Das könnte Ihnen auch gefallen
- Caso Practico NIIF 16 PDFDokument9 SeitenCaso Practico NIIF 16 PDFDías Daniel100% (1)
- Evaluacion III Angie MachacaDokument3 SeitenEvaluacion III Angie MachacaDías DanielNoch keine Bewertungen
- DRGDRGRGRDGDRGDRDokument4 SeitenDRGDRGRGRDGDRGDRDías DanielNoch keine Bewertungen
- Carta Dirigida A La GerenciaDokument4 SeitenCarta Dirigida A La GerenciaDías DanielNoch keine Bewertungen
- Tesis Neumann 2017 - Taller de TitulacionDokument76 SeitenTesis Neumann 2017 - Taller de TitulacionDías DanielNoch keine Bewertungen
- Ejemplo Carta de Control InternoDokument7 SeitenEjemplo Carta de Control InternoDías DanielNoch keine Bewertungen
- Conclusiones y RecomendacionesDokument3 SeitenConclusiones y RecomendacionesDías DanielNoch keine Bewertungen
- Sesion 03Dokument2 SeitenSesion 03Días DanielNoch keine Bewertungen
- Sesion 0Dokument4 SeitenSesion 0Días DanielNoch keine Bewertungen
- Ev Iii Renzo Maquera Conta Vi ADokument2 SeitenEv Iii Renzo Maquera Conta Vi ADías Daniel0% (1)
- Sesion 26-28 - Proceso de Cierre Contable Caso 01 AlumnosDokument8 SeitenSesion 26-28 - Proceso de Cierre Contable Caso 01 AlumnosDías DanielNoch keine Bewertungen
- Balotario Examen III Unidad NiifDokument5 SeitenBalotario Examen III Unidad NiifDías DanielNoch keine Bewertungen
- Teoría de Control InternoDokument2 SeitenTeoría de Control InternoDías DanielNoch keine Bewertungen
- Gelatinas PowerDokument1 SeiteGelatinas PowerDías DanielNoch keine Bewertungen
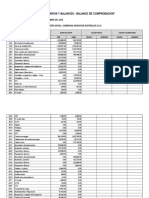
- La Empresa Comercial Agroser SDokument3 SeitenLa Empresa Comercial Agroser SDías DanielNoch keine Bewertungen
- Balotario FluidosDokument1 SeiteBalotario FluidosDías Daniel0% (1)
- Especificaciones de Trazo de BustierDokument6 SeitenEspecificaciones de Trazo de Bustieramellali abigailNoch keine Bewertungen
- Prueba Un Esqueleto en VacacionesDokument4 SeitenPrueba Un Esqueleto en VacacionesPriscilla Loreto Donoso RiquelmeNoch keine Bewertungen
- Pista-Marzo-2021Dokument50 SeitenPista-Marzo-2021recreacion scpmunicipioNoch keine Bewertungen
- Hanna FordDokument44 SeitenHanna Fordpaola diazNoch keine Bewertungen
- Instructivo de Amoladora Recta y Angular PDFDokument8 SeitenInstructivo de Amoladora Recta y Angular PDFBenignoNoch keine Bewertungen
- EPSE - Leccion 6 - 2017-2018 - Salir de ComprasDokument14 SeitenEPSE - Leccion 6 - 2017-2018 - Salir de ComprasAlberto A. ZallesNoch keine Bewertungen
- EcooooDokument9 SeitenEcooooMiluzka DianeeNoch keine Bewertungen
- CALÍGULADokument174 SeitenCALÍGULAapi-3706434Noch keine Bewertungen
- El Senor de La Ceniza - Lucy ValienteDokument256 SeitenEl Senor de La Ceniza - Lucy ValienteVirginia RochaNoch keine Bewertungen
- Sport Obermeyer, Ltd. SPADokument21 SeitenSport Obermeyer, Ltd. SPAfellipeNoch keine Bewertungen
- Tarea 2Dokument5 SeitenTarea 2Chavez AngelNoch keine Bewertungen
- Pets - Sigt&h - Min - 009 Limpieza de Desmonte de Chimeneas Piloto RCDokument3 SeitenPets - Sigt&h - Min - 009 Limpieza de Desmonte de Chimeneas Piloto RCAlexanderSilvaDiazNoch keine Bewertungen
- Bases Actividades de SeptiembreDokument3 SeitenBases Actividades de SeptiembreIsidora Beltrán DíazNoch keine Bewertungen
- "Medrano": Exámen Mensual de LecturaDokument6 Seiten"Medrano": Exámen Mensual de LecturaPamelaDeLacruzZavalaNoch keine Bewertungen
- LadinoDokument3 SeitenLadinoEstuardo RousselinNoch keine Bewertungen
- Evaluación 4° Grado Comunicación Salida-2 - 107Dokument9 SeitenEvaluación 4° Grado Comunicación Salida-2 - 107Bernardino Elías ValenciaNoch keine Bewertungen
- Organizador Escudo Del EcuadorDokument3 SeitenOrganizador Escudo Del EcuadorCindy Figueroa75% (4)
- Cómo Ser Un Caballero - 26 Pasos (Con Fotos) - WikiHowDokument7 SeitenCómo Ser Un Caballero - 26 Pasos (Con Fotos) - WikiHowSamory EdivaldoNoch keine Bewertungen
- Checklist Trabajos en Espacios ConfinadosDokument2 SeitenChecklist Trabajos en Espacios Confinadoscomienzo2013Noch keine Bewertungen
- Manual de Atencion y Servicio Al Cliente PDFDokument35 SeitenManual de Atencion y Servicio Al Cliente PDFgina torresNoch keine Bewertungen
- 07 Catalogo Productos RitchiDokument47 Seiten07 Catalogo Productos RitchiJonatan Cari OjedaNoch keine Bewertungen
- Propuestas Mejoras en AccesibilidadDokument46 SeitenPropuestas Mejoras en AccesibilidadFernando ManqueNoch keine Bewertungen
- Codigo de Vestimenta King LongDokument4 SeitenCodigo de Vestimenta King LongAnaissa Verde SierraltaNoch keine Bewertungen
- Listado de DotacionDokument4 SeitenListado de DotacionCESAR ALFREDO CAICEDO JIMENEZNoch keine Bewertungen
- Historia Del Traje I - 2 PDFDokument50 SeitenHistoria Del Traje I - 2 PDFzarceloNoch keine Bewertungen
- Glosario: Terminología Básica Empleada en El Campo Investigativo Del Diseño de Vestuario.Dokument100 SeitenGlosario: Terminología Básica Empleada en El Campo Investigativo Del Diseño de Vestuario.InvestigacionesNoch keine Bewertungen
- Informe Situacional de Seguridad y Salud en El Trabajo EppDokument12 SeitenInforme Situacional de Seguridad y Salud en El Trabajo EppOmar Marquina ContrerasNoch keine Bewertungen
- TALLER EPP Martha Janeth SalinasDokument3 SeitenTALLER EPP Martha Janeth SalinasEileen Natalie S. IlentNoch keine Bewertungen
- Analisis Combinatorio IDokument4 SeitenAnalisis Combinatorio IYULINO HANCCO AROTAIPENoch keine Bewertungen
- Opcion de Grado IIDokument12 SeitenOpcion de Grado IICristiandaniel HernandezNoch keine Bewertungen