Das könnte Ihnen auch gefallen
- JIMAH East PAUT Procedure Rev 0 14062017 PDFDokument62 SeitenJIMAH East PAUT Procedure Rev 0 14062017 PDFRiccoNoch keine Bewertungen
- Api Ut Thickness Procedure PDFDokument7 SeitenApi Ut Thickness Procedure PDFShreekanthKannathNoch keine Bewertungen
- API UT21 ThicknessProcedure 20190304Dokument7 SeitenAPI UT21 ThicknessProcedure 20190304michaelNoch keine Bewertungen
- PAUT SS Blind Zone CoverageDokument3 SeitenPAUT SS Blind Zone Coveragesnndhk0% (1)
- SAIW Certification - NDT - NDT LogbookDokument19 SeitenSAIW Certification - NDT - NDT Logbookkhairy2013Noch keine Bewertungen
- Reviewed UT Procedure 10-12-2016Dokument18 SeitenReviewed UT Procedure 10-12-2016Muhammad Maulana100% (1)
- Iris Report For Heat Exchanger: Tables of ContentsDokument4 SeitenIris Report For Heat Exchanger: Tables of Contentsprasad_kcpNoch keine Bewertungen
- PA-UT Presentation by All NationsDokument57 SeitenPA-UT Presentation by All NationsRamesh mudunuri100% (9)
- Procedure Setup and Calibrate IRISDokument17 SeitenProcedure Setup and Calibrate IRISvikramNoch keine Bewertungen
- Weld Scanning ProcedureDokument5 SeitenWeld Scanning ProcedureLutfi IsmailNoch keine Bewertungen
- PA Technical Guidelines Extract - enDokument10 SeitenPA Technical Guidelines Extract - enRizwan Jamil0% (1)
- Eddy Current Testing Level 2 (ET2) PDFDokument7 SeitenEddy Current Testing Level 2 (ET2) PDFMai Sỹ HảiNoch keine Bewertungen
- Practical Exercise - Rev 02Dokument20 SeitenPractical Exercise - Rev 02Rian Saputra100% (1)
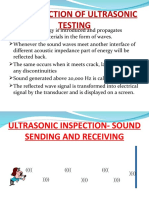
- Introduction of Ultrasonic TestingDokument70 SeitenIntroduction of Ultrasonic TestingMAXX ENGINEERS100% (1)
- BPF-V-270 Test Separator-Cm-Pvir-Xxxxx-20Dokument32 SeitenBPF-V-270 Test Separator-Cm-Pvir-Xxxxx-20Agung Prastyo WibowoNoch keine Bewertungen
- PCN UT Course in Trichy, PCN RTFI Training in Trichy, PCN PT, MT, Eddy Current Courses in Trichy - TIWDokument4 SeitenPCN UT Course in Trichy, PCN RTFI Training in Trichy, PCN PT, MT, Eddy Current Courses in Trichy - TIWagniva datta100% (2)
- ACFM Applications1Dokument12 SeitenACFM Applications1naoufel1706Noch keine Bewertungen
- Student Training Notes Floormap 3diDokument86 SeitenStudent Training Notes Floormap 3diTechnical A-Star Testing & Inspection MalaysiaNoch keine Bewertungen
- Phased Array Ut Procedure For WeldsDokument12 SeitenPhased Array Ut Procedure For WeldsMohd Salleh Zainal100% (7)
- Proc. For Radiographic Profile Thk. MeasurementDokument7 SeitenProc. For Radiographic Profile Thk. MeasurementSergey KichenkoNoch keine Bewertungen
- DN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowerDokument23 SeitenDN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowermaheshNoch keine Bewertungen
- Training Course: Visual and Optical TestingDokument66 SeitenTraining Course: Visual and Optical Testingmustafa100% (3)
- Lesson 3 - IsO 9712Dokument13 SeitenLesson 3 - IsO 9712Abdelaziz AbdoNoch keine Bewertungen
