Das könnte Ihnen auch gefallen
- Handbook on Small Bore Rifle Shooting - Equipment, Marksmanship, Target Shooting, Practical Shooting, Rifle Ranges, Rifle ClubsVon EverandHandbook on Small Bore Rifle Shooting - Equipment, Marksmanship, Target Shooting, Practical Shooting, Rifle Ranges, Rifle ClubsBewertung: 2 von 5 Sternen2/5 (1)
- Corbin Technical Bulletin Volume 1Dokument38 SeitenCorbin Technical Bulletin Volume 1aikidomoyses0% (1)
- Gun Digest's Customize Your Revolver Concealed Carry Collection eShort: From regular pistol maintenance to sights, action, barrel and finish upgrades for your custom revolver.Von EverandGun Digest's Customize Your Revolver Concealed Carry Collection eShort: From regular pistol maintenance to sights, action, barrel and finish upgrades for your custom revolver.Noch keine Bewertungen
- Handloader's Manual - A Treatise on Modern Cartridge Components and Their Assembly by the Individual Shooter Into Accurate Ammunition to Best Suit his Various PurposesVon EverandHandloader's Manual - A Treatise on Modern Cartridge Components and Their Assembly by the Individual Shooter Into Accurate Ammunition to Best Suit his Various PurposesNoch keine Bewertungen
- The Gun Digest Book of Rimfire Rifles Assembly/Disassembly: Step-by-Step Photos for 74 Models & 228 VariablesVon EverandThe Gun Digest Book of Rimfire Rifles Assembly/Disassembly: Step-by-Step Photos for 74 Models & 228 VariablesNoch keine Bewertungen
- Handloader's Digest: The World's Greatest Handloading BookVon EverandHandloader's Digest: The World's Greatest Handloading BookBewertung: 2 von 5 Sternen2/5 (1)
- Gun Digest's Revolver Maintenance Concealed Carry eShort: Learn how to keep your revolver running like new with these pistol maintenance secrets, revolver cleaning tips & handgun storage solutions.Von EverandGun Digest's Revolver Maintenance Concealed Carry eShort: Learn how to keep your revolver running like new with these pistol maintenance secrets, revolver cleaning tips & handgun storage solutions.Bewertung: 2 von 5 Sternen2/5 (1)
- Gun Digest American Arms ATI GSG-5 Assembly/Disassembly InstructionsVon EverandGun Digest American Arms ATI GSG-5 Assembly/Disassembly InstructionsNoch keine Bewertungen
- Gun Digest Book of Shotguns Assembly/Disassembly, 4th Ed.Von EverandGun Digest Book of Shotguns Assembly/Disassembly, 4th Ed.Noch keine Bewertungen
- Gun Digest's Revolver Malfunction Clearing Concealed Carry eShort: Learn how to clear trigger jams, gun misfires and case-under-extractor malfunctions.Von EverandGun Digest's Revolver Malfunction Clearing Concealed Carry eShort: Learn how to clear trigger jams, gun misfires and case-under-extractor malfunctions.Noch keine Bewertungen
- Glass Bedding RiflesDokument34 SeitenGlass Bedding RiflesclaidemoreNoch keine Bewertungen
- Brownells-2 5LB1911TriggerPullDokument4 SeitenBrownells-2 5LB1911TriggerPullRyan ShanksNoch keine Bewertungen
- 2014 Alliant Powder CatalogDokument55 Seiten2014 Alliant Powder Catalogsaddleup-bang100% (1)
- Mauser Oberndorf PDFDokument15 SeitenMauser Oberndorf PDFgglocksterNoch keine Bewertungen
- Maxi Ball LoadsDokument11 SeitenMaxi Ball LoadsAllan HannaNoch keine Bewertungen
- Hushpower CatalogueDokument10 SeitenHushpower CataloguepbayersNoch keine Bewertungen
- Winchester Model 94 Lever Action Rifle Owner's Manual - Top-Tang Safety VersionDokument0 SeitenWinchester Model 94 Lever Action Rifle Owner's Manual - Top-Tang Safety Versioncarlosfanjul1Noch keine Bewertungen
- Swiss K31 K11 Manual PDFDokument81 SeitenSwiss K31 K11 Manual PDFbjmooseNoch keine Bewertungen
- Reloading For The Semi - Auto - C.E. Harris 1986Dokument9 SeitenReloading For The Semi - Auto - C.E. Harris 1986bpm990d100% (2)
- Gunsmith Threads Rifle Barrel for Sound ModeratorDokument2 SeitenGunsmith Threads Rifle Barrel for Sound Moderatorpeter3972Noch keine Bewertungen
- Otbc Load ManualDokument188 SeitenOtbc Load Manualtimothy100% (1)
