Das könnte Ihnen auch gefallen
- Manual de Transmision Automatica Aisin A132lDokument46 SeitenManual de Transmision Automatica Aisin A132led1996100% (4)
- Woodward SolenoidsDokument28 SeitenWoodward Solenoidssummoner001100% (4)
- Service Manual: Screw Compressor M57Dokument0 SeitenService Manual: Screw Compressor M57Carlos Miguel Gonzalez100% (1)
- SD-100PP Prior SN 141989 PDFDokument282 SeitenSD-100PP Prior SN 141989 PDFtaller100% (1)
- Caterpillar 3412EDokument4 SeitenCaterpillar 3412Esaftbond00750% (4)
- OEM ManualDokument784 SeitenOEM ManualJ BrockNoch keine Bewertungen
- 2020 Style 688 Split SealtekDokument8 Seiten2020 Style 688 Split SealtekdiamsamNoch keine Bewertungen
- CC JEsnen Fine Filter TechnologyDokument16 SeitenCC JEsnen Fine Filter Technologyg arvNoch keine Bewertungen
- A Guide To Welding Electrodes On Ships-Part 1Dokument7 SeitenA Guide To Welding Electrodes On Ships-Part 1Salwan ShubhamNoch keine Bewertungen
- Boiler Water Treatment: AlkalinityDokument21 SeitenBoiler Water Treatment: AlkalinitySalwan ShubhamNoch keine Bewertungen
- Typical Wear Mechanism 2 Stroke Exhaust ValvesDokument5 SeitenTypical Wear Mechanism 2 Stroke Exhaust ValvesdragoscodNoch keine Bewertungen
- Module 4 - Ignition Systems - QSK60GDokument18 SeitenModule 4 - Ignition Systems - QSK60GMuhammad Ishfaq100% (1)
- Exhaust Valve Main EngineDokument7 SeitenExhaust Valve Main EngineMandeep Singh Kahlon100% (1)
- Field Cleaning of Compressor Lube-Oil and Seal-Oil Systems-MDokument16 SeitenField Cleaning of Compressor Lube-Oil and Seal-Oil Systems-Mbkm dizaynNoch keine Bewertungen
- Insulating Systems For Repair Industry in AmericasDokument16 SeitenInsulating Systems For Repair Industry in AmericasElafanNoch keine Bewertungen
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesVon EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNoch keine Bewertungen
- Manual Komatsu Cod ErroresDokument64 SeitenManual Komatsu Cod Errorescarlosalberto_2897% (29)
- Manual Mantenimiento Compresor QR25 Modelo 325Dokument13 SeitenManual Mantenimiento Compresor QR25 Modelo 325Rafa D'voxNoch keine Bewertungen
- Engine 3408Dokument21 SeitenEngine 3408Abd ElGhanY AwdNoch keine Bewertungen
- Viking: Product ManualDokument26 SeitenViking: Product ManualCristian RobiconNoch keine Bewertungen
- CT O & M ManualDokument14 SeitenCT O & M ManualRAJNIKANT saini50% (2)
- Triple Screw PumpDokument7 SeitenTriple Screw PumpEfrain Gomez M.Noch keine Bewertungen
- Design of Coupling Enclosures by Michael M. CalistratDokument8 SeitenDesign of Coupling Enclosures by Michael M. Calistrat최승원Noch keine Bewertungen
- Motorized Pulley GB OKDokument104 SeitenMotorized Pulley GB OKhareudangNoch keine Bewertungen
- Electronic Induction Centrifugal Casting Machine Mod. Smartcast Operating and Maintenance Manual EDITION 04-2011Dokument32 SeitenElectronic Induction Centrifugal Casting Machine Mod. Smartcast Operating and Maintenance Manual EDITION 04-2011Ehab SaberNoch keine Bewertungen
- Ve 24 Vacuum Circuit BreakersDokument9 SeitenVe 24 Vacuum Circuit Breakersharihoed.s7201801Noch keine Bewertungen
- High Power Variable Frequency Generator For Large Civil AircraftDokument4 SeitenHigh Power Variable Frequency Generator For Large Civil AircraftTianxiang BearNoch keine Bewertungen
- Catalog Bulk Handling Motorized Pulleys ENDokument96 SeitenCatalog Bulk Handling Motorized Pulleys ENBruno Alberto de SouzaNoch keine Bewertungen
