Das könnte Ihnen auch gefallen
- A1011 - 18aDokument9 SeitenA1011 - 18aalucard375100% (1)
- Design Procedure of Centrifugal CompressorsDokument16 SeitenDesign Procedure of Centrifugal CompressorsSrujana KandagatlaNoch keine Bewertungen
- Astm b232 AcsrcarreteDokument17 SeitenAstm b232 AcsrcarreteJorge Silva VelezNoch keine Bewertungen
- Preparation of Turkey Red OilDokument16 SeitenPreparation of Turkey Red OilHimanshu Jha73% (11)
- Steel Bars, Carbon and Alloy, Hot-Wrought and Cold-Finished, General Requirements ForDokument21 SeitenSteel Bars, Carbon and Alloy, Hot-Wrought and Cold-Finished, General Requirements ForHugoStiglicNoch keine Bewertungen
- Electric-Resistance-Welded Steel Pipe: Standard Specification ForDokument9 SeitenElectric-Resistance-Welded Steel Pipe: Standard Specification Foramit02mechNoch keine Bewertungen
- Astm A6Dokument62 SeitenAstm A6carlos100% (1)
- Aluminum-Coated Steel Chain-Link Fence Fabric: Standard Specification ForDokument4 SeitenAluminum-Coated Steel Chain-Link Fence Fabric: Standard Specification Forkyeong cheol leeNoch keine Bewertungen
- Astm A572Dokument4 SeitenAstm A572Kaushal KishoreNoch keine Bewertungen
- Astm A780Dokument4 SeitenAstm A780Raúl Venegas Munita100% (5)
- ASTM-A449: Licensed by Information Handling Services Licensed by Information Handling ServicesDokument7 SeitenASTM-A449: Licensed by Information Handling Services Licensed by Information Handling ServicesRoland CepedaNoch keine Bewertungen
- ASTM A325 - Structural Bolts, Steel, Heat Treated, 120-105 Ksi Minimum Tensile Strength PDFDokument8 SeitenASTM A325 - Structural Bolts, Steel, Heat Treated, 120-105 Ksi Minimum Tensile Strength PDFChemical Engineer100% (1)
- Astm A312 PDFDokument12 SeitenAstm A312 PDFGustavo Freitas100% (1)
- C871Dokument5 SeitenC871dinhtung2210Noch keine Bewertungen
- Astm A143a143m.20Dokument4 SeitenAstm A143a143m.20safak kahramanNoch keine Bewertungen
- Tensile Strength of Mass Concrete 913-938 PDFDokument28 SeitenTensile Strength of Mass Concrete 913-938 PDFchutton681Noch keine Bewertungen
- Astm G101-04 PDFDokument8 SeitenAstm G101-04 PDFJoel Angel100% (1)
- ASTM A 751 - 07aDokument6 SeitenASTM A 751 - 07analakasaNoch keine Bewertungen
- Control System (136-248) PDFDokument113 SeitenControl System (136-248) PDFmuruganNoch keine Bewertungen
- Pressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServiceDokument4 SeitenPressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServicemarykongNoch keine Bewertungen
- 06 Steel Chimney CodeDokument47 Seiten06 Steel Chimney CodeTuan Dang100% (3)
- Intergranular Corrosion Test As Per ASTM A262Dokument1 SeiteIntergranular Corrosion Test As Per ASTM A262Muhammad RidwanNoch keine Bewertungen
- Steel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements ForDokument9 SeitenSteel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements FormuhammadNoch keine Bewertungen
- Astm A992Dokument3 SeitenAstm A992Aminu TukurNoch keine Bewertungen
- Chapter 6. ThermodynamicsDokument7 SeitenChapter 6. Thermodynamicshoney1002Noch keine Bewertungen
- Astm A293-2022Dokument10 SeitenAstm A293-2022CarlosNoch keine Bewertungen
- A517a517m-17 1.04 PDFDokument4 SeitenA517a517m-17 1.04 PDFlean guerreroNoch keine Bewertungen
- Strength and Protective Coatings On Steel Industrial Fence FrameworkDokument7 SeitenStrength and Protective Coatings On Steel Industrial Fence FrameworkAdán Cogley Canto100% (1)
- SSPC Pa2Dokument6 SeitenSSPC Pa2Dang Thanh TuanNoch keine Bewertungen
- Astm A307-14Dokument6 SeitenAstm A307-14Xamir Suarez Alejandro100% (2)
- D1 4scopeDokument3 SeitenD1 4scopesunparamarNoch keine Bewertungen
- Astm A185 A185m-07Dokument6 SeitenAstm A185 A185m-07HelisNoch keine Bewertungen