- Case Reforming Guide: Tips for Cartridge ConversionsDokument8 SeitenCase Reforming Guide: Tips for Cartridge ConversionsIM_JohnnyV100% (3)
- Single Shot Rifle Action Safety MechanismDokument6 SeitenSingle Shot Rifle Action Safety MechanismE MakinenNoch keine Bewertungen
- Alliant Powder Reloaders Guide - 2022Dokument96 SeitenAlliant Powder Reloaders Guide - 2022Heywood JablowmeNoch keine Bewertungen
- Handloading Old Faithful - The 308 WinchesterDokument90 SeitenHandloading Old Faithful - The 308 Winchesterblowmeasshole1911Noch keine Bewertungen
- Reloading Data Rem 223Dokument1 SeiteReloading Data Rem 223Carmine TopesioNoch keine Bewertungen
- 1987 B57 Variations of The Model 1885 WinchesterDokument11 Seiten1987 B57 Variations of The Model 1885 Winchesternotjustsomeone67% (3)
- Inst-111 Basic Gunsmithing KitDokument18 SeitenInst-111 Basic Gunsmithing KitRaul Antonio Familia matoNoch keine Bewertungen
- RifleShooter - March 2017 PDFDokument76 SeitenRifleShooter - March 2017 PDF2007cristi50% (2)
- Lyman Bullet Making Guide For All MouldsDokument2 SeitenLyman Bullet Making Guide For All MouldsZardoz1090Noch keine Bewertungen
- Winchester Model 1885Dokument0 SeitenWinchester Model 1885carlosfanjul1Noch keine Bewertungen
- Making The Extractor Cut On A Virgin Barrel - The AK Files ForumsDokument4 SeitenMaking The Extractor Cut On A Virgin Barrel - The AK Files Forumsscout50Noch keine Bewertungen
- Sierra .223 AR LoadsDokument10 SeitenSierra .223 AR LoadsyourmothersNoch keine Bewertungen
- Target Shooter SeptemberDokument92 SeitenTarget Shooter SeptemberTarget Shooter100% (3)
- Compared - The 9mm Luger and The .38 Special - by Chuck HawksDokument4 SeitenCompared - The 9mm Luger and The .38 Special - by Chuck Hawksblowmeasshole1911Noch keine Bewertungen
- Thompson Center Encore Pistol PDFDokument24 SeitenThompson Center Encore Pistol PDFyuehanNoch keine Bewertungen
- Refinishing: Fig 10-4 A Firm Co or Ed This No 2 Rolling Block For MeDokument12 SeitenRefinishing: Fig 10-4 A Firm Co or Ed This No 2 Rolling Block For Mes r100% (1)
- Accurate Arms Reloading Guide 2002Dokument64 SeitenAccurate Arms Reloading Guide 2002Zee100% (1)
- Casting and Reloading 12 Gauge Slugs for Rifled or Smoothbore BarrelsDokument4 SeitenCasting and Reloading 12 Gauge Slugs for Rifled or Smoothbore BarrelsAMIR1393Noch keine Bewertungen
- Damascus Barrel MythDokument6 SeitenDamascus Barrel MythHerman KarlNoch keine Bewertungen
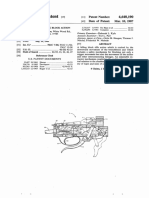
- Patent Summary: Single Shot Falling Block Rifle ActionDokument11 SeitenPatent Summary: Single Shot Falling Block Rifle ActionE Makinen100% (1)
- 30 06 SpringfieldDokument7 Seiten30 06 SpringfieldvnfloreaNoch keine Bewertungen
- America's Rifle - The ARDokument15 SeitenAmerica's Rifle - The ARlsilva171Noch keine Bewertungen
- Ramshot Powders Handloading Guide (Edition II)Dokument57 SeitenRamshot Powders Handloading Guide (Edition II)Aung Zay YaNoch keine Bewertungen
- Gibbs Springfield 1903A4 Sniper RifleDokument8 SeitenGibbs Springfield 1903A4 Sniper RiflegabrielkempeneersNoch keine Bewertungen
- PTG Catalog 08Dokument16 SeitenPTG Catalog 08srahhalNoch keine Bewertungen
- Thompson/Center Arms Co., Inc. P.O. Box 5002 Rochester, New Hampshire 03866Dokument28 SeitenThompson/Center Arms Co., Inc. P.O. Box 5002 Rochester, New Hampshire 03866johndoneNoch keine Bewertungen
- 458 Socom Quickload 405 SPDokument2 Seiten458 Socom Quickload 405 SPDirk BucknerNoch keine Bewertungen
- How To Make and Load All-Brass .410 Shotshells.Dokument3 SeitenHow To Make and Load All-Brass .410 Shotshells.Steven PollardNoch keine Bewertungen
- SAAMI Info & Cartridge ListDokument4 SeitenSAAMI Info & Cartridge Listsandy106Noch keine Bewertungen
- Deer Rifles and Cartridges: A Complete Guide to All Hunting SituationsVon EverandDeer Rifles and Cartridges: A Complete Guide to All Hunting SituationsBewertung: 3 von 5 Sternen3/5 (1)
