Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Orion Premium 190mm f/5.3 Maksutov-Newtonian Astrograph: Instruction ManualDokument8 SeitenOrion Premium 190mm f/5.3 Maksutov-Newtonian Astrograph: Instruction ManualjorgeNoch keine Bewertungen
- Method For Making Schmidt Corrector LensesDokument7 SeitenMethod For Making Schmidt Corrector LensesjorgeNoch keine Bewertungen
- Coulter Optical Company 1970s FlyerDokument7 SeitenCoulter Optical Company 1970s FlyerjorgeNoch keine Bewertungen
- Lens CoatingDokument43 SeitenLens CoatingjorgeNoch keine Bewertungen
- Method For Removing Baked Magnesium Fluoride Films From Optical GlassDokument3 SeitenMethod For Removing Baked Magnesium Fluoride Films From Optical GlassjorgeNoch keine Bewertungen
- Vacuum Deposition Guide: MaterialsDokument28 SeitenVacuum Deposition Guide: MaterialsjorgeNoch keine Bewertungen
- Common Deposition Techniques: Electron-BeamDokument4 SeitenCommon Deposition Techniques: Electron-BeamjorgeNoch keine Bewertungen
- Dicroic MirrorDokument39 SeitenDicroic MirrorjorgeNoch keine Bewertungen
- Silicon Dioxide Patinal: General InformationDokument4 SeitenSilicon Dioxide Patinal: General InformationjorgeNoch keine Bewertungen
- Silicon Monoxide Patinal: General InformationDokument4 SeitenSilicon Monoxide Patinal: General InformationjorgeNoch keine Bewertungen
- Ophthalmic EDokument6 SeitenOphthalmic EjorgeNoch keine Bewertungen
- Titanium Oxide X Patinal: General InformationDokument5 SeitenTitanium Oxide X Patinal: General InformationjorgeNoch keine Bewertungen
- 247 0 Coating Brochure Web-EnDokument36 Seiten247 0 Coating Brochure Web-EnjorgeNoch keine Bewertungen
- Patinal EMD Catalogue Tcm2080 128020Dokument20 SeitenPatinal EMD Catalogue Tcm2080 128020jorgeNoch keine Bewertungen
- Rotary Vane Pumps DS 602 VARIANDokument29 SeitenRotary Vane Pumps DS 602 VARIANjorgeNoch keine Bewertungen
- Turbopump TMH Tmu 260aDokument17 SeitenTurbopump TMH Tmu 260ajorgeNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Alien Vault Lab2Dokument28 SeitenAlien Vault Lab2DukeNoch keine Bewertungen
- Introduction To Wireless Application Protocol (WAP) OGIDokument12 SeitenIntroduction To Wireless Application Protocol (WAP) OGIApram SinghNoch keine Bewertungen
- Tharmal Analysis BasicsDokument56 SeitenTharmal Analysis BasicsNetoNoch keine Bewertungen
- Psychrometric Chart - Us and Si UnitsDokument1 SeitePsychrometric Chart - Us and Si UnitsRaden_Rici_Abi_1914Noch keine Bewertungen
- Braun KF40 - CDokument17 SeitenBraun KF40 - CAgung UtoyoNoch keine Bewertungen
- Mimaki Install Guide (En)Dokument16 SeitenMimaki Install Guide (En)หน่อง นพดลNoch keine Bewertungen
- Quality ControlDokument10 SeitenQuality ControlSabbir AhmedNoch keine Bewertungen
- S09 Power TrainDokument90 SeitenS09 Power TrainPLANEAMIENTO MDRILLNoch keine Bewertungen
- Problems PDFDokument9 SeitenProblems PDFEduarGelvezNoch keine Bewertungen
- VLE Lactic Acid Ethyl Lactate Esterification PDFDokument7 SeitenVLE Lactic Acid Ethyl Lactate Esterification PDFAseem Kashyap0% (1)
- Using Dapper Asynchronously inDokument1 SeiteUsing Dapper Asynchronously inGiovani BrondaniNoch keine Bewertungen
- Acceleration GrpahDokument14 SeitenAcceleration GrpahRAFAEL TORRESNoch keine Bewertungen
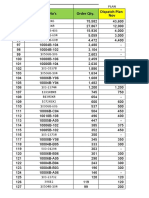
- Order Qty Vs Dispatch Plan - 04 11 20Dokument13 SeitenOrder Qty Vs Dispatch Plan - 04 11 20NPD1 JAKAPNoch keine Bewertungen
- Experiment 5 DACDokument3 SeitenExperiment 5 DACABHISHEK SHARMANoch keine Bewertungen
- Portland CementDokument46 SeitenPortland Cementni putu diah untariningsihNoch keine Bewertungen
- Colchicine - British Pharmacopoeia 2016Dokument4 SeitenColchicine - British Pharmacopoeia 2016Social Service (V)100% (1)
- Applying Six Sigma at 3MDokument13 SeitenApplying Six Sigma at 3MdchNoch keine Bewertungen
- SR No Co Name Salutation Person Designation Contact NoDokument4 SeitenSR No Co Name Salutation Person Designation Contact NoAnindya SharmaNoch keine Bewertungen
- Bio-Sensors and Bio-Devices: Spring 2020Dokument22 SeitenBio-Sensors and Bio-Devices: Spring 2020barristertoto99 chanNoch keine Bewertungen
- 007-013558-001 SAS PCE SPE With Support For HSM PSE2 Integration Feature Documentation RevCDokument43 Seiten007-013558-001 SAS PCE SPE With Support For HSM PSE2 Integration Feature Documentation RevCpietoeNoch keine Bewertungen
- How Is Electrical Energy MeasuredDokument4 SeitenHow Is Electrical Energy MeasuredSonya ReddyNoch keine Bewertungen
- Idlers - Medium To Heavy Duty PDFDokument28 SeitenIdlers - Medium To Heavy Duty PDFEd Ace100% (1)
- Restoration and Adaptive Re-Use of Queen Mary's High School: Phase-1Dokument4 SeitenRestoration and Adaptive Re-Use of Queen Mary's High School: Phase-1Sonali GurungNoch keine Bewertungen
- Biomasse-HKW Sandreuth E NQDokument8 SeitenBiomasse-HKW Sandreuth E NQValeriu StanNoch keine Bewertungen
- TDS Sadechaf UVACRYL 2151 - v9Dokument5 SeitenTDS Sadechaf UVACRYL 2151 - v9Alex MacabuNoch keine Bewertungen
- Sjoblom, J. - Handbook of Emulsion Technology PDFDokument731 SeitenSjoblom, J. - Handbook of Emulsion Technology PDFdcharlies92% (13)
- Estimation Software For Presure VesselDokument36 SeitenEstimation Software For Presure VesselKarthikeyan Shanmugavel0% (1)
- Islamic Law - WaterDokument12 SeitenIslamic Law - WaterAnum FaheemNoch keine Bewertungen
- Vibro SifterDokument7 SeitenVibro SifterDIpesh SahooNoch keine Bewertungen
- BD+ CD+ XD+ - tcm833-3534072Dokument20 SeitenBD+ CD+ XD+ - tcm833-3534072MisterMMNoch keine Bewertungen