- Standard Specification For: Designation: F3125/F3125M 19Dokument14 SeitenStandard Specification For: Designation: F3125/F3125M 19Ahmed Abdelaziz100% (2)
- Astm A480Dokument25 SeitenAstm A480gerosuca800Noch keine Bewertungen
- NORSOK Standard for Cathodic Protection M-CR-503Dokument16 SeitenNORSOK Standard for Cathodic Protection M-CR-503Yetkin ErdoğanNoch keine Bewertungen
- Astm A709Dokument8 SeitenAstm A709José AntonioNoch keine Bewertungen
- Astm A554 10Dokument6 SeitenAstm A554 10Lisandro ClaverolNoch keine Bewertungen
- AS - 1252 - High Stregnth BNW For StructuralDokument7 SeitenAS - 1252 - High Stregnth BNW For StructuralDang Thanh Tuan100% (1)
- AS 3894.1-2002 Site Testing of Protective Coatings - Non-ConDokument25 SeitenAS 3894.1-2002 Site Testing of Protective Coatings - Non-ConDang Thanh Tuan100% (1)
- Aws D1-4 - 1998 PDFDokument55 SeitenAws D1-4 - 1998 PDFJJ Saab100% (1)
- Astm A47 - A47m 99 PDFDokument5 SeitenAstm A47 - A47m 99 PDFJavier Ricardo Romero BohorquezNoch keine Bewertungen
- Airborne Wind Energy SystemDokument27 SeitenAirborne Wind Energy SystemAbin BabyNoch keine Bewertungen
- Sae J429Dokument8 SeitenSae J429David Lay IINoch keine Bewertungen
- Iso 10042Dokument5 SeitenIso 10042Nur Diana100% (3)
- Iso 10042Dokument5 SeitenIso 10042Nur Diana100% (3)
- A1003Dokument6 SeitenA1003hamidharvardNoch keine Bewertungen
- Macroetch Testing of Consumable Electrode Remelted Steel Bars and BilletsDokument14 SeitenMacroetch Testing of Consumable Electrode Remelted Steel Bars and BilletsJosé Ramón GutierrezNoch keine Bewertungen
- BS en 10020 2000Dokument12 SeitenBS en 10020 2000Dang Thanh Tuan100% (2)
- Astm b829Dokument6 SeitenAstm b829Tze Wen100% (1)
- AS 1627.1-2003 Metal Finishing - Preparation and PretreatmenDokument21 SeitenAS 1627.1-2003 Metal Finishing - Preparation and PretreatmenDang Thanh TuanNoch keine Bewertungen
- Astm A-252Dokument9 SeitenAstm A-252Dayana HernandezNoch keine Bewertungen
- SSPC AB3 Standard For Ferrous Metallic AbrasiveDokument6 SeitenSSPC AB3 Standard For Ferrous Metallic Abrasivelonglong3003100% (1)
- Astm f1554Dokument9 SeitenAstm f1554Namtaru Ba'alNoch keine Bewertungen
- Abrasive Specification No. 2Dokument4 SeitenAbrasive Specification No. 2Dang Thanh TuanNoch keine Bewertungen
- Abrasive Specification No. 2Dokument4 SeitenAbrasive Specification No. 2Dang Thanh TuanNoch keine Bewertungen
- Astm A 1011M PDFDokument8 SeitenAstm A 1011M PDFJuan CarlosNoch keine Bewertungen
- ASTM A924 - A924M - 22aDokument14 SeitenASTM A924 - A924M - 22aOS LaboratoryNoch keine Bewertungen
- Determination of Susceptibility of Metals To Embrittlement in Hydrogen Containing Environments at High Pressure, High Temperature, or BothDokument8 SeitenDetermination of Susceptibility of Metals To Embrittlement in Hydrogen Containing Environments at High Pressure, High Temperature, or BothShikhar KhatriNoch keine Bewertungen
- Extrusion Press PDFDokument2 SeitenExtrusion Press PDFRobert25% (4)
- A941-13b Standard Terminology Relating To Steel, Stainless Steel, Related Alloys, and FerroalloysDokument8 SeitenA941-13b Standard Terminology Relating To Steel, Stainless Steel, Related Alloys, and FerroalloysChuthaNoch keine Bewertungen
- A370-14 Standard Test Methods and Definitions For Mechanical Testing of Steel ProductsDokument7 SeitenA370-14 Standard Test Methods and Definitions For Mechanical Testing of Steel ProductsChutha100% (2)
- Astm A770 PDFDokument5 SeitenAstm A770 PDFCristian OtivoNoch keine Bewertungen
- Astm A90Dokument5 SeitenAstm A90Luis Jaramillo100% (1)
- F1554 7709Dokument9 SeitenF1554 7709Raquel MartinsNoch keine Bewertungen
- Washers, Steel, Plain (Flat), Unhardened For General UseDokument4 SeitenWashers, Steel, Plain (Flat), Unhardened For General UseDarwin DarmawanNoch keine Bewertungen
