Das könnte Ihnen auch gefallen
- Welding & NDTDokument1 SeiteWelding & NDTVijaya BaraniNoch keine Bewertungen
- GTAWDokument1 SeiteGTAWabdulNoch keine Bewertungen
- WPS VesselDokument1 SeiteWPS VesselNaqqash SajidNoch keine Bewertungen
- GS 001 Link 1 PDFDokument1 SeiteGS 001 Link 1 PDFhichemokokNoch keine Bewertungen
- Piping WPS SMAWDokument2 SeitenPiping WPS SMAWJk KarthikNoch keine Bewertungen
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewDokument4 Seiten(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaNoch keine Bewertungen
- For Fillet Weld Joint Project:Production ManifoldDokument1 SeiteFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- PWPS CS To SS446-3Dokument5 SeitenPWPS CS To SS446-3BIIS QAQC Babu SivaNoch keine Bewertungen
- 347 310 WPSDokument2 Seiten347 310 WPSBIIS QAQC Babu SivaNoch keine Bewertungen
- Limak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Dokument2 SeitenLimak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Alam MD SazidNoch keine Bewertungen
- WPS For A333 ADokument1 SeiteWPS For A333 ARamzi BEN AHMED100% (1)
- Welding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Dokument2 SeitenWelding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Saravanan Palanisamy Lakshmi100% (1)
- WPS For Carbon Steel THK 7.11 GTAWDokument1 SeiteWPS For Carbon Steel THK 7.11 GTAWAli Moosavi100% (1)
- Wps For Carbon Steel THK 7.11 GtawDokument1 SeiteWps For Carbon Steel THK 7.11 GtawAli MoosaviNoch keine Bewertungen
- WPS No. ST-CS-02-2Dokument1 SeiteWPS No. ST-CS-02-2Hussein JassimNoch keine Bewertungen
- (P1) NSC-1020-TR-0102-1.1-WPS-06Dokument6 Seiten(P1) NSC-1020-TR-0102-1.1-WPS-06BIIS QAQC Babu SivaNoch keine Bewertungen
- Wps For Steel RodsDokument5 SeitenWps For Steel RodsHamid MansouriNoch keine Bewertungen
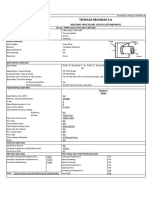
- Tecnicas Reunidas S.A: Welding Procedure Specification (WPS)Dokument2 SeitenTecnicas Reunidas S.A: Welding Procedure Specification (WPS)BIIS QAQC Babu SivaNoch keine Bewertungen
- Welding Procedure Specification: (As Per Asme Sec Ix)Dokument1 SeiteWelding Procedure Specification: (As Per Asme Sec Ix)Himanshu SinghNoch keine Bewertungen
- Ce0034-Wps PQR02 E7.62 P01 01 PDFDokument1 SeiteCe0034-Wps PQR02 E7.62 P01 01 PDFKhaled BouhlelNoch keine Bewertungen
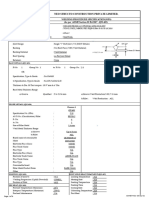
- Tecnicas Reunidas S.A: Proposed Welding Procedure Specification (PWPS)Dokument2 SeitenTecnicas Reunidas S.A: Proposed Welding Procedure Specification (PWPS)BIIS QAQC Babu SivaNoch keine Bewertungen
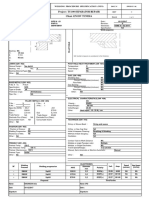
- Project: Ts 100 Separator Repair: Welding Procedure Specification (WPS)Dokument1 SeiteProject: Ts 100 Separator Repair: Welding Procedure Specification (WPS)Anonymous 7aUHXY1vWbNoch keine Bewertungen
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04Dokument9 Seiten(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04BIIS QAQC Babu SivaNoch keine Bewertungen
- O O O O: Illustration: Joint Design, Weld Layers and Bead Sequence 3.5+0.5Dokument1 SeiteO O O O: Illustration: Joint Design, Weld Layers and Bead Sequence 3.5+0.5Ali MoosaviNoch keine Bewertungen
