezagghionulNoch keine Bewertungen
- How Different Is The Executive Presence Depending On The IndustryDokument8 SeitenHow Different Is The Executive Presence Depending On The IndustryJorge Yeshayahu Gonzales-LaraNoch keine Bewertungen
- PPE and Lab Safety Equipment LectureDokument52 SeitenPPE and Lab Safety Equipment Lecturefatmahanys100% (1)
- Unit 17 How Much Is The T-Shirt ?Dokument9 SeitenUnit 17 How Much Is The T-Shirt ?Mai AnhhNoch keine Bewertungen
- Taken by David Massey ExcerptDokument31 SeitenTaken by David Massey ExcerptI Read YA100% (1)
- Guia Metafisica AfricanaDokument77 SeitenGuia Metafisica AfricanaEdward Rios100% (1)
- Infinite Stratos - Volume 3Dokument275 SeitenInfinite Stratos - Volume 3ShioshiNoch keine Bewertungen
- Step To IntermediateDokument10 SeitenStep To IntermediateCuchi IbañezNoch keine Bewertungen
- Doctor Who: Moonflesh ScriptDokument143 SeitenDoctor Who: Moonflesh ScriptPreston CooperNoch keine Bewertungen
- Project 4 - Intro - U1Dokument16 SeitenProject 4 - Intro - U1MC LifeNoch keine Bewertungen
- Mid Term TestDokument8 SeitenMid Term TestSheldon JapilNoch keine Bewertungen
- History of IronsDokument18 SeitenHistory of Ironsocok28Noch keine Bewertungen
- Delicate Crochet Blythe Dress Pattern PDFDokument4 SeitenDelicate Crochet Blythe Dress Pattern PDFDiana Romero VilaNoch keine Bewertungen
- TapestryDokument110 SeitenTapestryCorina Serbaneci100% (1)
- Simple Past Tense MadamDokument6 SeitenSimple Past Tense MadamMaria Camila Loaiza GomezNoch keine Bewertungen
- Activity at NITRA Technical CampusDokument18 SeitenActivity at NITRA Technical CampusNitraNtcNoch keine Bewertungen
- Tricks of The Masters - Will GoldstonDokument239 SeitenTricks of The Masters - Will GoldstonDavid Allan100% (2)
- TejidoDokument3 SeitenTejidoNadia LizbethNoch keine Bewertungen
- Promote Fall Clothes Line with Internet and Reality TV AdsDokument9 SeitenPromote Fall Clothes Line with Internet and Reality TV AdsShivanand MishraNoch keine Bewertungen
- School Diary 2018-19 PDFDokument208 SeitenSchool Diary 2018-19 PDFRakhi100% (1)
- Reading Tips TOEFLDokument34 SeitenReading Tips TOEFLFitri PuspasariNoch keine Bewertungen
- Tabel PPE NPFS - 70Dokument2 SeitenTabel PPE NPFS - 70Samuel Hendra SinagaNoch keine Bewertungen
- Heavy Duty Fabric Conveyor BeltsDokument12 SeitenHeavy Duty Fabric Conveyor BeltsEGS_1977Noch keine Bewertungen
- Swe InternDokument5 SeitenSwe Intern18UCOM049 CLSURYANoch keine Bewertungen
- Repositorio de Autorretrato en en La Historia Del ArteDokument107 SeitenRepositorio de Autorretrato en en La Historia Del ArteAlessandro RiveraNoch keine Bewertungen