- A255 10 PDFDokument26 SeitenA255 10 PDFwinky100% (2)
- B729Dokument3 SeitenB729LambertWayneNoch keine Bewertungen
- A 1049Dokument4 SeitenA 1049irinasurNoch keine Bewertungen
- D 2527 - 83 R01 - Rdi1mjc - PDFDokument2 SeitenD 2527 - 83 R01 - Rdi1mjc - PDFsabaris ksNoch keine Bewertungen
- Hot-Rolled Carbon, Low-Alloy, High-Strength Low-Alloy, and Alloy Steel Floor PlatesDokument10 SeitenHot-Rolled Carbon, Low-Alloy, High-Strength Low-Alloy, and Alloy Steel Floor PlatesIsaac ZTNoch keine Bewertungen
- A696 20875Dokument3 SeitenA696 20875DeepakNoch keine Bewertungen
- Astm A568-2003Dokument28 SeitenAstm A568-2003Catherine HawkinsNoch keine Bewertungen
- ASTM A615-A615M-06aDokument6 SeitenASTM A615-A615M-06aNadhiraNoch keine Bewertungen
- Astm b408Dokument5 SeitenAstm b408wilian_coelho3309Noch keine Bewertungen
- Industrial radiography A Complete Guide - 2019 EditionVon EverandIndustrial radiography A Complete Guide - 2019 EditionNoch keine Bewertungen
- Welded and Seamless Steel Pipe Piles: Standard Specification ForDokument7 SeitenWelded and Seamless Steel Pipe Piles: Standard Specification ForgeamanoudNoch keine Bewertungen
- Welded and Seamless Steel Pipe Piles: Standard Specification ForDokument7 SeitenWelded and Seamless Steel Pipe Piles: Standard Specification ForCynthia GutierrezNoch keine Bewertungen
- ASTM A 252Dokument7 SeitenASTM A 252Widi NugrahaNoch keine Bewertungen
- Welded and Seamless Steel Pipe Piles: Standard Specification ForDokument7 SeitenWelded and Seamless Steel Pipe Piles: Standard Specification Forsharon blushteinNoch keine Bewertungen
- AS 1627.9-2002 Metal Finishing - Preparation and PretreatmenDokument13 SeitenAS 1627.9-2002 Metal Finishing - Preparation and PretreatmenDang Thanh TuanNoch keine Bewertungen
- SKMBT C36013060516282Dokument1 SeiteSKMBT C36013060516282Dang Thanh TuanNoch keine Bewertungen
- AS - 2400.22-2005 Packaging - Closures - PDF (Networkable)Dokument21 SeitenAS - 2400.22-2005 Packaging - Closures - PDF (Networkable)Dang Thanh TuanNoch keine Bewertungen
- BEK-1277-02122014-marine Equipment-Consolidated PDFDokument62 SeitenBEK-1277-02122014-marine Equipment-Consolidated PDFDang Thanh TuanNoch keine Bewertungen
- AS - 1391-2007 Metallic Materials - Tensile Testing at AmbientDokument65 SeitenAS - 1391-2007 Metallic Materials - Tensile Testing at AmbientDang Thanh TuanNoch keine Bewertungen
- 213-35916 The Marine Equipment Directive Guidance For Manufacturers PDFDokument24 Seiten213-35916 The Marine Equipment Directive Guidance For Manufacturers PDFDang Thanh TuanNoch keine Bewertungen
- AS - 1817.3-2002 Metallic Materials - Vickers Hardness TestDokument9 SeitenAS - 1817.3-2002 Metallic Materials - Vickers Hardness TestDang Thanh TuanNoch keine Bewertungen
- IMO Resolution A.753: Guidelines for Plastic Pipe on ShipsDokument22 SeitenIMO Resolution A.753: Guidelines for Plastic Pipe on ShipsDang Thanh TuanNoch keine Bewertungen
- Marine Orders Part 10Dokument6 SeitenMarine Orders Part 10Dang Thanh TuanNoch keine Bewertungen
- BS 5400 Part 6 1999 PDFDokument36 SeitenBS 5400 Part 6 1999 PDFDang Thanh TuanNoch keine Bewertungen
- Paint Application Specification No. 1Dokument14 SeitenPaint Application Specification No. 1Dang Thanh TuanNoch keine Bewertungen
- Marine Orders Part 10Dokument6 SeitenMarine Orders Part 10Dang Thanh TuanNoch keine Bewertungen
- 107 - WELDOX - 700 - UK - Data Sheet PDFDokument2 Seiten107 - WELDOX - 700 - UK - Data Sheet PDFDang Thanh TuanNoch keine Bewertungen
- High Tensile Steel SpecificationDokument3 SeitenHigh Tensile Steel SpecificationRuano Andreola StumpfNoch keine Bewertungen
- 409 Stainless Steel PDFDokument2 Seiten409 Stainless Steel PDFDang Thanh TuanNoch keine Bewertungen
