Das könnte Ihnen auch gefallen
- Article - 1001191 Managing Fouling in Refinery PDFDokument13 SeitenArticle - 1001191 Managing Fouling in Refinery PDFDavid Diaz PadillaNoch keine Bewertungen
- Heat Exchangers Designing For Super-Critical Fluid ServiceDokument6 SeitenHeat Exchangers Designing For Super-Critical Fluid ServiceHsein WangNoch keine Bewertungen
- Column Hydraulics NotesDokument4 SeitenColumn Hydraulics NotessatishchemengNoch keine Bewertungen
- Mr. C.H.Park / Project Manager 03-May-06Dokument30 SeitenMr. C.H.Park / Project Manager 03-May-06Ali YassineNoch keine Bewertungen
- CHE 165A L11 - Heat Exchanger Design PDFDokument61 SeitenCHE 165A L11 - Heat Exchanger Design PDFLi ChNoch keine Bewertungen
- New - Lecture 2 Introduction To S&TDokument31 SeitenNew - Lecture 2 Introduction To S&TWael ElArinyNoch keine Bewertungen
- HRSG Understand The BasicsDokument14 SeitenHRSG Understand The BasicsMazen Darwish100% (1)
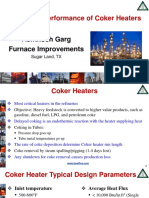
- AFRC - Improving Performance of Coker HeatersDokument29 SeitenAFRC - Improving Performance of Coker Heatersashutosh_garg_10Noch keine Bewertungen
- Webinar FAQ - Shell and Tube Heat ExchangersDokument8 SeitenWebinar FAQ - Shell and Tube Heat Exchangersrameshkarthik810Noch keine Bewertungen
- Prico Process PDFDokument13 SeitenPrico Process PDFcorkynhoNoch keine Bewertungen
- 03 Crude Unit DesignDokument88 Seiten03 Crude Unit DesignVĂN ĐOÀN HUYNoch keine Bewertungen
- 08 How To Select TemaDokument29 Seiten08 How To Select TemaJoan CordovaNoch keine Bewertungen
- Process Duty Specification For 01-Pk-051 Vacuum System: Ejectors CapacityDokument5 SeitenProcess Duty Specification For 01-Pk-051 Vacuum System: Ejectors CapacityvasudhaNoch keine Bewertungen
- 2nd Part of CalculationDokument26 Seiten2nd Part of CalculationLohith NatarajNoch keine Bewertungen
- Piping Design Articles by Robert Kern PDFDokument53 SeitenPiping Design Articles by Robert Kern PDFDiego IQ100% (1)
- 1000444Dokument5 Seiten1000444Semih ÖzsağıroğluNoch keine Bewertungen
- Inert Gas Generators: Design Practices Fired Heaters Subsection L Exxon EngineeringDokument5 SeitenInert Gas Generators: Design Practices Fired Heaters Subsection L Exxon EngineeringFRANKLIN REVILLANoch keine Bewertungen
- Vacuum Preflash TowersDokument32 SeitenVacuum Preflash TowersJayaprakash RattiNoch keine Bewertungen
- Fired Heaters - Fired Capital Equipment Key Plant ComponentsDokument4 SeitenFired Heaters - Fired Capital Equipment Key Plant ComponentsReyes SanchezNoch keine Bewertungen
- Vapour Compression For Propane-Propylene SplittersDokument3 SeitenVapour Compression For Propane-Propylene SplittersJohnNoch keine Bewertungen
- Characterization and Prediction of Water Droplet Size in Oil Water Flow - J Yao - MSDokument183 SeitenCharacterization and Prediction of Water Droplet Size in Oil Water Flow - J Yao - MSGianmarco Corticelli100% (1)
- Heat Transfer Equipment 2. Boiling and CondensingDokument20 SeitenHeat Transfer Equipment 2. Boiling and CondensingRicardo Franco ArboledaNoch keine Bewertungen
- E 106Dokument1 SeiteE 106Bith SMGNoch keine Bewertungen
- Incinerators: SectionDokument18 SeitenIncinerators: SectionFRANKLIN REVILLANoch keine Bewertungen
- UhdeDokument9 SeitenUhdeibkhiNoch keine Bewertungen
- 05 - 2 Heat Balance - Practice Problem - InstructorDokument31 Seiten05 - 2 Heat Balance - Practice Problem - Instructorsawitri diah ayu komala100% (2)
- Curves MLX-MLN 106-021Dokument2 SeitenCurves MLX-MLN 106-021Andres SanchezNoch keine Bewertungen
- Energy Systems Presentation MaterialDokument208 SeitenEnergy Systems Presentation MaterialLuis Enrique Leyva OvalleNoch keine Bewertungen
- Boilers & Thermal Fluid HeatersDokument53 SeitenBoilers & Thermal Fluid HeatersannasitNoch keine Bewertungen
