Das könnte Ihnen auch gefallen
- A Brief Review On Micromachining of MaterialsDokument6 SeitenA Brief Review On Micromachining of Materialsprasanth kNoch keine Bewertungen
- A Brief Review On Micromachining of MaterialsDokument5 SeitenA Brief Review On Micromachining of MaterialsGeoffrey ArmstrongNoch keine Bewertungen
- Usmi 2Dokument9 SeitenUsmi 2Ismail Ibn BehailuNoch keine Bewertungen
- Flank Wear + Surface RoughnessDokument16 SeitenFlank Wear + Surface Roughnessfirdauz 97Noch keine Bewertungen
- 1Dokument20 Seiten1Dedy SyahPutraNoch keine Bewertungen
- Micro Milling Review PaperDokument4 SeitenMicro Milling Review PaperAnushree VinuNoch keine Bewertungen
- EScholarship 51r6b592Dokument10 SeitenEScholarship 51r6b592patilsspNoch keine Bewertungen
- Escholarship UC Item 7hd8r1ftDokument26 SeitenEscholarship UC Item 7hd8r1ftAvadhoot RajurkarNoch keine Bewertungen
- Optimization of Micro Milling of Hardened SteelDokument12 SeitenOptimization of Micro Milling of Hardened SteelLincoln BrandãoNoch keine Bewertungen
- Micro Milling of Metallic Materials - A Brief: Pedro Cardoso João Paulo DavimDokument7 SeitenMicro Milling of Metallic Materials - A Brief: Pedro Cardoso João Paulo DavimpurgeNoch keine Bewertungen
- Micromachining of MetalsDokument12 SeitenMicromachining of Metalsram jrpsNoch keine Bewertungen
- 1 s2.0 S0007850607602005 MainDokument25 Seiten1 s2.0 S0007850607602005 MainM Vamshi KrrishnaNoch keine Bewertungen
- Ijetae 0212 07Dokument7 SeitenIjetae 0212 07Paul GambleNoch keine Bewertungen
- The Role of Powder Layer Thickness On The Quality ofDokument8 SeitenThe Role of Powder Layer Thickness On The Quality ofAbdul KhaladNoch keine Bewertungen
- Investigation of Tool Life in Al / Sic Composite Material With Ultrasonic Waves MachiningDokument8 SeitenInvestigation of Tool Life in Al / Sic Composite Material With Ultrasonic Waves MachiningTJPRC PublicationsNoch keine Bewertungen
- FEA and Wear Rate Analysis of Nano Coated HSS Tools For Industrial ApplicationDokument6 SeitenFEA and Wear Rate Analysis of Nano Coated HSS Tools For Industrial ApplicationpawanrajNoch keine Bewertungen
- Micro MillingDokument38 SeitenMicro MillingBhushan ChhatreNoch keine Bewertungen
- Size Effect and Tool Geometry in Micromilling of Tool Steel 1581696457103 PDFDokument6 SeitenSize Effect and Tool Geometry in Micromilling of Tool Steel 1581696457103 PDFAbhijiNoch keine Bewertungen
- Effect of Work Material Hardness and Machining Parameters On Burr-Formation and Surface Finish in Micro-Milling of AISI D2 SteelDokument6 SeitenEffect of Work Material Hardness and Machining Parameters On Burr-Formation and Surface Finish in Micro-Milling of AISI D2 SteelVinay PaulNoch keine Bewertungen
- Research Paper 2Dokument12 SeitenResearch Paper 2Muzammil KhwajaNoch keine Bewertungen
- Machinability Study of Steels in Precision OrthogoDokument8 SeitenMachinability Study of Steels in Precision OrthogoAnis dakhlaouiNoch keine Bewertungen
- Drilling of Hardened Steel With Minimal Quantity of LubricantDokument6 SeitenDrilling of Hardened Steel With Minimal Quantity of LubricantDiego C. CalzaNoch keine Bewertungen
- MicroMachiningTechAssessment 0209 TECHDokument239 SeitenMicroMachiningTechAssessment 0209 TECHds_srinivasNoch keine Bewertungen
- Nano Atomic Bit ProcessingDokument296 SeitenNano Atomic Bit ProcessingtrineshNoch keine Bewertungen
- The Use of CAD Applications in The Design of ShredDokument8 SeitenThe Use of CAD Applications in The Design of ShredLOUKILNoch keine Bewertungen
- Observation of Tool Life of Micro End Mills: Blair Martin, Justin Morrow, Patrick Heaney, and Frank E. PfefferkornDokument7 SeitenObservation of Tool Life of Micro End Mills: Blair Martin, Justin Morrow, Patrick Heaney, and Frank E. PfefferkornDejan JovanovicNoch keine Bewertungen
