Das könnte Ihnen auch gefallen
- Directions for Using Bottum's Patent Improved Universal Lathe Chucks and Improved Lathes for Turning and Finishing Every Description of Watch Pivots, Pinions, Staffs, EtcVon EverandDirections for Using Bottum's Patent Improved Universal Lathe Chucks and Improved Lathes for Turning and Finishing Every Description of Watch Pivots, Pinions, Staffs, EtcNoch keine Bewertungen
- Titanium DRILLINGDokument50 SeitenTitanium DRILLINGDome StoiNoch keine Bewertungen
- International Progress in Precision Engineering: Proceedings of the 7th International Precision Engineering Seminar, Kobe, Japan, May 1993Von EverandInternational Progress in Precision Engineering: Proceedings of the 7th International Precision Engineering Seminar, Kobe, Japan, May 1993Noch keine Bewertungen
- 90-1 Rotary Table GuideDokument5 Seiten90-1 Rotary Table GuidehdquanNoch keine Bewertungen
- Scale Models in Engineering: Fundamentals and ApplicationsVon EverandScale Models in Engineering: Fundamentals and ApplicationsNoch keine Bewertungen
- Four Facet Drill Grinding JigDokument20 SeitenFour Facet Drill Grinding Jigian_newNoch keine Bewertungen
- A Treatise on Staff Making and Pivoting: Containing Complete Directions for Making and Fitting New Staffs from the Raw MaterialVon EverandA Treatise on Staff Making and Pivoting: Containing Complete Directions for Making and Fitting New Staffs from the Raw MaterialNoch keine Bewertungen
- Pc. Tap and Die Set: Operator'S ManualDokument8 SeitenPc. Tap and Die Set: Operator'S Manualvirk_70Noch keine Bewertungen
- Christopher Jobson Clock RestorerDokument2 SeitenChristopher Jobson Clock RestorerTommy JobsonNoch keine Bewertungen
- C9 - GrindingDokument7 SeitenC9 - GrindingHans PinonNoch keine Bewertungen
- Workshop Manual: Department of Mechanical EngineeringDokument82 SeitenWorkshop Manual: Department of Mechanical Engineeringdoggie on streetNoch keine Bewertungen
- Geometry of Twist DrillDokument15 SeitenGeometry of Twist Drillbest4reverNoch keine Bewertungen
- Lathe Alignment: by Tubal CainDokument7 SeitenLathe Alignment: by Tubal CainmarkschooleyNoch keine Bewertungen
- Stacking Tool InstructionsDokument8 SeitenStacking Tool InstructionsSonia SantamaríaNoch keine Bewertungen
- Gun Drill Sharpening Fixture - LIT-079Dokument2 SeitenGun Drill Sharpening Fixture - LIT-079Ron Biggs100% (1)
- Catalogue Complet 2013 PDFDokument591 SeitenCatalogue Complet 2013 PDFvisibilart100% (1)
- Mechanics of Abrasion: Mineral PolishingDokument5 SeitenMechanics of Abrasion: Mineral PolishingThulasi RamNoch keine Bewertungen
- AFIADORA DE BROCAS - Manual de InstruçãoDokument8 SeitenAFIADORA DE BROCAS - Manual de InstruçãolccortesNoch keine Bewertungen
- Work Sharp Tool Sharpener WS2000Dokument31 SeitenWork Sharp Tool Sharpener WS2000ottuser100% (1)
- PPTs On Milling Cutters and Twist DrillDokument30 SeitenPPTs On Milling Cutters and Twist DrillTulsi ChouhanNoch keine Bewertungen
- Engraving Tools Catalog: Quality Cutting Tools and Resharpening Service For The Engraving and Sign Making IndustriesDokument8 SeitenEngraving Tools Catalog: Quality Cutting Tools and Resharpening Service For The Engraving and Sign Making IndustriesCristian FuentesNoch keine Bewertungen
- Tapping ChucksDokument14 SeitenTapping ChucksDHAMODHARANNoch keine Bewertungen
- Spanners and WrenchesDokument4 SeitenSpanners and WrenchesYounes BarakaNoch keine Bewertungen
- Micro Precision Grinding OperationDokument29 SeitenMicro Precision Grinding OperationAzmi MustafaNoch keine Bewertungen
- The Shape of The Cone of The Twist Drills Unit-2Dokument5 SeitenThe Shape of The Cone of The Twist Drills Unit-2Akesh KakarlaNoch keine Bewertungen
- Lathebeddesign00hornrich PDFDokument56 SeitenLathebeddesign00hornrich PDFLatika KashyapNoch keine Bewertungen