- Steam DumpingDokument9 SeitenSteam DumpingsrinivasanNoch keine Bewertungen
- Air Coolers Excerpt From Rules of Thumb For Chemical EngineersDokument3 SeitenAir Coolers Excerpt From Rules of Thumb For Chemical Engineershalder_kalyan9216Noch keine Bewertungen
- Recirculation Model of Kettle ReboilerDokument11 SeitenRecirculation Model of Kettle ReboilerGreat AmpongNoch keine Bewertungen
- Design of ReboilersDokument24 SeitenDesign of ReboilersKrishanu SahaNoch keine Bewertungen
- Knovel Charts For Water & Steam, SI & English Units, 2006, Norwich, 26pgDokument26 SeitenKnovel Charts For Water & Steam, SI & English Units, 2006, Norwich, 26pgVlad ElenaNoch keine Bewertungen
- (510-C-002) PDS For Absorber I - R0Dokument14 Seiten(510-C-002) PDS For Absorber I - R0idilfitriNoch keine Bewertungen
- A An ND D Ffo Orr: Increase CapacityDokument7 SeitenA An ND D Ffo Orr: Increase CapacityLuis Enrique Leyva OvalleNoch keine Bewertungen
- AIChE 2018 Improving Catalytic Reformer Heaters Using Split Flow TechnologyDokument31 SeitenAIChE 2018 Improving Catalytic Reformer Heaters Using Split Flow Technologyashutosh_garg_10Noch keine Bewertungen
- DP08 TocDokument1 SeiteDP08 TocFRANKLIN REVILLANoch keine Bewertungen
- C:/Users/UDI/Job/PUSTEK E&T/PROJECT FOSTER/Air Cooler - Htri: 48 InchDokument1 SeiteC:/Users/UDI/Job/PUSTEK E&T/PROJECT FOSTER/Air Cooler - Htri: 48 InchFadhila Ahmad AnindriaNoch keine Bewertungen
- IFP Materials PDFDokument65 SeitenIFP Materials PDFProcess EngineerNoch keine Bewertungen
- Heat Exchangers - Course Content: Section 7 - Troubleshooting ProblemsDokument14 SeitenHeat Exchangers - Course Content: Section 7 - Troubleshooting ProblemsJorge Enciso AcuñaNoch keine Bewertungen
- HTFS Presentation 2Dokument57 SeitenHTFS Presentation 2Divyesh Patel100% (1)
- Bunner ControlDokument19 SeitenBunner ControlHai NguyenNoch keine Bewertungen
- Heat Transfer BasicsDokument23 SeitenHeat Transfer BasicsAshwin ChandaranaNoch keine Bewertungen
- Stepwise Simulation of Vacuum Transfer2Dokument7 SeitenStepwise Simulation of Vacuum Transfer2Hadis ShojaeiNoch keine Bewertungen
- Air CoolerDokument13 SeitenAir CoolerMina RemonNoch keine Bewertungen
- WSAC Alternative To CWDokument47 SeitenWSAC Alternative To CWweweqweqwNoch keine Bewertungen
- HP Improve Exchanger Operability and Efficiency Trough Tube Side EnchancementDokument3 SeitenHP Improve Exchanger Operability and Efficiency Trough Tube Side Enchancementaegean227Noch keine Bewertungen
- 3 Element Drum Level ControlDokument3 Seiten3 Element Drum Level ControlSriteja JosyulaNoch keine Bewertungen
- Characteristics of Thermosiphon Reboilers: Stephan Arneth, Johann StichlmairDokument7 SeitenCharacteristics of Thermosiphon Reboilers: Stephan Arneth, Johann StichlmairKiril AckovskiNoch keine Bewertungen
- PDE-EQS-3120-EC-00005 - 00 Technical Specification of Ammonia Flash VesselDokument9 SeitenPDE-EQS-3120-EC-00005 - 00 Technical Specification of Ammonia Flash Vesselhgag selimNoch keine Bewertungen
- Re Boilers 1Dokument16 SeitenRe Boilers 1mamtNoch keine Bewertungen
- Topsoe Sec Ref Cat RKS 2Dokument5 SeitenTopsoe Sec Ref Cat RKS 2Vo Duc Minh MinhNoch keine Bewertungen
- The Hot Bypass Pressure Control Rev. Agosto 2018Dokument12 SeitenThe Hot Bypass Pressure Control Rev. Agosto 2018luiz.henriqueNoch keine Bewertungen
- Modelling and Simulation of Steam Jet Ejectors PDFDokument8 SeitenModelling and Simulation of Steam Jet Ejectors PDFLucas RossiniNoch keine Bewertungen
- Vacuum CondenserDokument4 SeitenVacuum CondenserCecilia Tan0% (1)
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationVon EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNoch keine Bewertungen
- SCHFR - MAN THM 8s RangeDokument8 SeitenSCHFR - MAN THM 8s RangeHtet Myat SoeNoch keine Bewertungen