- V002t06a010 81 GT 45Dokument11 SeitenV002t06a010 81 GT 45HazimNoch keine Bewertungen
- Recuperator/ Regenerator History ChartDokument1 SeiteRecuperator/ Regenerator History ChartRizwan MNoch keine Bewertungen
- Alliance Trickle TreatDokument8 SeitenAlliance Trickle Treatslong777Noch keine Bewertungen
- An Introduction To Canned Motor PumpsDokument4 SeitenAn Introduction To Canned Motor PumpsBramJanssen76Noch keine Bewertungen
- Abb CCMDokument60 SeitenAbb CCMdaperroNoch keine Bewertungen
- CAT Engine Specifications: 3508B Offshore Emergency Generator SetDokument6 SeitenCAT Engine Specifications: 3508B Offshore Emergency Generator SetGazNoch keine Bewertungen
- Sachs 1Dokument45 SeitenSachs 1caf28035Noch keine Bewertungen
- Ultra Safe Nuclear MMRDokument19 SeitenUltra Safe Nuclear MMRJin JiangNoch keine Bewertungen
- SWP Practical Group 2 MocbDokument7 SeitenSWP Practical Group 2 Mocbgawalivivek216Noch keine Bewertungen
- Operational Guidelines To Operating MAN B&W 2-Stroke Engines On Distillate FuelsDokument6 SeitenOperational Guidelines To Operating MAN B&W 2-Stroke Engines On Distillate FuelsAnonymous XtvvG80zuNoch keine Bewertungen
- Insulating Systems For Repair Industry in AmericasDokument16 SeitenInsulating Systems For Repair Industry in AmericasDragan NedićNoch keine Bewertungen
- 7F Issue 3 Second Link For FACDokument6 Seiten7F Issue 3 Second Link For FACحمودي معزNoch keine Bewertungen
- Development of A Camless EngineDokument12 SeitenDevelopment of A Camless EngineRahul GajjeNoch keine Bewertungen
- Welding Together: General CatalogueDokument146 SeitenWelding Together: General CatalogueYeison E. MoraNoch keine Bewertungen
- MTZ-2011-11 - New Two-Stroke Marine Diesel Engines From WärtsiläDokument8 SeitenMTZ-2011-11 - New Two-Stroke Marine Diesel Engines From WärtsiläDmitrii PustoshkinNoch keine Bewertungen
- Overhaul of Raw Material Mill Gearbox Saves More Than 300,000 EurosDokument5 SeitenOverhaul of Raw Material Mill Gearbox Saves More Than 300,000 Eurosjesus rodriguezNoch keine Bewertungen
- Reed Switch Oil Level SensorDokument2 SeitenReed Switch Oil Level SensorMT HNoch keine Bewertungen
- Lit Uk L MagtectaDokument8 SeitenLit Uk L MagtectaBori Andes PutraNoch keine Bewertungen
- M88 2 - Ang 2Dokument2 SeitenM88 2 - Ang 2Santosa Edy WibowoNoch keine Bewertungen
- Turbine Blade and Nozzle Ring RepairsDokument2 SeitenTurbine Blade and Nozzle Ring Repairsamir moniriNoch keine Bewertungen
- CAT Generator Set SpecificationsDokument6 SeitenCAT Generator Set SpecificationsBryle James BialaNoch keine Bewertungen
- ECM Brochure EN PDFDokument16 SeitenECM Brochure EN PDFMantosh Kumar PrajapatiNoch keine Bewertungen
- Lehw0013 01Dokument4 SeitenLehw0013 01ingcalderonNoch keine Bewertungen
- Adaptive Multi Charge Ignition For Critical Combustion ConditionsDokument9 SeitenAdaptive Multi Charge Ignition For Critical Combustion ConditionssangdienNoch keine Bewertungen
- SWP Practical Mocb Group 2 Final TablelessDokument8 SeitenSWP Practical Mocb Group 2 Final Tablelessgawalivivek216Noch keine Bewertungen
- Hydroleduc MXP Series Motor enDokument12 SeitenHydroleduc MXP Series Motor enFredy KokNoch keine Bewertungen
- Motor IspDokument136 SeitenMotor IspKnjigescribd100% (1)
- Megawatt Machine E-BrochureDokument12 SeitenMegawatt Machine E-BrochureEDBNoch keine Bewertungen