- Tubing TestDokument16 SeitenTubing Testbenergy84100% (1)
- Dye Penetrant ProcedureDokument8 SeitenDye Penetrant ProcedureTouil HoussemNoch keine Bewertungen
- B Scan - C Scan - D ScanDokument52 SeitenB Scan - C Scan - D ScanHee Wee JianNoch keine Bewertungen
- Visual VT Specific - Aws D 1,1Dokument6 SeitenVisual VT Specific - Aws D 1,1CheeragNoch keine Bewertungen
- Splimentry RT Level IIIDokument6 SeitenSplimentry RT Level IIIRahul Musale100% (1)
- High Temperature Ultrasonic ScanningDokument7 SeitenHigh Temperature Ultrasonic ScanningscribdmustaphaNoch keine Bewertungen
- UT Formula SheetDokument2 SeitenUT Formula SheetOktayKulNoch keine Bewertungen
- IrisDokument16 SeitenIrisvibinkumarsNoch keine Bewertungen
- Level IiiDokument3 SeitenLevel IiiMangalraj MadasamyNoch keine Bewertungen
- LRUT Data InterpertationDokument42 SeitenLRUT Data InterpertationTamilarasanNoch keine Bewertungen
- Procedure Setup and Calibrate ECT DefHiDokument38 SeitenProcedure Setup and Calibrate ECT DefHivikramNoch keine Bewertungen
- LRUT ProcedureDokument10 SeitenLRUT ProcedurejeswinNoch keine Bewertungen
- NDT Technqiue Selection For TubesDokument14 SeitenNDT Technqiue Selection For TubesTrung Tinh HoNoch keine Bewertungen
- MFL Compendium - 001Dokument26 SeitenMFL Compendium - 001kingston100% (2)
- Laut ProcedureDokument33 SeitenLaut ProcedureGoutam Kumar DebNoch keine Bewertungen
- PCN - C4 - TofdDokument8 SeitenPCN - C4 - TofdKaruppusamy NallappagounderNoch keine Bewertungen
- Lamtiation Ut ProcdureDokument12 SeitenLamtiation Ut ProcduremnmsingamNoch keine Bewertungen
- Liquid Penetrant Testing PT PTDokument1 SeiteLiquid Penetrant Testing PT PTzaw lin ooNoch keine Bewertungen
- Silverwing B Scan ReportDokument46 SeitenSilverwing B Scan ReportpjhollowNoch keine Bewertungen
- Standard Practice For Measuring Thickness by Manual Ultrasonic Pulse-Echo Contact MethodDokument7 SeitenStandard Practice For Measuring Thickness by Manual Ultrasonic Pulse-Echo Contact MethodMauricio FernándezNoch keine Bewertungen
- Paut Total ProcedureDokument25 SeitenPaut Total ProcedureMassimo Fumarola100% (1)
- Slofec™: Fast Corrosion Screening TechniqueDokument10 SeitenSlofec™: Fast Corrosion Screening TechniqueshervinyNoch keine Bewertungen
- UT Shear Wave Calibration and Reference Block LabDokument5 SeitenUT Shear Wave Calibration and Reference Block LabdarouichNoch keine Bewertungen
- Ultrasonic ExaminationDokument14 SeitenUltrasonic ExaminationLiliNoch keine Bewertungen
- Manual UT Thickness Specific Exam From SAEP-1146 Name: Badge#: DateDokument5 SeitenManual UT Thickness Specific Exam From SAEP-1146 Name: Badge#: DateMohamed IbrahimNoch keine Bewertungen
- UT PROCEDURE RevDokument24 SeitenUT PROCEDURE RevMN AliNoch keine Bewertungen
- Remote-Field Testing (RFT)Dokument3 SeitenRemote-Field Testing (RFT)shahgardezNoch keine Bewertungen
- Ultrasonic Testing Procedure: 1. ScopeDokument10 SeitenUltrasonic Testing Procedure: 1. ScopePrashant PuriNoch keine Bewertungen