- CcOLD STARTUPDokument15 SeitenCcOLD STARTUPAnonymous ICKtnYvC100% (1)
- Presentation On Steam Turbine Operation by S ChandDokument36 SeitenPresentation On Steam Turbine Operation by S Chandsomyaranjan das100% (1)
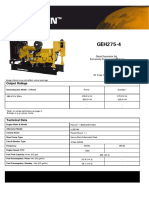
- Generator Datasheet C2500D5ADokument3 SeitenGenerator Datasheet C2500D5AQuang PhamNoch keine Bewertungen
- Technical Dairy: 1-Boiler and Auxillaries Main BoilerDokument59 SeitenTechnical Dairy: 1-Boiler and Auxillaries Main Boilersuleman247Noch keine Bewertungen
- Catalogo Compresor NuevoDokument119 SeitenCatalogo Compresor NuevoDAVE100% (2)
- Gail Investor PresentationDokument31 SeitenGail Investor Presentationsurya167Noch keine Bewertungen
- Service and Maintenance Manual: ModelDokument116 SeitenService and Maintenance Manual: ModelAdriano Alves SilvaNoch keine Bewertungen
- Ebrahim Soleimani: "Coning'' in Advanced Production Engineering Course As Course ProjectDokument2 SeitenEbrahim Soleimani: "Coning'' in Advanced Production Engineering Course As Course ProjectEbrahim SoleimaniNoch keine Bewertungen
- Prepared by Hasin Mussayab Ahmed, Lecturer, Dept of EEE, UU: Power Plant Engineering Lecture On Nuclear Power PlantDokument26 SeitenPrepared by Hasin Mussayab Ahmed, Lecturer, Dept of EEE, UU: Power Plant Engineering Lecture On Nuclear Power Plantহাসিন মুসাইয়্যাব আহমাদ পুণ্যNoch keine Bewertungen
- Artificial Lift DudeDokument145 SeitenArtificial Lift DudeA A Ichsan CrNoch keine Bewertungen
- Error Codes PDFDokument22 SeitenError Codes PDFcristian93% (15)
- Metallurgy: Two Chambered Forge BellowsDokument2 SeitenMetallurgy: Two Chambered Forge BellowsFIREREALM66Noch keine Bewertungen
- Daisy Ch-1 PDFDokument15 SeitenDaisy Ch-1 PDFMyo Zaw HeinNoch keine Bewertungen
- Assignment I - Module 3 (CHE320)Dokument2 SeitenAssignment I - Module 3 (CHE320)NelsonNoch keine Bewertungen
- Output Ratings: Diesel Generator Set Exclusively From Your Cat DealerDokument4 SeitenOutput Ratings: Diesel Generator Set Exclusively From Your Cat DealerOsvaldo Donoso TorresNoch keine Bewertungen
- Sewer Forced MainDokument32 SeitenSewer Forced MainsachingadageNoch keine Bewertungen
- BUDGET FY2012-13: AutomobilesDokument3 SeitenBUDGET FY2012-13: AutomobilesDhanush RaoNoch keine Bewertungen
- Final BookDokument479 SeitenFinal Bookmohamed352100% (1)
- SG500O OpenDokument2 SeitenSG500O OpenJulio SullaymeNoch keine Bewertungen
- Marafiq Risk Assessment 02Dokument5 SeitenMarafiq Risk Assessment 02Arshad Mahmood50% (2)
- 330M Komatzu PDFDokument824 Seiten330M Komatzu PDFEdin Raul Yalle RafaelNoch keine Bewertungen
- Murphy SystemDokument12 SeitenMurphy SystemWall FielmanNoch keine Bewertungen
- 3 2 2 0 Diploma Examination, 2010: 130. Petroleum Refinery EngineeringDokument2 Seiten3 2 2 0 Diploma Examination, 2010: 130. Petroleum Refinery EngineeringdhasdjNoch keine Bewertungen
- Ford Power Stroke and Navistar HEUI Injectors: DIPACO Parts Catalog ForDokument8 SeitenFord Power Stroke and Navistar HEUI Injectors: DIPACO Parts Catalog Formanuelmanrique100% (2)
- Check Valve - Re20378 - 2017-10Dokument8 SeitenCheck Valve - Re20378 - 2017-10Ajdin Herc AhmetovicNoch keine Bewertungen
- Two Stroke Hydrogen Engine 1Dokument4 SeitenTwo Stroke Hydrogen Engine 1mrhat1234Noch keine Bewertungen
- Amortecedores de Poliuretano - WampflerDokument6 SeitenAmortecedores de Poliuretano - WampflerrererererererererereNoch keine Bewertungen
- Fuel Supply System System in S.I EngineDokument47 SeitenFuel Supply System System in S.I EngineSanjay HedgeNoch keine Bewertungen
- Premier EnergyDokument1 SeitePremier Energyapi-26691121Noch keine Bewertungen
- Torque Converter C-300 OWI - Service ManualDokument12 SeitenTorque Converter C-300 OWI - Service Manualaldino020203100% (3)
- Peugeot 308Dokument11 SeitenPeugeot 308lokescNoch keine Bewertungen