- Welding Procedure Specification "WPS": O O O ODokument1 SeiteWelding Procedure Specification "WPS": O O O OAli MoosaviNoch keine Bewertungen
- HHHHHHHHJJJJJJ: O O O ODokument1 SeiteHHHHHHHHJJJJJJ: O O O OAli MoosaviNoch keine Bewertungen
- WPS-035 - (Pno.15e To Pno.7) - 2Dokument2 SeitenWPS-035 - (Pno.15e To Pno.7) - 2Allahyar YekkalamNoch keine Bewertungen
- 19403955-WPS M.S. Is 2062Dokument10 Seiten19403955-WPS M.S. Is 2062Varun Malhotra100% (1)
- Revised PWPS 001Dokument2 SeitenRevised PWPS 001stdshopNoch keine Bewertungen
- WPSDokument6 SeitenWPSYASH BARDHAN SinghNoch keine Bewertungen
- Wps For Ss 304Dokument3 SeitenWps For Ss 304Sajit PillaiNoch keine Bewertungen
- Negemco For Engineering & Contracting Processing Equipment Welding Procedure Spcifications (Qw-482)Dokument3 SeitenNegemco For Engineering & Contracting Processing Equipment Welding Procedure Spcifications (Qw-482)Khaled GamalNoch keine Bewertungen
- WPS E6013+e7018Dokument2 SeitenWPS E6013+e7018Anvesh Vaddi100% (1)
- WPS For SSDokument1 SeiteWPS For SSdeepakNoch keine Bewertungen
- Welding Procedure Specification (WPS) : Code: Asme-IxDokument2 SeitenWelding Procedure Specification (WPS) : Code: Asme-IxAnonymous 4WzixLwupNoch keine Bewertungen
- WPS GTAW Stainless SteelDokument7 SeitenWPS GTAW Stainless SteelVarun MalhotraNoch keine Bewertungen
- Welding Proposed Pwps For Our Jubail WorkDokument2 SeitenWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- WPSDokument2 SeitenWPSAlam MD Sazid100% (1)
- WPS CuNiDokument1 SeiteWPS CuNiDieter Huaman ToscanoNoch keine Bewertungen
- Balajee Tanks & Vessels: QW 482 Welding Procedure Specifications (WPS)Dokument2 SeitenBalajee Tanks & Vessels: QW 482 Welding Procedure Specifications (WPS)Eswara Rao BodduNoch keine Bewertungen
- WPS PDFDokument5 SeitenWPS PDFHakanNoch keine Bewertungen
- WPS 03 GtawDokument3 SeitenWPS 03 GtawBiswajit DeyNoch keine Bewertungen
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDokument6 SeitenWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberNoch keine Bewertungen
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDDokument5 SeitenWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedNoch keine Bewertungen
- According To ASME IX: Welding Procedure Specification (W.P.S)Dokument4 SeitenAccording To ASME IX: Welding Procedure Specification (W.P.S)Mohamed SalehNoch keine Bewertungen
- Wps For Akbtpl E-6013 - ModifiedDokument13 SeitenWps For Akbtpl E-6013 - ModifiedvinayNoch keine Bewertungen
- WPS PQR ProcedureDokument31 SeitenWPS PQR Proceduresudeesh kumarNoch keine Bewertungen
- WPS PQR Procedure PDFDokument31 SeitenWPS PQR Procedure PDFsudeesh kumarNoch keine Bewertungen
- Welding Procedure Specification: PQR 2" Dia-5.54mm THKDokument2 SeitenWelding Procedure Specification: PQR 2" Dia-5.54mm THKNil BorichaNoch keine Bewertungen
- Aic Asf PQR 0121Dokument2 SeitenAic Asf PQR 0121AHMED MEDANYNoch keine Bewertungen
- Welding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Dokument2 SeitenWelding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Karam Fta Al-andalusNoch keine Bewertungen
- QW 482 WPS (Gtaw+smaw) 04.01.2015Dokument8 SeitenQW 482 WPS (Gtaw+smaw) 04.01.2015Srikant GanjiNoch keine Bewertungen