- 2006 Micromilling Material Microstructure Effects Jem 683 Part B PDFDokument9 Seiten2006 Micromilling Material Microstructure Effects Jem 683 Part B PDFgande10Noch keine Bewertungen
- 2006 Micromilling Material Microstructure Effects Jem 683 Part B PDFDokument9 Seiten2006 Micromilling Material Microstructure Effects Jem 683 Part B PDFgande10Noch keine Bewertungen
- Schneider2019 Article SustainabilityInUltraPrecisionDokument10 SeitenSchneider2019 Article SustainabilityInUltraPrecisionMOHAN KUMARNoch keine Bewertungen
- Recent Advances CopentvmKeynote KPRDokument10 SeitenRecent Advances CopentvmKeynote KPRSuvin PsNoch keine Bewertungen
- NMCOE4054ijarseDokument5 SeitenNMCOE4054ijarseUsman AhmadNoch keine Bewertungen
- Wear Analysis of Multi Point Milling Cutter Using FEA: Vikas Patidar, Prof. Kamlesh Gangrade, Dr. Suman SharmaDokument8 SeitenWear Analysis of Multi Point Milling Cutter Using FEA: Vikas Patidar, Prof. Kamlesh Gangrade, Dr. Suman SharmaAravindkumarNoch keine Bewertungen
- A Mathematical Modeling To PredictDokument12 SeitenA Mathematical Modeling To PredictRihabChommakhNoch keine Bewertungen
- Domínguez-Rodríguez2018 Article AnAssessmentOfTheEffectOfPrintDokument11 SeitenDomínguez-Rodríguez2018 Article AnAssessmentOfTheEffectOfPrintdavid friasNoch keine Bewertungen
- Development of A Pantograph Based Micro Machine For Nano ScratchingDokument9 SeitenDevelopment of A Pantograph Based Micro Machine For Nano ScratchingSoumen MandalNoch keine Bewertungen
- Materials: 2D Finite Element Modeling of The Cutting Force in Peripheral Milling of Cellular MetalsDokument15 SeitenMaterials: 2D Finite Element Modeling of The Cutting Force in Peripheral Milling of Cellular MetalsOmar RabehNoch keine Bewertungen
- Surface Roughness Analysis in Milling Machining Using Design of ExperimentDokument9 SeitenSurface Roughness Analysis in Milling Machining Using Design of Experiment21P410 - VARUN MNoch keine Bewertungen
- Experimental Evaluation and Modeling Analysis of Micromilling of Hardened H13 Tool SteelsDokument11 SeitenExperimental Evaluation and Modeling Analysis of Micromilling of Hardened H13 Tool SteelsBABY0319Noch keine Bewertungen
- InTech-Mechanical Micromachining by Drilling Milling and SlottingDokument25 SeitenInTech-Mechanical Micromachining by Drilling Milling and Slottingbalabmk9228Noch keine Bewertungen
- Advances in Micro Cutting Tool Design and Fabrication: International Journal of Extreme ManufacturingDokument30 SeitenAdvances in Micro Cutting Tool Design and Fabrication: International Journal of Extreme Manufacturingarvind kumarNoch keine Bewertungen
- Materials Today: Proceedings: Sarayut Ngerntong, Suthep ButdeeDokument6 SeitenMaterials Today: Proceedings: Sarayut Ngerntong, Suthep ButdeeJuan Pratama AnandikaNoch keine Bewertungen
- Fracture Toughness of ABS AdditivelDokument10 SeitenFracture Toughness of ABS AdditivelsvfNoch keine Bewertungen
- Prediction of Cutting Force and Tool Deflection in Micro Flat End MillingDokument4 SeitenPrediction of Cutting Force and Tool Deflection in Micro Flat End MillingM Vamshi KrrishnaNoch keine Bewertungen
- Experimental Investigation of Tool Life and Surface Roughness During CNC Turning Using Single Point Cutting ToolDokument7 SeitenExperimental Investigation of Tool Life and Surface Roughness During CNC Turning Using Single Point Cutting ToolIJRASETPublicationsNoch keine Bewertungen
- Influence of Ultrasonic Vibration On Micro-ExtrusionDokument2 SeitenInfluence of Ultrasonic Vibration On Micro-ExtrusionDeepak AgrawalNoch keine Bewertungen
- A Preliminary Study of Applying Micro WaterjetDokument4 SeitenA Preliminary Study of Applying Micro WaterjetInternational Journal of Application or Innovation in Engineering & ManagementNoch keine Bewertungen