- G1975 - Instruction ManualDokument36 SeitenG1975 - Instruction ManualLeon GalindoNoch keine Bewertungen
- Pivot Replacement: ChecklistDokument7 SeitenPivot Replacement: Checklistottershaw57Noch keine Bewertungen
- Biax Electronic Scraper and AccessoriesDokument16 SeitenBiax Electronic Scraper and AccessoriesPaisaje Silencioso100% (1)
- Grinding Machine PDFDokument23 SeitenGrinding Machine PDFNagi NayakNoch keine Bewertungen
- Design of A Bearingless BLDC MotorDokument6 SeitenDesign of A Bearingless BLDC MotorTien Dung TranNoch keine Bewertungen
- Comparison MicoscopeDokument10 SeitenComparison MicoscopeSwati V NairNoch keine Bewertungen
- Lathe Accessories Price List: P/N Description WT Price P/N Description WT PriceDokument2 SeitenLathe Accessories Price List: P/N Description WT Price P/N Description WT PriceAnonymous hos8odNoch keine Bewertungen
- Grinding WheelsDokument26 SeitenGrinding Wheelsznovak77Noch keine Bewertungen
- ACESORIOScatalog PDFDokument80 SeitenACESORIOScatalog PDFlmelmelmeNoch keine Bewertungen
- Just Like Clockwork: A Clock Project ReportDokument8 SeitenJust Like Clockwork: A Clock Project Reportapi-421395581Noch keine Bewertungen
- DIN 69871 enDokument69 SeitenDIN 69871 enalphatoolsNoch keine Bewertungen
- Sherline Machine CatalogDokument48 SeitenSherline Machine CatalogBien MorfeNoch keine Bewertungen
- Fea Stress Analysis of Drill BitDokument40 SeitenFea Stress Analysis of Drill BitjagadeeshNoch keine Bewertungen
- Drills GeometryDokument64 SeitenDrills GeometryEden AbdulaNoch keine Bewertungen
- Ebook Tapping Away Guide To Tapping and Threading Xometry SuppliesDokument19 SeitenEbook Tapping Away Guide To Tapping and Threading Xometry SuppliesAli KhubbakhtNoch keine Bewertungen
- Lab. 4. Wet Mount PreparationDokument13 SeitenLab. 4. Wet Mount PreparationDiana MohamedNoch keine Bewertungen
- Olympus Microscope Maintenance Guide 2020Dokument12 SeitenOlympus Microscope Maintenance Guide 2020csc palakkuttyNoch keine Bewertungen
- Intellibox Basic Manual65060-01eDokument68 SeitenIntellibox Basic Manual65060-01eΝίκος ΜπούλιαρηςNoch keine Bewertungen
- GEARS FUNdaMENTALS of Design Topic 6 PDFDokument62 SeitenGEARS FUNdaMENTALS of Design Topic 6 PDFCristina Andreea CrissyNoch keine Bewertungen
- How To Use Micrometer On Microscopes: Biology 1Dokument7 SeitenHow To Use Micrometer On Microscopes: Biology 1Rakeesh VeeraNoch keine Bewertungen
- The Indexing or Dividing HeadDokument55 SeitenThe Indexing or Dividing HeadShrinivas BhatNoch keine Bewertungen
- Inverted MicroscopeDokument7 SeitenInverted MicroscopeRudra MouryaNoch keine Bewertungen
- Wifi Digital Microscope User's ManualDokument39 SeitenWifi Digital Microscope User's ManualAgus Salim DarmaNoch keine Bewertungen
- Cowells Manuals PDFDokument16 SeitenCowells Manuals PDFpedjaNoch keine Bewertungen
- SherlineDokument48 SeitenSherlinejairomarcanoNoch keine Bewertungen
- Drill Grinding With The PP-U3 Grinder Copy of The Deckel SO GrinderDokument14 SeitenDrill Grinding With The PP-U3 Grinder Copy of The Deckel SO GrinderAndy L100% (1)
- General Metal Sheet Metal Work Hand Pump Maintenance 1990 PDFDokument184 SeitenGeneral Metal Sheet Metal Work Hand Pump Maintenance 1990 PDFluisimtzNoch keine Bewertungen
- Group: Preparations of Microscope SlidesDokument16 SeitenGroup: Preparations of Microscope SlidesNova Jane EdradNoch keine Bewertungen
- Turning A Precision WasherDokument7 SeitenTurning A Precision WasherkokiskoNoch keine Bewertungen
- WErbsen CourseworkDokument562 SeitenWErbsen CourseworkRoberto Alexis Rodríguez TorresNoch keine Bewertungen
- Layout ToolsDokument20 SeitenLayout ToolsmarlitoNoch keine Bewertungen
- Workshop Technology Eim 118 Module 2: Hand Tools: Dzanya M.TDokument18 SeitenWorkshop Technology Eim 118 Module 2: Hand Tools: Dzanya M.TBriaydon TawandaNoch keine Bewertungen