- Astm 537 CL.1 WPSDokument2 SeitenAstm 537 CL.1 WPSaudiihussain67% (3)
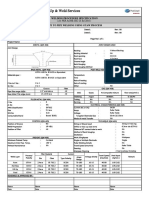
- Mathew Associates Hook Up & Weld Services: Welding Procedure SpecificationDokument1 SeiteMathew Associates Hook Up & Weld Services: Welding Procedure SpecificationHimanshu SinghNoch keine Bewertungen
- Wps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxDokument5 SeitenWps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxjobert100% (1)
- Welding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection WorkDokument10 SeitenWelding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection Workvijayshelke100% (1)
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDokument5 SeitenWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNoch keine Bewertungen
- Aic Asf PQR 133Dokument3 SeitenAic Asf PQR 133AHMED MEDANYNoch keine Bewertungen
- 37507022-WPS-PQR-SS-316 LDokument5 Seiten37507022-WPS-PQR-SS-316 LVarun Malhotra100% (5)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsVon EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNoch keine Bewertungen
- Subject: Recommendation Letter For Mr. Abdulrahmn Bakir - Dear Sir/MadamDokument1 SeiteSubject: Recommendation Letter For Mr. Abdulrahmn Bakir - Dear Sir/Madamwael badawiNoch keine Bewertungen
- Motivation Letter: Wael BadawiDokument2 SeitenMotivation Letter: Wael Badawiwael badawiNoch keine Bewertungen
- Gmaw Complete Aws d1.6Dokument1 SeiteGmaw Complete Aws d1.6Solda DorNoch keine Bewertungen
- In 2020 11414 JCDokument1 SeiteIn 2020 11414 JCwael badawiNoch keine Bewertungen
- F=τ ∙ A A=t ∙ L F=τ ∙ A A=t ∙ L L= t F=τ ∙ A A=t ∙ L l= h tgφ h=0.25 ∙t α=cos y R y= d −h−tDokument5 SeitenF=τ ∙ A A=t ∙ L F=τ ∙ A A=t ∙ L L= t F=τ ∙ A A=t ∙ L l= h tgφ h=0.25 ∙t α=cos y R y= d −h−twael badawiNoch keine Bewertungen
- 6sigma PDFDokument5 Seiten6sigma PDFwael badawiNoch keine Bewertungen
- Aws D1.1 - Field: Welding PlanDokument6 SeitenAws D1.1 - Field: Welding Planwael badawiNoch keine Bewertungen
- Six Sigma For Small BusinessDokument5 SeitenSix Sigma For Small Businesswael badawiNoch keine Bewertungen
- Welding Procedure Specification W - P - S: Technique Positions Project: Welding Piece MechanicalDokument2 SeitenWelding Procedure Specification W - P - S: Technique Positions Project: Welding Piece Mechanicalwael badawiNoch keine Bewertungen
- Authentic Listening X-Rays - ScriptDokument2 SeitenAuthentic Listening X-Rays - Scriptenfa.work.confNoch keine Bewertungen
- 2021 Test3 Part5Dokument9 Seiten2021 Test3 Part5Sicut DilexiNoch keine Bewertungen
- Cost Optimisation of Water Tanks Designed According To The Aci and Euro CodesDokument25 SeitenCost Optimisation of Water Tanks Designed According To The Aci and Euro CodesandysupaNoch keine Bewertungen
- Combustion and Flame: Victor Chernov, Qingan Zhang, Murray John Thomson, Seth Benjamin DworkinDokument10 SeitenCombustion and Flame: Victor Chernov, Qingan Zhang, Murray John Thomson, Seth Benjamin DworkinVictor ChernovNoch keine Bewertungen
- Chapter 5. Elementary ProbabilityDokument11 SeitenChapter 5. Elementary ProbabilityyonasNoch keine Bewertungen