- Micromachining - Review of Literature From 1980 To 2010: Petar Piljek, Zdenka Keran and Miljenko MathDokument27 SeitenMicromachining - Review of Literature From 1980 To 2010: Petar Piljek, Zdenka Keran and Miljenko MathMitu Leonard-GabrielNoch keine Bewertungen
- An Overview of The Machinability of Alloy SteelDokument11 SeitenAn Overview of The Machinability of Alloy SteelJotaNoch keine Bewertungen
- Experimental Investigations On Magnetic Abrasive Finishing Process Parameters For Precision ApplicationsDokument10 SeitenExperimental Investigations On Magnetic Abrasive Finishing Process Parameters For Precision ApplicationsIJRASETPublicationsNoch keine Bewertungen
- Investigation of Flank Wear in Multi-Coated Layers Cutting ToolsDokument10 SeitenInvestigation of Flank Wear in Multi-Coated Layers Cutting ToolsAzaath AzuNoch keine Bewertungen
- DFM FormingDokument16 SeitenDFM FormingThomas Prince MundiyankalNoch keine Bewertungen
- Email:, ,: Amel - Chabbi@yahoo - FR Belhadi23@Dokument34 SeitenEmail:, ,: Amel - Chabbi@yahoo - FR Belhadi23@Is Lem ChaouiNoch keine Bewertungen
- Review On Fabrication Technologies For Optical MolDokument25 SeitenReview On Fabrication Technologies For Optical MolpedroNoch keine Bewertungen
- VERY GOOD - DesignandAnalysisofaHotForgingDiesDokument12 SeitenVERY GOOD - DesignandAnalysisofaHotForgingDiesBelay AyalewNoch keine Bewertungen
- Mech-IJME-Influence of The - NECIB DjilaniDokument10 SeitenMech-IJME-Influence of The - NECIB Djilaniiaset123Noch keine Bewertungen
- Analysis of Face Milling Performance On Inconel 71Dokument12 SeitenAnalysis of Face Milling Performance On Inconel 71Nguyễn Hữu PhấnNoch keine Bewertungen
- Materials: Design of Industrial Standards For The Calibration of Optical MicroscopesDokument22 SeitenMaterials: Design of Industrial Standards For The Calibration of Optical MicroscopesVikram BillalNoch keine Bewertungen
- Analysis of Tool WearDokument12 SeitenAnalysis of Tool Wearaswinkrishnakjkd02Noch keine Bewertungen
- 2006 Umilling Strategies Thin FeaturesDokument9 Seiten2006 Umilling Strategies Thin Featuresgande10Noch keine Bewertungen
- CatalogDokument18 SeitenCatalogFachryal HiltansyahNoch keine Bewertungen
- Welding HomeworkDokument2 SeitenWelding HomeworkFachryal HiltansyahNoch keine Bewertungen
- Welding SymbolsDokument58 SeitenWelding SymbolsFachryal HiltansyahNoch keine Bewertungen
- Apple Finance ReportDokument71 SeitenApple Finance ReportNHAN NGUYENNoch keine Bewertungen
- CompetitionInformation WCG2020Dokument28 SeitenCompetitionInformation WCG2020Fachryal HiltansyahNoch keine Bewertungen
- Tethering Technique Using BoneDokument5 SeitenTethering Technique Using BoneFachryal HiltansyahNoch keine Bewertungen
- Fluids Mechanic TaskDokument3 SeitenFluids Mechanic TaskFachryal HiltansyahNoch keine Bewertungen
- Bab 05 B Fluida 2 Transport PDFDokument19 SeitenBab 05 B Fluida 2 Transport PDFRaihan Naufal ZakiNoch keine Bewertungen
- Bab 05 B Fluida 2 Transport PDFDokument19 SeitenBab 05 B Fluida 2 Transport PDFRaihan Naufal ZakiNoch keine Bewertungen
- Bab 05 B Fluida 2 Transport PDFDokument19 SeitenBab 05 B Fluida 2 Transport PDFRaihan Naufal ZakiNoch keine Bewertungen
- Surface Finish and Integrity: Terminology (Codes)Dokument5 SeitenSurface Finish and Integrity: Terminology (Codes)Fachryal HiltansyahNoch keine Bewertungen
- Surface Finish and Integrity: Terminology (Codes)Dokument5 SeitenSurface Finish and Integrity: Terminology (Codes)Fachryal HiltansyahNoch keine Bewertungen
- Ch21 Fundamentals of MachiningDokument39 SeitenCh21 Fundamentals of MachiningFachryal Hiltansyah100% (1)