- Động cơ băng tải RulmecaDokument112 SeitenĐộng cơ băng tải RulmecaRulmeca Việt NamNoch keine Bewertungen
- Vem Morors MarineDokument36 SeitenVem Morors MarineembasianNoch keine Bewertungen
- Important Information: Section 1C - Maintenance Inboard ModelsDokument26 SeitenImportant Information: Section 1C - Maintenance Inboard ModelsJorge SoberanoNoch keine Bewertungen
- Model Answers Winter 2018Dokument13 SeitenModel Answers Winter 20181345Pranmya LadEENoch keine Bewertungen
- RTA-65 Daros Chromium-Ceramic Piston RingsDokument6 SeitenRTA-65 Daros Chromium-Ceramic Piston RingsCatalin CataNoch keine Bewertungen
- Ignition ModuleDokument4 SeitenIgnition ModuleMari Carmen RodriguezNoch keine Bewertungen
- PDF SST 400 Steam Turbine For Economical Production Heat and Power CompressDokument4 SeitenPDF SST 400 Steam Turbine For Economical Production Heat and Power CompressJose David Martínez IbarraNoch keine Bewertungen
- Manual IEC56-180 PDFDokument2 SeitenManual IEC56-180 PDFNilesh ThakreNoch keine Bewertungen
- 3244cr Four Stroke Diesel Engine - 3 PDFDokument9 Seiten3244cr Four Stroke Diesel Engine - 3 PDFalulgameNoch keine Bewertungen
- Camshaft Do Double DutyDokument5 SeitenCamshaft Do Double DutyHennie VeldmanNoch keine Bewertungen
- English Language Weekly Test - 1: Exercise 1Dokument2 SeitenEnglish Language Weekly Test - 1: Exercise 1Salwan ShubhamNoch keine Bewertungen
- Stability BasicsDokument10 SeitenStability BasicsSalwan ShubhamNoch keine Bewertungen
- Alligation:) - . PR PR - . (Dokument8 SeitenAlligation:) - . PR PR - . (Salwan ShubhamNoch keine Bewertungen
- Advertisement No. 04/2020 Recruitment of Non-Faculty Posts: DRB R Ambedkar National Institute of Technology JalandharDokument35 SeitenAdvertisement No. 04/2020 Recruitment of Non-Faculty Posts: DRB R Ambedkar National Institute of Technology JalandharSalwan ShubhamNoch keine Bewertungen
- Shortcut KeysDokument49 SeitenShortcut KeysSalwan ShubhamNoch keine Bewertungen
- ) I Ei) I (Ndfffi Ffi": Fir + ReDokument3 Seiten) I Ei) I (Ndfffi Ffi": Fir + ReSalwan ShubhamNoch keine Bewertungen
- StabilityDokument8 SeitenStabilitySalwan ShubhamNoch keine Bewertungen
- Micro-Fog Firefighting EquipmentDokument5 SeitenMicro-Fog Firefighting EquipmentSalwan ShubhamNoch keine Bewertungen
- News 564a0d56b826fDokument33 SeitenNews 564a0d56b826fSalwan ShubhamNoch keine Bewertungen
- Microsoft Word - New - Convocation - ApplicationDokument2 SeitenMicrosoft Word - New - Convocation - ApplicationSalwan ShubhamNoch keine Bewertungen
- Yanmar DieselDokument5 SeitenYanmar DieselSalwan Shubham100% (1)
- Marine Study: Coc Oral Exam Preparation (Part-5) - BoilerDokument8 SeitenMarine Study: Coc Oral Exam Preparation (Part-5) - BoilerSalwan ShubhamNoch keine Bewertungen
- Microsoft Word - New - Convocation - ApplicationDokument2 SeitenMicrosoft Word - New - Convocation - ApplicationSalwan ShubhamNoch keine Bewertungen
- ME Engines: Electronic Headway of Two-Stroke DieselsDokument4 SeitenME Engines: Electronic Headway of Two-Stroke DieselsSalwan ShubhamNoch keine Bewertungen
- Operating System Case Study: Linux: ENG224 Information Technology - Part IDokument61 SeitenOperating System Case Study: Linux: ENG224 Information Technology - Part ISalwan ShubhamNoch keine Bewertungen
