Das könnte Ihnen auch gefallen
- Certificate of Employment COE TemplateDokument1 SeiteCertificate of Employment COE TemplateAna RobinNoch keine Bewertungen
- FSSC 2200 Scheme Version 5 - Audit Plan and Risk RatingDokument10 SeitenFSSC 2200 Scheme Version 5 - Audit Plan and Risk RatingMidnight Rei100% (1)
- FSMS Compliance ChecklistDokument18 SeitenFSMS Compliance ChecklistJose III LlanetaNoch keine Bewertungen
- Test Bank For Biology 7th Edition Neil A CampbellDokument36 SeitenTest Bank For Biology 7th Edition Neil A Campbellpoupetonlerneanoiv0ob100% (31)
- BRC Implementation Workbook SampleDokument24 SeitenBRC Implementation Workbook SampleErki KippastoNoch keine Bewertungen
- Comparison of TS ISO 22002-1 & PAS 223Dokument4 SeitenComparison of TS ISO 22002-1 & PAS 223AnilZapateNoch keine Bewertungen
- BRC Food6 - ChecklistDokument48 SeitenBRC Food6 - ChecklistLedo Houssien100% (2)
- Sample Audit Checklist For HACCPDokument16 SeitenSample Audit Checklist For HACCPAprilJoyBascosNoch keine Bewertungen
- VACCP - Food Fraud: Haccp Quality Control Taccp VaccpDokument28 SeitenVACCP - Food Fraud: Haccp Quality Control Taccp Vaccpnichecon1100% (4)
- Basic GMP Inspection Checklist - Written Sanitation Program 2015ADokument1 SeiteBasic GMP Inspection Checklist - Written Sanitation Program 2015AMarkNoch keine Bewertungen
- FSSAI Inspection Checklist and Other FormsDokument24 SeitenFSSAI Inspection Checklist and Other FormsTrivesh SNoch keine Bewertungen
- ISO 22005.2007 TraceabilityDokument15 SeitenISO 22005.2007 TraceabilitySunil Girdhar100% (2)
- BRC Food Safety Management System Implementation WorkbookDokument36 SeitenBRC Food Safety Management System Implementation WorkbookAbdellah Ftouhi100% (1)
- Food Control System Assessment Tool: Dimension B – Control FunctionsVon EverandFood Control System Assessment Tool: Dimension B – Control FunctionsNoch keine Bewertungen
- BRC Food Safety Quality Management System Training GuideDokument61 SeitenBRC Food Safety Quality Management System Training GuideFederico Leon100% (1)
- ISO 22000 - Documentation Requirement SummaryDokument10 SeitenISO 22000 - Documentation Requirement SummaryminhajurrehmanNoch keine Bewertungen
- Food Safety Gap Analysis PDFDokument30 SeitenFood Safety Gap Analysis PDFSreekumarNoch keine Bewertungen
- FSSC v4.1 ChecklistDokument100 SeitenFSSC v4.1 Checklistjamil voraNoch keine Bewertungen
- Ha CCP Document Record FormsDokument23 SeitenHa CCP Document Record FormsFlorence Reid100% (1)
- Iso 22000 - Oprps Vs HaccpDokument47 SeitenIso 22000 - Oprps Vs HaccpVina AfilianiNoch keine Bewertungen
- The Changes in ISO 22000-2018 and The Implications For FSSC 22000Dokument29 SeitenThe Changes in ISO 22000-2018 and The Implications For FSSC 22000jo100% (1)
- BRC Report 2014Dokument66 SeitenBRC Report 2014Keng PitipongNoch keine Bewertungen
- FSSC 22000 V5.1 Training Matrix 2021 TOOLDokument5 SeitenFSSC 22000 V5.1 Training Matrix 2021 TOOLdiana ungureanuNoch keine Bewertungen
- Checklist Auditoria SQF 2010Dokument21 SeitenChecklist Auditoria SQF 2010cramirez48Noch keine Bewertungen
- FSSC A GFSI RequirementDokument28 SeitenFSSC A GFSI RequirementAkhilesh Dhar Diwedi100% (1)
- Pre-Requisite Programs (PRP) & Critical Control Points (CCP) PDFDokument55 SeitenPre-Requisite Programs (PRP) & Critical Control Points (CCP) PDFVenkat SujithNoch keine Bewertungen
- G65 BRC Checklist (1aug10)Dokument15 SeitenG65 BRC Checklist (1aug10)almasofia3Noch keine Bewertungen
- Haccp & GMP ChecklistDokument48 SeitenHaccp & GMP ChecklistYasir Hussain100% (1)