- Fitting Workshop ReportDokument17 SeitenFitting Workshop ReportAkshay kumarNoch keine Bewertungen
- The Bench Work Tools, Uses and ProcessesDokument11 SeitenThe Bench Work Tools, Uses and Processesdockanye3Noch keine Bewertungen
- 16 MarksDokument3 Seiten16 MarksAravind PhoenixNoch keine Bewertungen
- Form Welding Summary and Material Traceability Record - Piping TuhupDokument6 SeitenForm Welding Summary and Material Traceability Record - Piping TuhupYuwantoniAlNoch keine Bewertungen
- History of LOOMS: Nurunnabi Lecturer National Institute of Textile Engineering & ResearchDokument28 SeitenHistory of LOOMS: Nurunnabi Lecturer National Institute of Textile Engineering & ResearchShanto MaloNoch keine Bewertungen
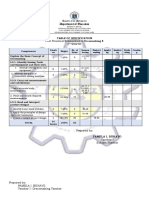
- TOS Dressmaking8 With 1st Periodical ExamDokument5 SeitenTOS Dressmaking8 With 1st Periodical ExamPAMELA BUHAYO100% (1)
- Book 1Dokument2 SeitenBook 1Raghuraj SrinivasanNoch keine Bewertungen
- MFG Drawing: Third Angle ProjectionDokument2 SeitenMFG Drawing: Third Angle ProjectionRodrigo RomeroNoch keine Bewertungen
- Ikat LessonDokument22 SeitenIkat LessonMonaliNoch keine Bewertungen
- Goose POL: Crochet PatternDokument20 SeitenGoose POL: Crochet PatternKaren Viviana Espinosa Coral88% (17)
- Carbon Alloy SteelDokument2 SeitenCarbon Alloy SteelDeepak HoleNoch keine Bewertungen
- Squid Crochet PatternDokument5 SeitenSquid Crochet PatternDauri Park100% (1)
- K - To - 12 - Handicrafts - Learning - Module 1Dokument79 SeitenK - To - 12 - Handicrafts - Learning - Module 1babita serra100% (1)
- Kenmore 1203 Sewing Machine Instruction ManualDokument34 SeitenKenmore 1203 Sewing Machine Instruction ManualiliiexpugnansNoch keine Bewertungen
- Casting Notes MechanicalDokument21 SeitenCasting Notes MechanicalKharbal AkashNoch keine Bewertungen
- Drums, Lanterns, Conical Hat, Marble, Paintings, Silk, Lacquerware, PotteryDokument3 SeitenDrums, Lanterns, Conical Hat, Marble, Paintings, Silk, Lacquerware, Potterykhong co ten KhongNoch keine Bewertungen
- Candy DollDokument11 SeitenCandy DollDaniela Franco100% (5)
- Jigs and Fixtures Design PTB41002: Cost Calculation Raja Aziz Raja Ma'arofDokument18 SeitenJigs and Fixtures Design PTB41002: Cost Calculation Raja Aziz Raja Ma'arofazizmaarof100% (5)
- Fox CreateDokument7 SeitenFox Createregenyek80% (5)
- Tutorial 1 - Getting Started With The CncSimulator Pro - CncSimulator BlogDokument7 SeitenTutorial 1 - Getting Started With The CncSimulator Pro - CncSimulator BlogJas MinNoch keine Bewertungen
- Common Seam Quality DefectsDokument6 SeitenCommon Seam Quality Defectskernchia100% (2)
- Crochet Lullaby BlanketDokument1 SeiteCrochet Lullaby BlanketandiscrbdNoch keine Bewertungen
- Set DesignDokument11 SeitenSet DesignJeffrey DietzlerNoch keine Bewertungen
- FORGING - Queen of The Rosary Secondary School, NsukkaDokument3 SeitenFORGING - Queen of The Rosary Secondary School, NsukkaSalaudeen KunleNoch keine Bewertungen
- Thread Rolling SystemsDokument16 SeitenThread Rolling SystemsAYOUB SOUIEDNoch keine Bewertungen
- History of CraftDokument7 SeitenHistory of Crafthimanshi dabasNoch keine Bewertungen
- Monkey Sarah KeenDokument11 SeitenMonkey Sarah Keentera327100% (2)
- 1 - Sewing ToolsDokument3 Seiten1 - Sewing ToolsWalip MubinNoch keine Bewertungen
- Grinch GnomeDokument7 SeitenGrinch GnomeRomeysa HyNoch keine Bewertungen
- CO2 Molding ProcessDokument13 SeitenCO2 Molding Processthodeti babuNoch keine Bewertungen
- Lathe Machine: Parts and Fucntions 1. HeadstockDokument4 SeitenLathe Machine: Parts and Fucntions 1. HeadstockNowellNoch keine Bewertungen
- Shaper and Types of Shaper MachinesDokument26 SeitenShaper and Types of Shaper MachinesAli ArsalanNoch keine Bewertungen