- MIDHANI PAUT PROCEDURE - LatestDokument20 SeitenMIDHANI PAUT PROCEDURE - LatestRonanki Ravi100% (3)
- LPT Spe QB 2Dokument6 SeitenLPT Spe QB 2Aruchamy SelvakumarNoch keine Bewertungen
- Scope:: Area of Sample To Be Tested All Surfaces, Weld and Heat Affected Zone, Including Dimensions of HAZDokument2 SeitenScope:: Area of Sample To Be Tested All Surfaces, Weld and Heat Affected Zone, Including Dimensions of HAZAnna PariniNoch keine Bewertungen
- RT Level IIDokument24 SeitenRT Level IIEtnad Ortsac0% (1)
- RFET Calibration Tube Standerds & Signal AnalysisDokument33 SeitenRFET Calibration Tube Standerds & Signal AnalysisJeganJjNoch keine Bewertungen
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingVon EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNoch keine Bewertungen
- Industrial radiography A Complete Guide - 2019 EditionVon EverandIndustrial radiography A Complete Guide - 2019 EditionNoch keine Bewertungen
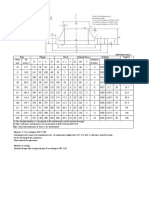
- Din Flange Din 2627: (Dimensions in MM.)Dokument12 SeitenDin Flange Din 2627: (Dimensions in MM.)Wisüttisäk PeäröönNoch keine Bewertungen
- WTM-026 MT Procedure AWS D 1.1 2010-V01 - ThaiDokument11 SeitenWTM-026 MT Procedure AWS D 1.1 2010-V01 - ThaiWisüttisäk PeäröönNoch keine Bewertungen
- Liquid Penetrant Test: Visual Inspection Results: Additional DetailsDokument4 SeitenLiquid Penetrant Test: Visual Inspection Results: Additional DetailsWisüttisäk PeäröönNoch keine Bewertungen
- Chemical Composition of Stainless SteelDokument7 SeitenChemical Composition of Stainless SteelWisüttisäk PeäröönNoch keine Bewertungen
- Wtm-045 RT Procedure Asme V 2010-V01Dokument18 SeitenWtm-045 RT Procedure Asme V 2010-V01Wisüttisäk Peäröön100% (1)
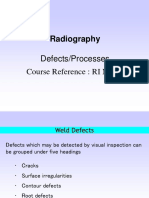
- RI Defect CausesDokument50 SeitenRI Defect CausesWisüttisäk Peäröön100% (3)
- ASME B31 3 2014 NDT Acceptance PDFDokument9 SeitenASME B31 3 2014 NDT Acceptance PDFWisüttisäk Peäröön100% (1)
- Wtm-046 RT Procedure Aws D 1.1 2010-V01Dokument16 SeitenWtm-046 RT Procedure Aws D 1.1 2010-V01Wisüttisäk Peäröön100% (2)
- WTM-053 Safety Procedure in Radiographic WorkDokument15 SeitenWTM-053 Safety Procedure in Radiographic WorkWisüttisäk PeäröönNoch keine Bewertungen
- Wtm-059 RT Procedure Aws D 1.5 2010-V01Dokument17 SeitenWtm-059 RT Procedure Aws D 1.5 2010-V01Wisüttisäk PeäröönNoch keine Bewertungen
- CV Grish BoonsakhonDokument7 SeitenCV Grish BoonsakhonWisüttisäk PeäröönNoch keine Bewertungen
- Ello World DDokument1 SeiteEllo World DWisüttisäk PeäröönNoch keine Bewertungen
- Medical ReferenceDokument1 SeiteMedical ReferenceWisüttisäk PeäröönNoch keine Bewertungen
- Shear Key PDFDokument3 SeitenShear Key PDFBijaya RaulaNoch keine Bewertungen
- I - Introduction To ErgoDokument39 SeitenI - Introduction To ErgoNeknek Diwa De GuzmanNoch keine Bewertungen
- Exp-3 (Speed Control by V-F MethodDokument4 SeitenExp-3 (Speed Control by V-F MethoduttamNoch keine Bewertungen