- Ruger's Old Army: Guns Magazine Feb, 2004 John TaffinDokument5 SeitenRuger's Old Army: Guns Magazine Feb, 2004 John Taffinfalcon62Noch keine Bewertungen
- List of Multiple Barrel FirearmsDokument10 SeitenList of Multiple Barrel FirearmsLuiz Fernando Nogueira HenriqueNoch keine Bewertungen
- Handloads That WorkDokument9 SeitenHandloads That Workjerrycr500100% (1)
- CUP, Psi & Reloading DataDokument4 SeitenCUP, Psi & Reloading Datarick.mccort2766100% (3)
- Reloading Lovex enDokument48 SeitenReloading Lovex enakms1982Noch keine Bewertungen
- Mauser M96& m98Dokument129 SeitenMauser M96& m98makinerk100% (1)
- Gun Vises For Almost Nothin..Dokument4 SeitenGun Vises For Almost Nothin..bulkmail5784Noch keine Bewertungen
- AK Bolt Gap SetupDokument22 SeitenAK Bolt Gap SetupAdam Hemsley100% (2)
- Training Group: Maintenance Manual For HK416 Enhanced Carbine Rifle SystemDokument54 SeitenTraining Group: Maintenance Manual For HK416 Enhanced Carbine Rifle SystemAnonymous YggO6T6Gz100% (1)
- Headspace GuideDokument7 SeitenHeadspace Guideusn212100% (2)
- Head SpaceDokument18 SeitenHead Spaceglitch1187100% (2)
- M2 Milspec Mil G 1298aDokument8 SeitenM2 Milspec Mil G 1298apavefeguyNoch keine Bewertungen
- M2HB Practical USMCDokument66 SeitenM2HB Practical USMCTomáš GajdaNoch keine Bewertungen
- Public Introduction 360 Buckhammer 2023-01-30Dokument2 SeitenPublic Introduction 360 Buckhammer 2023-01-30AmmoLand Shooting Sports NewsNoch keine Bewertungen
- TM9-1005-213-10 - M2HB - Operator's ManualDokument172 SeitenTM9-1005-213-10 - M2HB - Operator's Manualhodhodhodsribd100% (2)
- AK BuildDokument185 SeitenAK BuildSteven W. Ninichuck100% (5)
- Mauser M96& m98Dokument129 SeitenMauser M96& m98makinerk100% (1)
- G0159Dokument68 SeitenG0159Samuel Giannotti100% (2)
- JERICHO Manual 08 011 08 15 00 PDFDokument74 SeitenJERICHO Manual 08 011 08 15 00 PDFzaul herreraNoch keine Bewertungen
- 303 HeadspaceDokument5 Seiten303 Headspacemustang460Noch keine Bewertungen
- C.I.P. Tables of Dimensions of Cartridges and Chambers (TDCC) - (Complete)Dokument523 SeitenC.I.P. Tables of Dimensions of Cartridges and Chambers (TDCC) - (Complete)stary100% (7)
- Autoloading Pistols Guide for Police OfficersDokument25 SeitenAutoloading Pistols Guide for Police OfficerssrahhalNoch keine Bewertungen
- Ruger Precision Rifle 5.56/223 Spec SheetDokument1 SeiteRuger Precision Rifle 5.56/223 Spec SheetAmmoLand Shooting Sports NewsNoch keine Bewertungen
- 50 Caliber Rifle Construction ManualDokument65 Seiten50 Caliber Rifle Construction Manualdiglemar100% (4)
- DHS RFP To GSA For Purchase of 7000 AR-15'sDokument15 SeitenDHS RFP To GSA For Purchase of 7000 AR-15'sMichael D BrownNoch keine Bewertungen
- Handloader 2014-08-09Dokument76 SeitenHandloader 2014-08-09lobosolitariobe278100% (3)
- ANSI SAAMI Z299.1 Rimfire 2015 R2018 Approved 2018 06 13Dokument89 SeitenANSI SAAMI Z299.1 Rimfire 2015 R2018 Approved 2018 06 13DeanNoch keine Bewertungen
- JERICHO Manual 08 011 08 15 00Dokument74 SeitenJERICHO Manual 08 011 08 15 00Anonymous pOggsIhOM100% (1)
- Palle Cast Lee Enfield 303 BritishDokument7 SeitenPalle Cast Lee Enfield 303 BritishDomenico PeveriNoch keine Bewertungen
- Firearms Green BookDokument31 SeitenFirearms Green Bookthelie020Noch keine Bewertungen
- 08 011 03 24 00-Galil-5 56-Rev - MANUALDokument89 Seiten08 011 03 24 00-Galil-5 56-Rev - MANUALIsrael Babithor Rojas Valgreen100% (1)
- FBI Advanced Rifle Training For The Observer SniperDokument58 SeitenFBI Advanced Rifle Training For The Observer SniperGasMaskBob100% (2)
- Reference For CROWDokument18 SeitenReference For CROWpaaoam11Noch keine Bewertungen
- Reamers - David Manson 2017Dokument32 SeitenReamers - David Manson 2017Peter DavidsonNoch keine Bewertungen
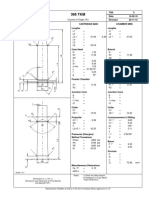
- 366 TKM 200922 enDokument1 Seite366 TKM 200922 enASAD111Noch keine Bewertungen
- z299 2 Ansi Saami ShotshellDokument121 Seitenz299 2 Ansi Saami ShotshelljrnelsonNoch keine Bewertungen