- New Haccp Manual DD 02 Feb 17 (1) BijaliDokument89 SeitenNew Haccp Manual DD 02 Feb 17 (1) BijaliRavinder Singh RajanNoch keine Bewertungen
- Food Safety Management System ManualDokument45 SeitenFood Safety Management System ManualKhalidNoch keine Bewertungen
- FSSC 22000 FSMS Implementation Package V5.1 BrochureDokument44 SeitenFSSC 22000 FSMS Implementation Package V5.1 BrochureSutha Tamil Nambe100% (1)
- Hazard Analysis & Critical Control Point: Prepared By: Eng / Walid I. GahferDokument38 SeitenHazard Analysis & Critical Control Point: Prepared By: Eng / Walid I. GahferWalid Gahfer100% (5)
- OPRP 4 Management of Cleaning ValidationDokument1 SeiteOPRP 4 Management of Cleaning ValidationJuan Pablo Azcuña C.Noch keine Bewertungen
- Tool Dev Food Safety ProgramDokument100 SeitenTool Dev Food Safety ProgramDaniel YapNoch keine Bewertungen
- Iso 22000 - Oprps Vs HaccpDokument47 SeitenIso 22000 - Oprps Vs Haccpsadbad667% (3)
- sfc2017 Environmental MonitoringDokument74 Seitensfc2017 Environmental MonitoringLuis Gutiérrez100% (2)
- Food Safety Manual Valley Sport-FS (00000003)Dokument30 SeitenFood Safety Manual Valley Sport-FS (00000003)Balaji Rajaraman100% (1)
- BRCGS Issue 9 Food Safety Management System BrochureDokument28 SeitenBRCGS Issue 9 Food Safety Management System BrochureEshesh100% (1)
- FSSC Training ReportDokument6 SeitenFSSC Training ReportGilbert AgudoNoch keine Bewertungen
- HACCPDokument6 SeitenHACCPnataliatirtaNoch keine Bewertungen
- BRCGS Standard For Packaging and Packaging MaterialsDokument6 SeitenBRCGS Standard For Packaging and Packaging Materialshunain zafarNoch keine Bewertungen
- Lactonova FSMDokument29 SeitenLactonova FSMvictoria3go100% (1)
- FSSC 22000 V5 1 Food Defence Food Fraud 11112020 TCDokument4 SeitenFSSC 22000 V5 1 Food Defence Food Fraud 11112020 TCsuprat tiknoNoch keine Bewertungen
- FSSC V5 2019Dokument30 SeitenFSSC V5 2019danuNoch keine Bewertungen
- Audit Report Template FSSC-22000 - 2018Dokument21 SeitenAudit Report Template FSSC-22000 - 2018Flavio Mondragón100% (1)
- FSSC 22000 GUIDELINE - FSSC CertificationDokument14 SeitenFSSC 22000 GUIDELINE - FSSC CertificationFelix MwandukaNoch keine Bewertungen
- HACCP Student NotesDokument10 SeitenHACCP Student NotesSyed Mujtaba Ali BukhariNoch keine Bewertungen
- Haccp ManualDokument51 SeitenHaccp ManualJack Mata100% (2)
- Food Defense PlanDokument22 SeitenFood Defense PlanJorge Gregorio SeguraNoch keine Bewertungen
- N PM A Food Safety Audit Scheme Reference GuideDokument5 SeitenN PM A Food Safety Audit Scheme Reference GuideOscar Fernando Serrano Fuentes0% (1)
- Procurment in Emergency SituationsDokument2 SeitenProcurment in Emergency Situationspalani velanNoch keine Bewertungen
- Food Safety AuditsDokument207 SeitenFood Safety Auditssabir21100% (1)
- Checklist ISO 22000Dokument21 SeitenChecklist ISO 22000Osama Elsayed100% (4)
- BRC WorkbookDokument32 SeitenBRC WorkbookSâu Mập ÚNoch keine Bewertungen
- Food Safety Culture in Nigeria - Pathway To Behavioural FSMS Development in Nigerian Food IndustryDokument6 SeitenFood Safety Culture in Nigeria - Pathway To Behavioural FSMS Development in Nigerian Food IndustryAdeniji Adeola StephenNoch keine Bewertungen
- Determining Control MeasuresDokument17 SeitenDetermining Control MeasuresGaganpreet KaurNoch keine Bewertungen
- Iso 22000 Checklist Fsms f6.4-22 (FSMS)Dokument14 SeitenIso 22000 Checklist Fsms f6.4-22 (FSMS)BRIGHT DZAHNoch keine Bewertungen
- ISO 22000 Implementation Package Brochure 2018 PDFDokument25 SeitenISO 22000 Implementation Package Brochure 2018 PDFfrmgsNoch keine Bewertungen