- Corten Steel PDFDokument18 SeitenCorten Steel PDFDang Thanh TuanNoch keine Bewertungen
- High Tensile Steel SpecificationDokument3 SeitenHigh Tensile Steel SpecificationRuano Andreola StumpfNoch keine Bewertungen
- Low Corrosion Steel PDFDokument8 SeitenLow Corrosion Steel PDFabhijeet birariNoch keine Bewertungen
- Electrostatic Discharge Ignition of Energetic MaterialsDokument9 SeitenElectrostatic Discharge Ignition of Energetic Materialspamos1111Noch keine Bewertungen
- Inverse Time Characteristics RelaysDokument1 SeiteInverse Time Characteristics Relayssuperthambi100% (1)
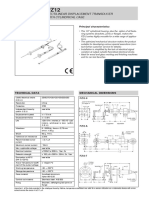
- Rectilinear Displacement Transducer With Cylindrical Case: Technical Data Mechanical DimensionsDokument2 SeitenRectilinear Displacement Transducer With Cylindrical Case: Technical Data Mechanical Dimensionsl561926Noch keine Bewertungen
- Docc 1990Dokument7 SeitenDocc 1990swchenNoch keine Bewertungen
- Determination of The Diffraction Intensity at Slit and Double Slit SystemsDokument5 SeitenDetermination of The Diffraction Intensity at Slit and Double Slit SystemsJose Galvan100% (1)
- The Basic Differential Equation For Radial Flow in A Porous MediumDokument8 SeitenThe Basic Differential Equation For Radial Flow in A Porous MediumrestofficalNoch keine Bewertungen
- Temperature Regulator With Two Temperature SensorsDokument2 SeitenTemperature Regulator With Two Temperature SensorsSandi AslanNoch keine Bewertungen
- KIT-DISSOLVED OXYGEN CHEMets® Refills, ULR CHEMets®-KITDokument2 SeitenKIT-DISSOLVED OXYGEN CHEMets® Refills, ULR CHEMets®-KITSorinNoch keine Bewertungen
- Engineering Structures: SciencedirectDokument12 SeitenEngineering Structures: Sciencedirectyasemin bürüngüzNoch keine Bewertungen
- Modeling Arterial Blood Flow With Navier-StokesDokument15 SeitenModeling Arterial Blood Flow With Navier-Stokesapi-358127907100% (1)
- MechanicsDokument558 SeitenMechanicsfejiloNoch keine Bewertungen
- Cara SamplingDokument8 SeitenCara SamplingAngga Dwi PutrantoNoch keine Bewertungen
- Vacita Integrated ServicesDokument21 SeitenVacita Integrated ServicesNwosu AugustineNoch keine Bewertungen
- Geometric TolerancesDokument6 SeitenGeometric Tolerancesvaibhavgitevaibhav_9Noch keine Bewertungen
- Digital RF Driver for Laser Intensity ControlDokument2 SeitenDigital RF Driver for Laser Intensity ControlGaloppierende ZuversichtNoch keine Bewertungen
- Journal of Power Sources: Pedro O. Lopez-Montesinos, Amit V. Desai, Paul J.A. KenisDokument8 SeitenJournal of Power Sources: Pedro O. Lopez-Montesinos, Amit V. Desai, Paul J.A. KenisbernardNoch keine Bewertungen
- M.Prasad Naidu MSC Medical Biochemistry, PH.D Research ScholarDokument31 SeitenM.Prasad Naidu MSC Medical Biochemistry, PH.D Research ScholarDr. M. Prasad NaiduNoch keine Bewertungen
- Catalog Whatman 2018.compressedDokument214 SeitenCatalog Whatman 2018.compressedRakha Milan BachtiarNoch keine Bewertungen
- Abaqus Analysis User's Manual, 32.15 (User Elements)Dokument22 SeitenAbaqus Analysis User's Manual, 32.15 (User Elements)Elias BuNoch keine Bewertungen
- Structural Health Monitoring: Abin Paul Roll No:4 S7, CE-ADokument34 SeitenStructural Health Monitoring: Abin Paul Roll No:4 S7, CE-AAnjana kpNoch keine Bewertungen
- Soil Testing Procedures For Calcareous SoilsDokument5 SeitenSoil Testing Procedures For Calcareous SoilsDoThanhTungNoch keine Bewertungen
- Electrical Conductivity of Carbon Blacks Under CompressionDokument7 SeitenElectrical Conductivity of Carbon Blacks Under CompressionМирослав Кузишин100% (1)
- Offshore Pipeline Hydraulic and Mechanical AnalysesDokument25 SeitenOffshore Pipeline Hydraulic and Mechanical AnalysesEslam RedaNoch keine Bewertungen