- Scaffolding Price ListDokument7 SeitenScaffolding Price ListAl Patrick Dela CalzadaNoch keine Bewertungen
- Motorized Hydraulic PressDokument4 SeitenMotorized Hydraulic PressDhiraj Shinde100% (2)
- ASSAM - Uniform Zoning Regulation 2000Dokument35 SeitenASSAM - Uniform Zoning Regulation 2000rajatesh1Noch keine Bewertungen
- Gopakumar 2002Dokument9 SeitenGopakumar 2002mihaela_myky14Noch keine Bewertungen
- Sagana Kutus 132kv Transmission Line and SubstationDokument324 SeitenSagana Kutus 132kv Transmission Line and Substationshivvaram-1100% (1)
- Simplex Spray Systems OverviewDokument3 SeitenSimplex Spray Systems OverviewHuda LestraNoch keine Bewertungen
- InsulinDokument6 SeitenInsulinJorelle-Nickolai RodriguezNoch keine Bewertungen
- Hot Work ProcedureDokument10 SeitenHot Work ProcedureOws AnishNoch keine Bewertungen
- MBD Asrock Imb150n ManualDokument39 SeitenMBD Asrock Imb150n ManualLaur IriNoch keine Bewertungen
- Fly Ash 1Dokument9 SeitenFly Ash 1Az AbqariNoch keine Bewertungen
- 7 Basic Control ActionsDokument27 Seiten7 Basic Control ActionsAhmad ElsheemyNoch keine Bewertungen
- Btree Practice ProbsDokument2 SeitenBtree Practice ProbsAbyssman ManNoch keine Bewertungen
- Stanley 46 InstructionsDokument2 SeitenStanley 46 Instructionsj_abendstern4688Noch keine Bewertungen
- Mathcad - 01 - Sump TankDokument10 SeitenMathcad - 01 - Sump Tankisrar khan0% (1)
- Csi Sap2000 Example 1-008Dokument4 SeitenCsi Sap2000 Example 1-008Juan Pablo González CarballoNoch keine Bewertungen
- Diprotic Acid Titration Calculation Worked Example Sulphuric Acid and Sodium Hydroxide - mp4Dokument2 SeitenDiprotic Acid Titration Calculation Worked Example Sulphuric Acid and Sodium Hydroxide - mp4tobiloba temiNoch keine Bewertungen
- IQ RF MappingDokument14 SeitenIQ RF Mappingsatcom_77Noch keine Bewertungen
- Assign Chap 8Dokument3 SeitenAssign Chap 8nishedhNoch keine Bewertungen
- Firestop HILTIDokument44 SeitenFirestop HILTIronaldo aguirreNoch keine Bewertungen
- Technician 1956 05Dokument118 SeitenTechnician 1956 05Harish sathelliNoch keine Bewertungen
- 14HDokument2 Seiten14HWiliam Vega Farias100% (2)
- Fischer Technical Services Safety ManualDokument15 SeitenFischer Technical Services Safety ManualHenry FlorendoNoch keine Bewertungen
- Infinique Structured Cabling Installation ChecklistDokument2 SeitenInfinique Structured Cabling Installation Checklistroot75% (4)
- CS193a Android ProgrammingDokument4 SeitenCS193a Android Programmingrosy01710Noch keine Bewertungen
- Epanet Vs Watergems (083011)Dokument9 SeitenEpanet Vs Watergems (083011)MABA02100% (1)
- Hyundai Heavy Industries - Gas Insulated SwitchgearDokument25 SeitenHyundai Heavy Industries - Gas Insulated SwitchgearbadbenzationNoch keine Bewertungen
- Qdoc - Tips Bs en Iso 19285 2017 Non Destructive Testing of WeDokument30 SeitenQdoc - Tips Bs en Iso 19285 2017 Non Destructive Testing of WeDave CheungNoch keine Bewertungen