- CCP and OprpDokument5 SeitenCCP and OprpGorack ShirsathNoch keine Bewertungen
- Food Defense A Complete Guide - 2020 EditionVon EverandFood Defense A Complete Guide - 2020 EditionBewertung: 1 von 5 Sternen1/5 (1)
- FAO Guide to Ranking Food Safety Risks at the National LevelVon EverandFAO Guide to Ranking Food Safety Risks at the National LevelNoch keine Bewertungen
- FSMA and Food Safety Systems: Understanding and Implementing the RulesVon EverandFSMA and Food Safety Systems: Understanding and Implementing the RulesNoch keine Bewertungen
- Risk Management PolicyDokument14 SeitenRisk Management PolicyChiekoi Pasaoa100% (1)
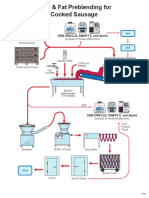
- Cooked Sausage Preblend Flow Chart F018Dokument1 SeiteCooked Sausage Preblend Flow Chart F018Chiekoi PasaoaNoch keine Bewertungen
- British Retail Consortium BRC Standard A New Chall PDFDokument10 SeitenBritish Retail Consortium BRC Standard A New Chall PDFChiekoi PasaoaNoch keine Bewertungen
- Confidentiality PolicyDokument4 SeitenConfidentiality PolicyChiekoi PasaoaNoch keine Bewertungen
- PRO-CAL-01 Measuring Equipment Calibration ProgramDokument2 SeitenPRO-CAL-01 Measuring Equipment Calibration ProgramChiekoi PasaoaNoch keine Bewertungen
- Badminton Tournament 2022 GuidelinesDokument3 SeitenBadminton Tournament 2022 GuidelinesChiekoi PasaoaNoch keine Bewertungen
- British Retail Consortium BRC Standard A New Chall PDFDokument10 SeitenBritish Retail Consortium BRC Standard A New Chall PDFChiekoi PasaoaNoch keine Bewertungen
- SD-SCD-QF72B PCIMS Account Registration Form For PS Applicants - PS - 01302019Dokument1 SeiteSD-SCD-QF72B PCIMS Account Registration Form For PS Applicants - PS - 01302019Chiekoi PasaoaNoch keine Bewertungen
- PNS 396-2 1997 Ref & Freezer-IGDokument11 SeitenPNS 396-2 1997 Ref & Freezer-IGChiekoi PasaoaNoch keine Bewertungen
- PNS 255 1996 Airpot Coffee Maker-IGDokument6 SeitenPNS 255 1996 Airpot Coffee Maker-IGChiekoi PasaoaNoch keine Bewertungen
- PNS IEC 60065 Series of 2007 Audio VideoDokument6 SeitenPNS IEC 60065 Series of 2007 Audio VideoChiekoi PasaoaNoch keine Bewertungen
- Training Topics: In-House Training - Customized To Your Needs !Dokument1 SeiteTraining Topics: In-House Training - Customized To Your Needs !Chiekoi PasaoaNoch keine Bewertungen
- Quality Management Systems Fundamentals Vocabulary AwarenessDokument23 SeitenQuality Management Systems Fundamentals Vocabulary AwarenessmytheeNoch keine Bewertungen
- HACCP - Identification of CCPS, CPS, PRPS, OPRPs...Dokument5 SeitenHACCP - Identification of CCPS, CPS, PRPS, OPRPs...cher28100% (1)
- Section8.Prerequisite Programs For Good Manufacturing Practi PDFDokument13 SeitenSection8.Prerequisite Programs For Good Manufacturing Practi PDFChiekoi PasaoaNoch keine Bewertungen
- Best Practice Guidelines For Cleaning Di PDFDokument136 SeitenBest Practice Guidelines For Cleaning Di PDFChiekoi PasaoaNoch keine Bewertungen
- IFS Food, Issue 6.1, Audit Process.: Client Information NoteDokument3 SeitenIFS Food, Issue 6.1, Audit Process.: Client Information NoteChiekoi PasaoaNoch keine Bewertungen
- Training Course OutlineDokument1 SeiteTraining Course OutlineChiekoi PasaoaNoch keine Bewertungen
- FAQsDokument11 SeitenFAQsChiekoi PasaoaNoch keine Bewertungen
- HAZOPDokument60 SeitenHAZOPChiekoi PasaoaNoch keine Bewertungen
- ISO 22716 Good Manufacturing Practices (Cosmetics)Dokument33 SeitenISO 22716 Good Manufacturing Practices (Cosmetics)Chiekoi Pasaoa100% (1)
- MT Lesson PlanDokument6 SeitenMT Lesson PlanChiekoi PasaoaNoch keine Bewertungen
