Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Cutting Aws C5.3 2000 R2011Dokument33 SeitenCutting Aws C5.3 2000 R2011Serkan AkşanlıNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Sex, Law, and Society in Late Imperial China (Law, Society, and Culture in China) by Matthew SommerDokument444 SeitenSex, Law, and Society in Late Imperial China (Law, Society, and Culture in China) by Matthew SommerFer D. MONoch keine Bewertungen
- DOPE Personality TestDokument8 SeitenDOPE Personality TestMohammed Hisham100% (1)
- Absolute Containers Brochure 2019 2 27 PDFDokument19 SeitenAbsolute Containers Brochure 2019 2 27 PDFEduardo SolanoNoch keine Bewertungen
- Critical and Creative ThinkingDokument26 SeitenCritical and Creative Thinkingjoaquinricardo20153461Noch keine Bewertungen
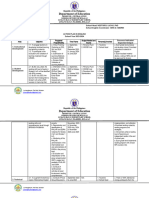
- English Action Plan 2023-2024Dokument5 SeitenEnglish Action Plan 2023-2024Gina DaligdigNoch keine Bewertungen
- A Research Paper On DormitoriesDokument5 SeitenA Research Paper On DormitoriesNicholas Ivy EscaloNoch keine Bewertungen
- Inspection List For Electrical PortableDokument25 SeitenInspection List For Electrical PortableArif FuadiantoNoch keine Bewertungen
- Command Center Processing and Display System ReplacementDokument2 SeitenCommand Center Processing and Display System ReplacementImranNoch keine Bewertungen
- L5CoachMentorReflectiveLog TemplateDokument9 SeitenL5CoachMentorReflectiveLog TemplateHadusssNoch keine Bewertungen
- PSY502 OLd PapersDokument6 SeitenPSY502 OLd Paperscs619finalproject.com100% (4)
- Sony DVD Player Power Circuit DiagramDokument40 SeitenSony DVD Player Power Circuit DiagramHariyadiNoch keine Bewertungen
- Definition, Scope and Nature of EconomicsDokument29 SeitenDefinition, Scope and Nature of EconomicsShyam Sunder BudhwarNoch keine Bewertungen
- Product Matrix: Network Security Platform - Top Selling Models MatrixDokument6 SeitenProduct Matrix: Network Security Platform - Top Selling Models MatrixWashington CárdenasNoch keine Bewertungen
- Maximus MHX DatasheetDokument5 SeitenMaximus MHX Datasheetjulya julyaNoch keine Bewertungen
- Literature Review Is The Backbone of ResearchDokument7 SeitenLiterature Review Is The Backbone of Researchafmzweybsyajeq100% (1)
- MPDFDokument10 SeitenMPDFshanmuganathan716Noch keine Bewertungen
- Catalog ITEM - Pdf4a3667894b315Dokument552 SeitenCatalog ITEM - Pdf4a3667894b315Domokos LeventeNoch keine Bewertungen
- International Trade SyllabusDokument3 SeitenInternational Trade SyllabusDialee Flor Dael BaladjayNoch keine Bewertungen
- Disconnect Cause CodesDokument2 SeitenDisconnect Cause Codesdungnt84Noch keine Bewertungen
- Prestressed Concrete ProblemDokument9 SeitenPrestressed Concrete ProblemPrantik Adhar SamantaNoch keine Bewertungen
- 17 Safety InventoryDokument47 Seiten17 Safety Inventorymishrakanchan 2396Noch keine Bewertungen
- Interplater 85/125P HDX: Setting New Processing Standards For High-End UsersDokument2 SeitenInterplater 85/125P HDX: Setting New Processing Standards For High-End Usershackko24Noch keine Bewertungen
- 2022 05 141RBSF351652506386Dokument6 Seiten2022 05 141RBSF351652506386tathagat jhaNoch keine Bewertungen
- ZEOS-AS ManualDokument2 SeitenZEOS-AS Manualrss1311Noch keine Bewertungen
- Makenna Resort: by Drucker ArchitectsDokument12 SeitenMakenna Resort: by Drucker ArchitectsArvinth muthuNoch keine Bewertungen
- Teacher Empowerment As An Important Component of Job Satisfaction A Comparative Study of Teachers Perspectives in Al Farwaniya District KuwaitDokument24 SeitenTeacher Empowerment As An Important Component of Job Satisfaction A Comparative Study of Teachers Perspectives in Al Farwaniya District KuwaitAtique RahmanNoch keine Bewertungen
- A Presentation On Organizational Change ModelDokument4 SeitenA Presentation On Organizational Change ModelSandeepHacksNoch keine Bewertungen
- Hydrology: Dua'a Telfah PH.D, Civil Engineering Department Jadara UniversityDokument104 SeitenHydrology: Dua'a Telfah PH.D, Civil Engineering Department Jadara UniversityFaris AlmomaniNoch keine Bewertungen
- Sistema A-101 LVSDokument4 SeitenSistema A-101 LVSAdministrador AngloNoch keine Bewertungen