Das könnte Ihnen auch gefallen
- Design of Welded StructuresDokument842 SeitenDesign of Welded StructuresRancor8297% (39)
- Hydraulic & Pneumatic SymbolsDokument28 SeitenHydraulic & Pneumatic Symbolsjoydeep86% (7)
- Rotating Equipment Chapter 3 PumpsDokument125 SeitenRotating Equipment Chapter 3 PumpsMamdouhAlhanafy100% (3)
- @practical Guide To Electrical Grounding, 1st Edition, 1999Dokument131 Seiten@practical Guide To Electrical Grounding, 1st Edition, 1999cyong7788100% (15)
- Problems in PumpsDokument15 SeitenProblems in PumpsJap Ibe100% (1)
- Brakes & ClutchesDokument52 SeitenBrakes & ClutchesponcatoeraNoch keine Bewertungen
- Experiment No. 5 Centrifugal FanDokument20 SeitenExperiment No. 5 Centrifugal FanAli Requiso Mahmud0% (1)
- ClutchesDokument14 SeitenClutchesCllyan ReyesNoch keine Bewertungen
- Well Control Manual PDFDokument414 SeitenWell Control Manual PDFHosni Ben MansourNoch keine Bewertungen
- Well Control Manual PDFDokument414 SeitenWell Control Manual PDFHosni Ben MansourNoch keine Bewertungen
- Dictionary For The Petroleum Industry.Dokument242 SeitenDictionary For The Petroleum Industry.Clarissa100% (5)
- Fema Wood Gas GeneratorDokument90 SeitenFema Wood Gas Generatorrussh49Noch keine Bewertungen
- Positive Displacement Vs Centrifugal PumpDokument11 SeitenPositive Displacement Vs Centrifugal PumpArslan BhattiNoch keine Bewertungen
- FLUENT Tutorial 3 - Unsteady Flow Over A CylinderDokument34 SeitenFLUENT Tutorial 3 - Unsteady Flow Over A CylinderMuhammad ShujanNoch keine Bewertungen
- 01 - Introduction To Reservoir ManagementDokument23 Seiten01 - Introduction To Reservoir ManagementHosni Ben Mansour100% (1)
- External Static Pressure CalculationDokument2 SeitenExternal Static Pressure Calculationanwerquadri83% (12)
- Welding Science and Technology by MD Ibrahim KhanDokument289 SeitenWelding Science and Technology by MD Ibrahim Khanabidaliabid1Noch keine Bewertungen
- The Role of Drag Prediction in Combat Aircraft Design and DevelopmentDokument6 SeitenThe Role of Drag Prediction in Combat Aircraft Design and DevelopmentLeiser HartbeckNoch keine Bewertungen
- Chain Drives New2Dokument49 SeitenChain Drives New2Adam Zulkiflee100% (1)
- Rotodynamic PumpsDokument537 SeitenRotodynamic Pumpsadelnaftec100% (10)
- Rotodynamic PumpsDokument537 SeitenRotodynamic Pumpsadelnaftec100% (10)
- 05 - Fluids Characterization & Sampling - 201102Dokument26 Seiten05 - Fluids Characterization & Sampling - 201102Hosni Ben MansourNoch keine Bewertungen
- Kaplan Turbine Laboratory ReportDokument4 SeitenKaplan Turbine Laboratory ReportMichael AdrianNoch keine Bewertungen
- How to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesVon EverandHow to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesBewertung: 5 von 5 Sternen5/5 (1)
- Set Up Drawing in AutoCAD 2010Dokument17 SeitenSet Up Drawing in AutoCAD 2010poetmbaNoch keine Bewertungen
- Set Up Drawing in AutoCAD 2010Dokument17 SeitenSet Up Drawing in AutoCAD 2010poetmbaNoch keine Bewertungen
- AutoCAD P&ID 2010 Getting - StartedDokument114 SeitenAutoCAD P&ID 2010 Getting - StartedJanuar RahmatNoch keine Bewertungen
- Control Valve SelectionDokument180 SeitenControl Valve SelectionIbrahim NaseerNoch keine Bewertungen
- 06 Well Testing 201102Dokument27 Seiten06 Well Testing 201102Hosni Ben Mansour100% (2)
- Problems On Hydraulic TurbineDokument8 SeitenProblems On Hydraulic TurbinePedro Henrique Augusto MotaNoch keine Bewertungen
- Md-14 Belt and Chain DrivesDokument8 SeitenMd-14 Belt and Chain DrivesRemartin MaglantayNoch keine Bewertungen
- Gear PrimeDokument7 SeitenGear PrimeEjNoch keine Bewertungen
- Rotary Seal Design GuideDokument434 SeitenRotary Seal Design GuideBhargav Suvagiya100% (3)