- Catalogo TB WOODs Poleas DimensionesDokument232 SeitenCatalogo TB WOODs Poleas DimensionesMarco Vinicio Chuma AlvarezNoch keine Bewertungen
- Calculus: Chapter 6 Transcendental FunctionsDokument82 SeitenCalculus: Chapter 6 Transcendental FunctionsFachryal HiltansyahNoch keine Bewertungen
- Chapter 4 Derivative ApplicationsDokument71 SeitenChapter 4 Derivative ApplicationsFachryal HiltansyahNoch keine Bewertungen
- Chapter 5 IntegralDokument56 SeitenChapter 5 IntegralFachryal HiltansyahNoch keine Bewertungen
- Rifling Machine PDFDokument83 SeitenRifling Machine PDFkkkaaa75% (4)
- Deep Hole Drilling Tools: BotekDokument32 SeitenDeep Hole Drilling Tools: BotekDANIEL MANRIQUEZ FAVILANoch keine Bewertungen
- Bolt ToleranceDokument1 SeiteBolt ToleranceVijayakumar SamyNoch keine Bewertungen
- Hashira SacDokument14 SeitenHashira SacErick SalazarNoch keine Bewertungen
- Imperial and Metric Tap Drill ChartDokument5 SeitenImperial and Metric Tap Drill Chartpatiltushar79Noch keine Bewertungen
- Laser Bonding Technology Laserbond100Dokument6 SeitenLaser Bonding Technology Laserbond100Tahawur ZaidiNoch keine Bewertungen
- GMO 0313 CONV MillingDokument66 SeitenGMO 0313 CONV MillinghudarusliNoch keine Bewertungen
- Torque Figures: The Ralin Group LTD (Bespoke Bolting)Dokument1 SeiteTorque Figures: The Ralin Group LTD (Bespoke Bolting)LLNoch keine Bewertungen
- ASTM-A108-07 Standard Specification For Steel Bar Carbon and Alloy Cold-Finished1 PDFDokument7 SeitenASTM-A108-07 Standard Specification For Steel Bar Carbon and Alloy Cold-Finished1 PDFCarlos Sanchez MarinNoch keine Bewertungen
- Katalog KarbosanDokument224 SeitenKatalog KarbosanTonggo R ManikNoch keine Bewertungen
- Metal FormingDokument7 SeitenMetal FormingAl Fredo100% (3)
- Product Information Flyer: Cimstar® Qual StarDokument2 SeitenProduct Information Flyer: Cimstar® Qual StarsobheysaidNoch keine Bewertungen
- Machining EconomicsDokument4 SeitenMachining EconomicsJairoMéndezNoch keine Bewertungen
- Screw Thread MeasurementDokument23 SeitenScrew Thread MeasurementejkiranNoch keine Bewertungen
- 6251 Failure Mode Effect and AnalysisDokument28 Seiten6251 Failure Mode Effect and AnalysisKumar Ashutosh50% (4)
- ASME Section IX Welding Procedure Qualification: Antonius P. BramonoDokument50 SeitenASME Section IX Welding Procedure Qualification: Antonius P. BramonoHAKANNoch keine Bewertungen
- Cutting Forces and Surface Roughness in Hard Turning of Hot Work Steel X38Crmov5-1 Using Mixed CeramicDokument6 SeitenCutting Forces and Surface Roughness in Hard Turning of Hot Work Steel X38Crmov5-1 Using Mixed CeramicAnnada Prasad MoharanaNoch keine Bewertungen
- Milling Machine ReportDokument7 SeitenMilling Machine ReportAlex HdezNoch keine Bewertungen
- Resistance Seam WeldingDokument16 SeitenResistance Seam Weldingkkpkk100% (1)
- C006a ADokument152 SeitenC006a ASugatSravastiNoch keine Bewertungen
- Welder HandbookDokument7 SeitenWelder Handbooksandeepkumar63Noch keine Bewertungen
- Glass On Metal Online - Past Articles - Hydraulic Die FormingDokument13 SeitenGlass On Metal Online - Past Articles - Hydraulic Die FormingSotiris AslanopoulosNoch keine Bewertungen
- Tugas Sistem Perancangan Mesin (Autosaved)Dokument2 SeitenTugas Sistem Perancangan Mesin (Autosaved)liza mulyadianaNoch keine Bewertungen
- Company ProfileDokument11 SeitenCompany ProfileUthayan SPNoch keine Bewertungen
- ASME B1.8-1988 Stub Acme Screw Threads (B1.8 - 1988)Dokument42 SeitenASME B1.8-1988 Stub Acme Screw Threads (B1.8 - 1988)Quality controllerNoch keine Bewertungen
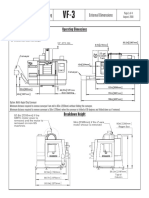
- Dimenzije Mašine VF-3Dokument4 SeitenDimenzije Mašine VF-3AleksandarMilenkovicNoch keine Bewertungen
- Kaynak RobotuDokument64 SeitenKaynak RobotumartinimartiiniNoch keine Bewertungen