- Science Year 5: MicroorganismsDokument8 SeitenScience Year 5: MicroorganismscthanifahNoch keine Bewertungen
- Dictum Giftideas 2012Dokument40 SeitenDictum Giftideas 2012Alexandre LetellierNoch keine Bewertungen
- Documents and Data RequirementsDokument2 SeitenDocuments and Data RequirementsGerardo Leon RoblesNoch keine Bewertungen
- 74HC4049Dokument11 Seiten74HC4049jnax101Noch keine Bewertungen
- SQF Edition 8 Quick Start GuideDokument27 SeitenSQF Edition 8 Quick Start Guidefourat.zarkounaNoch keine Bewertungen
- CBSE Class 10 Social Science Syllabus 2022 23Dokument12 SeitenCBSE Class 10 Social Science Syllabus 2022 23Bhavini SutarNoch keine Bewertungen
- Guard Rail Cataloge PDFDokument28 SeitenGuard Rail Cataloge PDFreza acbariNoch keine Bewertungen
- Representing Inverse Functions Through Tables and GraphsDokument18 SeitenRepresenting Inverse Functions Through Tables and GraphsJoseph BaclayoNoch keine Bewertungen
- Outline PatentsDokument37 SeitenOutline Patentspbp613Noch keine Bewertungen
- MBA: International Business: SchillerDokument2 SeitenMBA: International Business: SchillernancyekkaNoch keine Bewertungen
- Op QuesDokument7 SeitenOp QuessreelakshmiNoch keine Bewertungen
- 100kva DG Set - 100kva Koel GensetDokument3 Seiten100kva DG Set - 100kva Koel GensetMothilalNoch keine Bewertungen
- My Beamer TalkDokument85 SeitenMy Beamer TalkOtmane El ouardiNoch keine Bewertungen
- FILIPINO 2 LEARNING PLAN 3rd QuarterDokument4 SeitenFILIPINO 2 LEARNING PLAN 3rd QuarterMary Kryss DG SangleNoch keine Bewertungen
- NCQC Answer Paper-1Dokument4 SeitenNCQC Answer Paper-1Shyamal KumarNoch keine Bewertungen
- Descriptive Lab Report GuideDokument3 SeitenDescriptive Lab Report GuideOluwafisayomi LawaniNoch keine Bewertungen
- The Relationship Between International Innovation Collaboration, Intramural R&D and Smes' Innovation Performance: A Quantile Regression ApproachDokument6 SeitenThe Relationship Between International Innovation Collaboration, Intramural R&D and Smes' Innovation Performance: A Quantile Regression ApproachSurya DhNoch keine Bewertungen
- HTML5 and CSS3 Illustrated Complete 2nd Edition Vodnik Solutions Manual 1Dokument12 SeitenHTML5 and CSS3 Illustrated Complete 2nd Edition Vodnik Solutions Manual 1barbara100% (44)
- Online Vital RegistrationDokument70 SeitenOnline Vital RegistrationgashawNoch keine Bewertungen
- 10 Must Read Books For Stock Market Investors in India - Trade BrainsDokument35 Seiten10 Must Read Books For Stock Market Investors in India - Trade BrainsCHANDRAKISHORE SINGHNoch keine Bewertungen
- Unit 8 Technical Analysis: ObjectivesDokument13 SeitenUnit 8 Technical Analysis: Objectivesveggi expressNoch keine Bewertungen
- Accelerometer With VelocityDokument11 SeitenAccelerometer With VelocityAS_865025438Noch keine Bewertungen
- Application of Chain Drive and It's Selection MethodDokument21 SeitenApplication of Chain Drive and It's Selection MethodYogesh B0% (1)
- SSL ConfigDokument173 SeitenSSL Configsairamb_143Noch keine Bewertungen
- Alternating Current Bounce Back 2.0 22 DecDokument132 SeitenAlternating Current Bounce Back 2.0 22 Decayushmanjee1303Noch keine Bewertungen