- Solid Works, Piping, Training ManualDokument90 SeitenSolid Works, Piping, Training ManualPio Rodolfo Pinto ReinosoNoch keine Bewertungen
- Module 1 - Fluid MachineryDokument4 SeitenModule 1 - Fluid MachineryMark Renbel ParanNoch keine Bewertungen
- Electric Motor Controls TutorialDokument24 SeitenElectric Motor Controls Tutorialvijai daniel100% (4)
- Electric Motor Controls TutorialDokument24 SeitenElectric Motor Controls Tutorialvijai daniel100% (4)
- Fluid Machinery - Centrifugal PumpsDokument33 SeitenFluid Machinery - Centrifugal PumpsDaniel Paul67% (3)
- Biomass Downdraft Gasifier Engine SystemsDokument148 SeitenBiomass Downdraft Gasifier Engine Systemssounds4uniqueNoch keine Bewertungen
- Mechanism Design: Quick Return, Timing ChartsDokument6 SeitenMechanism Design: Quick Return, Timing ChartsAsim AshrafNoch keine Bewertungen
- Sheldon - S File 3Dokument7 SeitenSheldon - S File 3Prince Leonard R. VergaraNoch keine Bewertungen
- Introduction To PumpsDokument33 SeitenIntroduction To PumpsArgie CayabyabNoch keine Bewertungen
- Batch 3 MCQ (Valve and Rocker Arm)Dokument4 SeitenBatch 3 MCQ (Valve and Rocker Arm)Hemanth SidharthaNoch keine Bewertungen
- Brakes and ClutchesDokument20 SeitenBrakes and ClutchesHuzaifa YousafNoch keine Bewertungen
- Performance Test of A Non-Positive Displacement PumpDokument7 SeitenPerformance Test of A Non-Positive Displacement PumpBOSS BabyNoch keine Bewertungen
- Machine Design Exam QuestionsDokument5 SeitenMachine Design Exam QuestionsSYBRELLE CRUZNoch keine Bewertungen
- Assignment No. 1 in PpeDokument3 SeitenAssignment No. 1 in PpeJenny Mae PomedaNoch keine Bewertungen
- Cams PDFDokument16 SeitenCams PDFJhed PabloNoch keine Bewertungen
- A. Flat Belt & Pulleys: Unit I Design of Transmission Systems For Flexible ElementsDokument3 SeitenA. Flat Belt & Pulleys: Unit I Design of Transmission Systems For Flexible ElementsVijaya Prabhu KumarasamyNoch keine Bewertungen
- Fluid Machine ProblemsDokument2 SeitenFluid Machine ProblemsFuji0% (1)
- FINAL-MANUSCRIPT-test RigDokument34 SeitenFINAL-MANUSCRIPT-test RigMarc Danielle G Josue IINoch keine Bewertungen
- Machine Design14Dokument101 SeitenMachine Design14Jm Beja100% (1)
- Module 3 Gears - ClassificationDokument19 SeitenModule 3 Gears - ClassificationBilly JhunNoch keine Bewertungen
- Bevel Gears: Gear DrivesDokument11 SeitenBevel Gears: Gear DrivesNeil RubsNoch keine Bewertungen
- Experiment 3 Hydraulics Loading Door Silo StorageDokument9 SeitenExperiment 3 Hydraulics Loading Door Silo Storagemon patrick pradoNoch keine Bewertungen
- Experiment No. 2 Performance Test of Rotary Pump: GradeDokument26 SeitenExperiment No. 2 Performance Test of Rotary Pump: GradeAli Requiso MahmudNoch keine Bewertungen
- Online Lab - Me Lab1 Expt 2 Area MeasurementDokument8 SeitenOnline Lab - Me Lab1 Expt 2 Area MeasurementDessa GuditoNoch keine Bewertungen
- Fans and Blowers Performance GuideDokument2 SeitenFans and Blowers Performance GuideNeil RubsNoch keine Bewertungen
- 2.0 Band Brake Example ProblemsDokument10 Seiten2.0 Band Brake Example Problemsmanalo.jonmeloNoch keine Bewertungen
- Me 313b Fluid Machineries Module Week 10 13 PDF FreeDokument60 SeitenMe 313b Fluid Machineries Module Week 10 13 PDF FreeChris TopherNoch keine Bewertungen
- Fans and Blowers Practice ProblemsDokument2 SeitenFans and Blowers Practice ProblemsFour AyesNoch keine Bewertungen
- Educspace - Pumps - Problems SetDokument3 SeitenEducspace - Pumps - Problems SetMatthew John SyNoch keine Bewertungen
- Electropneumatics - Relay Control SystemDokument35 SeitenElectropneumatics - Relay Control SystemFairos ZakariahNoch keine Bewertungen