- Mccu-204 Formatoalumnotrabajofinal 1Dokument3 SeitenMccu-204 Formatoalumnotrabajofinal 1Piero SusanibarNoch keine Bewertungen
- Leaded Tin Bronze C54400Dokument3 SeitenLeaded Tin Bronze C54400nfcastingsNoch keine Bewertungen
- Ar Manufacturing PDFDokument6 SeitenAr Manufacturing PDFTharindu Chathuranga100% (2)
- Process Plant Equipment: Operation, Control, and ReliabilityVon EverandProcess Plant Equipment: Operation, Control, and ReliabilityBewertung: 5 von 5 Sternen5/5 (1)
- Physical and Chemical Equilibrium for Chemical EngineersVon EverandPhysical and Chemical Equilibrium for Chemical EngineersBewertung: 5 von 5 Sternen5/5 (1)
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookVon EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNoch keine Bewertungen
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersVon EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNoch keine Bewertungen
- Phase Equilibria in Chemical EngineeringVon EverandPhase Equilibria in Chemical EngineeringBewertung: 4 von 5 Sternen4/5 (11)
- Nuclear Energy in the 21st Century: World Nuclear University PressVon EverandNuclear Energy in the 21st Century: World Nuclear University PressBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Gas-Liquid And Liquid-Liquid SeparatorsVon EverandGas-Liquid And Liquid-Liquid SeparatorsBewertung: 3.5 von 5 Sternen3.5/5 (3)
- The Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookVon EverandThe Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookNoch keine Bewertungen
- Guidelines for Chemical Process Quantitative Risk AnalysisVon EverandGuidelines for Chemical Process Quantitative Risk AnalysisBewertung: 5 von 5 Sternen5/5 (1)
- Guidelines for the Management of Change for Process SafetyVon EverandGuidelines for the Management of Change for Process SafetyNoch keine Bewertungen
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksVon EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksBewertung: 5 von 5 Sternen5/5 (1)
- Understanding Process Equipment for Operators and EngineersVon EverandUnderstanding Process Equipment for Operators and EngineersBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Chemical Process Safety: Learning from Case HistoriesVon EverandChemical Process Safety: Learning from Case HistoriesBewertung: 4 von 5 Sternen4/5 (14)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationVon EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationBewertung: 4 von 5 Sternen4/5 (18)
- Principles and Case Studies of Simultaneous DesignVon EverandPrinciples and Case Studies of Simultaneous DesignNoch keine Bewertungen
- Pharmaceutical Blending and MixingVon EverandPharmaceutical Blending and MixingP. J. CullenBewertung: 5 von 5 Sternen5/5 (1)
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesVon EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesNoch keine Bewertungen
- Guidelines for Engineering Design for Process SafetyVon EverandGuidelines for Engineering Design for Process SafetyNoch keine Bewertungen
- Operational Excellence: Journey to Creating Sustainable ValueVon EverandOperational Excellence: Journey to Creating Sustainable ValueNoch keine Bewertungen
- Well Control for Completions and InterventionsVon EverandWell Control for Completions and InterventionsBewertung: 4 von 5 Sternen4/5 (10)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsVon EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNoch keine Bewertungen
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlVon EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlBewertung: 4 von 5 Sternen4/5 (4)
- Sodium Bicarbonate: Nature's Unique First Aid RemedyVon EverandSodium Bicarbonate: Nature's Unique First Aid RemedyBewertung: 5 von 5 Sternen5/5 (21)