- GMP ChecklistDokument17 SeitenGMP ChecklistChiekoi PasaoaNoch keine Bewertungen
- Basic GMP Guidebook PDFDokument56 SeitenBasic GMP Guidebook PDFEsheshNoch keine Bewertungen
- Self AssessmentDokument35 SeitenSelf AssessmentChiekoi PasaoaNoch keine Bewertungen
- Quality Manual TemplateDokument37 SeitenQuality Manual TemplateSteve UNoch keine Bewertungen
- Marcos v. CADokument2 SeitenMarcos v. CANikki MalferrariNoch keine Bewertungen
- Drimaren - Dark - Blue HF-CDDokument17 SeitenDrimaren - Dark - Blue HF-CDrajasajjad0% (1)
- Addendum PDFDokument2 SeitenAddendum PDFIbaiMitxelenaSanchezNoch keine Bewertungen
- VDOVENKO 5 English TestDokument2 SeitenVDOVENKO 5 English Testира осипчукNoch keine Bewertungen
- Nursery Rhymes Flip ChartDokument23 SeitenNursery Rhymes Flip ChartSilvana del Val90% (10)
- System of Units: Si Units and English UnitsDokument7 SeitenSystem of Units: Si Units and English UnitsJp ValdezNoch keine Bewertungen
- Marimba ReferenceDokument320 SeitenMarimba Referenceapi-3752991Noch keine Bewertungen
- CASE STUDY GGHDokument4 SeitenCASE STUDY GGHSanthi PriyaNoch keine Bewertungen
- Shell Aviation: Aeroshell Lubricants and Special ProductsDokument12 SeitenShell Aviation: Aeroshell Lubricants and Special ProductsIventNoch keine Bewertungen
- Eris User ManualDokument8 SeitenEris User ManualcasaleiroNoch keine Bewertungen
- BRD 1834 Aug 16 BookDokument450 SeitenBRD 1834 Aug 16 BookAnonymous ktIKDRGCzNoch keine Bewertungen
- Module Unit I Week 1&2Dokument23 SeitenModule Unit I Week 1&2Cherryl IbarrientosNoch keine Bewertungen
- Ks3 English 2009 Reading Answer BookletDokument12 SeitenKs3 English 2009 Reading Answer BookletHossamNoch keine Bewertungen
- Pod HD500X SMDokument103 SeitenPod HD500X SMerendutekNoch keine Bewertungen
- IPASO1000 - Appendix - FW Download To Uncurrent SideDokument11 SeitenIPASO1000 - Appendix - FW Download To Uncurrent SidesaidbitarNoch keine Bewertungen
- Peer Pressure and Academic Performance 1Dokument38 SeitenPeer Pressure and Academic Performance 1alnoel oleroNoch keine Bewertungen
- 7th Sea CCG - Broadsides SpoilersDokument19 Seiten7th Sea CCG - Broadsides SpoilersmrtibblesNoch keine Bewertungen
- Extent of Small Scale Fish Farming in Three DistriDokument13 SeitenExtent of Small Scale Fish Farming in Three DistriMartin Ayoba MubusoNoch keine Bewertungen
- Thesis RadioactivityDokument13 SeitenThesis RadioactivitysaanvicodingNoch keine Bewertungen
- Bebras2021 BrochureDokument5 SeitenBebras2021 BrochureJeal Amyrrh CaratiquitNoch keine Bewertungen
- A Study of Cognitive Human Factors in Mascot DesignDokument16 SeitenA Study of Cognitive Human Factors in Mascot DesignAhmadNoch keine Bewertungen
- 1 Reviewing Number Concepts: Coursebook Pages 1-21Dokument2 Seiten1 Reviewing Number Concepts: Coursebook Pages 1-21effa86Noch keine Bewertungen
- Sourabh ResumeDokument2 SeitenSourabh ResumeVijay RajNoch keine Bewertungen
- LGBT in Malaysia: Social Welfare SystemDokument24 SeitenLGBT in Malaysia: Social Welfare SystemMuhammad Syazwan Ahmad Fauzi100% (1)
- Dairy IndustryDokument11 SeitenDairy IndustryAbhishek SharmaNoch keine Bewertungen
- Chapter One: China Civil Engineering Construction Coorperation (Ccecc) WasDokument24 SeitenChapter One: China Civil Engineering Construction Coorperation (Ccecc) WasMoffat KangombeNoch keine Bewertungen
- Fmi Unit 2Dokument86 SeitenFmi Unit 2Pranav vigneshNoch keine Bewertungen
- Highway MidtermsDokument108 SeitenHighway MidtermsAnghelo AlyenaNoch keine Bewertungen
- Schneider - Ch16 - Inv To CS 8eDokument33 SeitenSchneider - Ch16 - Inv To CS 8ePaulo SantosNoch keine Bewertungen