- Machine Design 2 Final Exam QuestionsDokument2 SeitenMachine Design 2 Final Exam QuestionsAyuguNoch keine Bewertungen
- HW 1 2Q1314 QuestionaireDokument1 SeiteHW 1 2Q1314 QuestionairejenninajubanNoch keine Bewertungen
- Solved: A Journal Bearing Has A Shaft Diameter of 75.00 MM With... - PDFDokument6 SeitenSolved: A Journal Bearing Has A Shaft Diameter of 75.00 MM With... - PDFAlberto Icazatti100% (2)
- Stepped PulleyDokument4 SeitenStepped PulleyKram YnarNoch keine Bewertungen
- Helical Spring ComputationDokument13 SeitenHelical Spring ComputationEdmil Jhon AriquezNoch keine Bewertungen
- Diesel Power Plant With Tons of IceDokument124 SeitenDiesel Power Plant With Tons of IceMycky VillanuevaNoch keine Bewertungen
- Plate 1, 2 3 No AnsDokument4 SeitenPlate 1, 2 3 No AnsRika MaeNoch keine Bewertungen
- Belt Drive Design and CalculationsDokument13 SeitenBelt Drive Design and CalculationsCllyan ReyesNoch keine Bewertungen
- Clutches, Brakes and FlywheelsDokument23 SeitenClutches, Brakes and FlywheelsNauman KhanNoch keine Bewertungen
- MAGATDokument1 SeiteMAGATReden LopezNoch keine Bewertungen
- Kaplan and Pelton QuestionsDokument13 SeitenKaplan and Pelton Questionstixy2013Noch keine Bewertungen
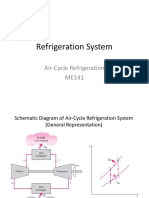
- Refrigeration SystemDokument17 SeitenRefrigeration SystemTorque123Noch keine Bewertungen
- Sample Problems in Aircon1Dokument1 SeiteSample Problems in Aircon1ErwinNoch keine Bewertungen
- ME198D Design ElemetsDokument2 SeitenME198D Design ElemetsChloe OlazoNoch keine Bewertungen
- BASIC GEAR TERMINOLOGY AND CALCULATION EXPLAINEDDokument14 SeitenBASIC GEAR TERMINOLOGY AND CALCULATION EXPLAINEDAnimesh ManiNoch keine Bewertungen
- SET A With Answer Key Quiz 2 Fluid Machineries (Prof. Enh. 2)Dokument4 SeitenSET A With Answer Key Quiz 2 Fluid Machineries (Prof. Enh. 2)Famela Gad100% (1)
- PumpsDokument19 SeitenPumpsDerek YuNoch keine Bewertungen
- Positive Displacement Pumps Useful Information OnDokument8 SeitenPositive Displacement Pumps Useful Information OnMichael HailuNoch keine Bewertungen
- Navy Pumps ExplainedDokument4 SeitenNavy Pumps ExplainedSynesiusNoch keine Bewertungen
- Centrifugal Vs Positive Displacement Pump Differences Between A Centrifugal Pump and A Positive DisplDokument5 SeitenCentrifugal Vs Positive Displacement Pump Differences Between A Centrifugal Pump and A Positive DisplJHONY TEODORO ALBORNOZ DIONICIONoch keine Bewertungen
- Positive Displacement Vs Centrifugal PumpsDokument18 SeitenPositive Displacement Vs Centrifugal PumpsRavindra AngalNoch keine Bewertungen
- Understanding the Key Differences Between Dynamic and Positive Displacement PumpsDokument25 SeitenUnderstanding the Key Differences Between Dynamic and Positive Displacement Pumpsreneil llegueNoch keine Bewertungen
- Useful Information On Positive Displacement Pumps: 3wiseDokument1 SeiteUseful Information On Positive Displacement Pumps: 3wisehumaNoch keine Bewertungen
- Pipe Fittings and PumpsDokument31 SeitenPipe Fittings and PumpsAkif CengizNoch keine Bewertungen
- 4219Dokument5 Seiten4219Hosni Ben MansourNoch keine Bewertungen
- EHB en 4 Codes and Standards PlannedDokument1 SeiteEHB en 4 Codes and Standards PlannedHosni Ben MansourNoch keine Bewertungen
- EHB en 2 Design FundamentalsDokument30 SeitenEHB en 2 Design FundamentalsHosni Ben MansourNoch keine Bewertungen
- EHB en 5 Function Setting and Tightness PlannedDokument1 SeiteEHB en 5 Function Setting and Tightness PlannedHosni Ben MansourNoch keine Bewertungen
- EHB en 0-IntroductionDokument0 SeitenEHB en 0-IntroductionAquos78Noch keine Bewertungen
- EHB en 1 History and Basic FunctionDokument9 SeitenEHB en 1 History and Basic Functionhosni2Noch keine Bewertungen