- Operation Manual FOR SKT140 Series of Pneumatic Hydraulic Test-BedDokument12 SeitenOperation Manual FOR SKT140 Series of Pneumatic Hydraulic Test-BedAlex RamirezNoch keine Bewertungen
- PRV Applications GuideDokument16 SeitenPRV Applications Guidenido77Noch keine Bewertungen
- Api Plug Valve: Inverted Pressure Balance LubricatedDokument9 SeitenApi Plug Valve: Inverted Pressure Balance Lubricatedgrig_cNoch keine Bewertungen
- Mep Approved Material Specifications: Technical Assessment GuideDokument44 SeitenMep Approved Material Specifications: Technical Assessment GuideriyasNoch keine Bewertungen
- CFI SiloDokument4 SeitenCFI Silofrancisco_navas4479Noch keine Bewertungen
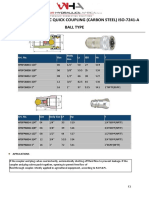
- 68 Series, Hydraulic Quick Coupling (Carbon Steel) Iso-7241-A Ball TypeDokument2 Seiten68 Series, Hydraulic Quick Coupling (Carbon Steel) Iso-7241-A Ball TypeSHANENoch keine Bewertungen
- Qlink Service 150ccDokument37 SeitenQlink Service 150ccmasinac91Noch keine Bewertungen
- Nutron FloatersDokument33 SeitenNutron FloatersFABGOILMANNoch keine Bewertungen
- Instruction Manual Fisher c1 Pneumatic Controllers Transmitters en 134818Dokument52 SeitenInstruction Manual Fisher c1 Pneumatic Controllers Transmitters en 134818othoniel olea gomezNoch keine Bewertungen
- Dual Plate Wafer Check ValvesDokument0 SeitenDual Plate Wafer Check ValvesGohilakrishnan ThiagarajanNoch keine Bewertungen
- TC1569 Drilling Choke Control System Model CW Control PanelDokument74 SeitenTC1569 Drilling Choke Control System Model CW Control PanelrolandNoch keine Bewertungen
- VS-T - Non Contact Metal Seated Ball (Tolboom) Benifits Vs Rising Stem Ball ValveDokument27 SeitenVS-T - Non Contact Metal Seated Ball (Tolboom) Benifits Vs Rising Stem Ball ValveJaydeep PanchalNoch keine Bewertungen
- Anti-Surge - Valve - ROI - REXA - 2Dokument10 SeitenAnti-Surge - Valve - ROI - REXA - 2Hash LalaNoch keine Bewertungen
- High Capacity Tank With Collapsible StructureDokument2 SeitenHigh Capacity Tank With Collapsible StructureForum PompieriiNoch keine Bewertungen
- User'S Manual: Zj40Dbst Drilling RigDokument48 SeitenUser'S Manual: Zj40Dbst Drilling RigJohn Simanca100% (1)
- Raising Steam From A Cold ConditionDokument3 SeitenRaising Steam From A Cold ConditionbadpplNoch keine Bewertungen
- RocMaster Roc en PDFDokument24 SeitenRocMaster Roc en PDFKKien VuNoch keine Bewertungen
- Škoda Shield Extended Warranty Terms and ConditionsDokument5 SeitenŠkoda Shield Extended Warranty Terms and ConditionsVikram GurramNoch keine Bewertungen
- Be Tech Guide Horizontal Low Profile Fan Coil Units - Form 115-26-Eg5 (1014)Dokument32 SeitenBe Tech Guide Horizontal Low Profile Fan Coil Units - Form 115-26-Eg5 (1014)Dhirendra Singh RathoreNoch keine Bewertungen
- Jos e ManualDokument29 SeitenJos e ManualbonifaceNoch keine Bewertungen
- OM011 D TI Manual Power Unit Diesel Hydraulic OptimizedDokument147 SeitenOM011 D TI Manual Power Unit Diesel Hydraulic OptimizedDiana RosadoNoch keine Bewertungen
- Training Manual: EASA Part-66 75 Level 3Dokument23 SeitenTraining Manual: EASA Part-66 75 Level 3Luis Enrique La Font FrancoNoch keine Bewertungen
- 25 Stab in Safety Valve and Gray ValveDokument5 Seiten25 Stab in Safety Valve and Gray ValveAli Mahgoub Ali TahaNoch keine Bewertungen
- Intermittent Blowdown Valve (With Timer) : TIBV ContainsDokument2 SeitenIntermittent Blowdown Valve (With Timer) : TIBV ContainsNishanth KadiyalaNoch keine Bewertungen