- 2.2.1 Motor Starters...Dokument22 Seiten2.2.1 Motor Starters...Hosni Ben MansourNoch keine Bewertungen
- Hydraulic SymbolsDokument1 SeiteHydraulic Symbolsshaken56Noch keine Bewertungen
- Wind Load ExcelDokument30 SeitenWind Load Excelkim suarezNoch keine Bewertungen
- MIT-EL-80-017-09574615 Steam Bubble Collapse Water Hammer and Piping Network Response Volume 1 PDFDokument51 SeitenMIT-EL-80-017-09574615 Steam Bubble Collapse Water Hammer and Piping Network Response Volume 1 PDFhamadaniNoch keine Bewertungen
- Euler Equation PDFDokument2 SeitenEuler Equation PDFAlexandriaNoch keine Bewertungen
- Catalogo Valvole e Blocchi 2017 en WebDokument117 SeitenCatalogo Valvole e Blocchi 2017 en WebWilson CanoNoch keine Bewertungen
- Ocf by Badal SirDokument30 SeitenOcf by Badal Sirmotupjshahcr7Noch keine Bewertungen
- Perhitungan Killing Fluid & Pemompaan: Sepuluh (10) Potensi Bahaya (Hazard) Di Area KerjaDokument4 SeitenPerhitungan Killing Fluid & Pemompaan: Sepuluh (10) Potensi Bahaya (Hazard) Di Area KerjaAbdul MuqtadirNoch keine Bewertungen
- CHEMCAD Solids Modeling: Define, Electrolytes, AnalogDokument4 SeitenCHEMCAD Solids Modeling: Define, Electrolytes, Analogpetrol1111111111Noch keine Bewertungen
- Principle of ConvectionDokument37 SeitenPrinciple of ConvectionNOR HIDAWATI ELIASNoch keine Bewertungen
- T.E Chemical PDFDokument40 SeitenT.E Chemical PDFAxone EstradaNoch keine Bewertungen
- IITM Pune Atmospheric SciencesDokument20 SeitenIITM Pune Atmospheric SciencesMd CassimNoch keine Bewertungen
- ASAT - Volume 15 - Issue AEROSPACE SCIENCES & AVIATION TECHNOLOGY, ASAT - 15 &ndash May 28 - 30, 2013 - Pages 1-12 PDFDokument12 SeitenASAT - Volume 15 - Issue AEROSPACE SCIENCES & AVIATION TECHNOLOGY, ASAT - 15 &ndash May 28 - 30, 2013 - Pages 1-12 PDFTarik Hassan ElsonniNoch keine Bewertungen
- Process Screen Basket Filter Technical SpecificationsDokument8 SeitenProcess Screen Basket Filter Technical SpecificationsmishraenggNoch keine Bewertungen
- Residential plumbing system diagramDokument1 SeiteResidential plumbing system diagramBdSulianoNoch keine Bewertungen
- Lecture Notes Chapter 4 PDFDokument50 SeitenLecture Notes Chapter 4 PDFHui ShanNoch keine Bewertungen
- Gating System Design for Defect-Free CastingsDokument7 SeitenGating System Design for Defect-Free CastingsNemani Raghu0% (1)
- Tutorial 1-13 PDFDokument27 SeitenTutorial 1-13 PDFPavanNoch keine Bewertungen
- (Hydraulic Pneumatic) Quiz #2Dokument3 Seiten(Hydraulic Pneumatic) Quiz #2Muhammad AtifNoch keine Bewertungen
- Pipe Friction Apparatus LabDokument11 SeitenPipe Friction Apparatus LabAmoluck BhatiaNoch keine Bewertungen
- Turbulence in Pipes: The Moody Diagram and Computing PowerDokument57 SeitenTurbulence in Pipes: The Moody Diagram and Computing PowerStanislav SviderekNoch keine Bewertungen
- SPE /IADC 85333 Cantilever Drilling - Ushering A New Genre of DrillingDokument6 SeitenSPE /IADC 85333 Cantilever Drilling - Ushering A New Genre of DrillingJohnSmithNoch keine Bewertungen
- D07012 EID Parry Vendor ListDokument2 SeitenD07012 EID Parry Vendor ListNegama ThullahNoch keine Bewertungen
- A Combined Experimental and Numerical Analysis of The Wake Structure and Performance of A H-Shaped Darrieus Wind TurbineDokument8 SeitenA Combined Experimental and Numerical Analysis of The Wake Structure and Performance of A H-Shaped Darrieus Wind TurbineMostafa RashedNoch keine Bewertungen
- Simulation of mass transfer across moving dropletsDokument13 SeitenSimulation of mass transfer across moving dropletsFoamboom SatjaritanunNoch keine Bewertungen
- Surface Pressure Distribution Test DataDokument3 SeitenSurface Pressure Distribution Test DataIbrahim KaleelNoch keine Bewertungen