Das könnte Ihnen auch gefallen
- Materials System SpecificationDokument6 SeitenMaterials System SpecificationFAPM1285Noch keine Bewertungen
- Saep 324Dokument13 SeitenSaep 324Up WeldNoch keine Bewertungen
- 04 Samss 048Dokument11 Seiten04 Samss 048Sami100% (1)
- Saes-L-108, 10112010Dokument27 SeitenSaes-L-108, 10112010Sathishkumar DhamodaranNoch keine Bewertungen
- 04-SAMSS-048 Valve Inspection and Testing RequirementsDokument8 Seiten04-SAMSS-048 Valve Inspection and Testing RequirementsHAYKEL79100% (1)
- 04 Samss 035Dokument28 Seiten04 Samss 035SamiNoch keine Bewertungen
- 04 Samss 055Dokument42 Seiten04 Samss 055nadeem shaikh100% (1)
- Materials System SpecificationDokument16 SeitenMaterials System SpecificationVijay Bhalerao100% (1)
- Saudi Aramco Test ReportDokument7 SeitenSaudi Aramco Test ReportziaNoch keine Bewertungen
- Ir 175-010000Dokument2 SeitenIr 175-010000Abu Anas M.SalaheldinNoch keine Bewertungen
- Schedule B - Attachment IVDokument29 SeitenSchedule B - Attachment IVAbdul Ahad LoneNoch keine Bewertungen
- SAIC-L-2136 Rev 0Dokument3 SeitenSAIC-L-2136 Rev 0philipyapNoch keine Bewertungen
- Saep 380 PDFDokument10 SeitenSaep 380 PDFbassamNoch keine Bewertungen
- Saes L 109Dokument16 SeitenSaes L 109Abdullah RiazNoch keine Bewertungen
- Saudi Aramco Inspection Checklist Visual Inspection at Test PressureDokument8 SeitenSaudi Aramco Inspection Checklist Visual Inspection at Test Pressurekarthi51289Noch keine Bewertungen
- 00 Saip 10aDokument1 Seite00 Saip 10amalika_00Noch keine Bewertungen
- SAIC-A-2009 Rev 2Dokument5 SeitenSAIC-A-2009 Rev 2ரமேஷ் பாலக்காடுNoch keine Bewertungen
- 32 Samss 020Dokument18 Seiten32 Samss 020naruto256Noch keine Bewertungen
- Saudi Aramco Inspection Checklist: Preliminary / Final Alignment of Pump & Driver SAIC-G-2022 30-Apr-17 MechDokument23 SeitenSaudi Aramco Inspection Checklist: Preliminary / Final Alignment of Pump & Driver SAIC-G-2022 30-Apr-17 Mechkarthi51289Noch keine Bewertungen
- SAIC-W-2084 Buttering or Build-Up of JointsDokument1 SeiteSAIC-W-2084 Buttering or Build-Up of Jointskarioke mohaNoch keine Bewertungen
- Saudi Aramco Inspection Checklist: Top Coating Application (Intumescent Fireproofing Matls) 15-Nov-17Dokument5 SeitenSaudi Aramco Inspection Checklist: Top Coating Application (Intumescent Fireproofing Matls) 15-Nov-17Abdul HannanNoch keine Bewertungen
- Saic-L-2010 Pmi Testing PDFDokument5 SeitenSaic-L-2010 Pmi Testing PDFkarioke mohaNoch keine Bewertungen
- SAES-W-012 - Google Search3Dokument1 SeiteSAES-W-012 - Google Search3fayceal0% (1)
- SAIC L 2031 (Comments)Dokument2 SeitenSAIC L 2031 (Comments)Anton Thomas PunzalanNoch keine Bewertungen
- Saic L 2007 PDFDokument7 SeitenSaic L 2007 PDFHesham HelalNoch keine Bewertungen
- 01-SAMSS-043 2018 ASTM Carbon Steel and Low Alloy Pipes For On-Plot ApplicationsDokument18 Seiten01-SAMSS-043 2018 ASTM Carbon Steel and Low Alloy Pipes For On-Plot ApplicationsWHWEN100% (1)
- Satr-W-2010Dokument1 SeiteSatr-W-2010Joni Carino SuniNoch keine Bewertungen
- Saudi Aramco Inspection Checklist: Storage and Preservation of Valves SAIC-L-2041 30-Apr-17 MechDokument2 SeitenSaudi Aramco Inspection Checklist: Storage and Preservation of Valves SAIC-L-2041 30-Apr-17 Mechsuresh100% (1)
- Saudi Aramco Inspection Checklist: Welding Overlay Workmanship Assessment SAIC-W-2027 31-Aug-11 MechDokument1 SeiteSaudi Aramco Inspection Checklist: Welding Overlay Workmanship Assessment SAIC-W-2027 31-Aug-11 MechAnonymous 4e7GNjzGWNoch keine Bewertungen
- Satip A 004 03Dokument3 SeitenSatip A 004 03Anonymous 4e7GNjzGW100% (1)
- SATR-A-2011 Rev 2 - Re-Instatement Checklist (Form)Dokument2 SeitenSATR-A-2011 Rev 2 - Re-Instatement Checklist (Form)deepa narayanNoch keine Bewertungen
- Saic H 2060Dokument11 SeitenSaic H 2060jerinNoch keine Bewertungen
- 175 012000Dokument2 Seiten175 012000Abu Anas M.SalaheldinNoch keine Bewertungen
- Saudi Aramco Test Report: In-Process Inspection of Field Coating SATR-H-2006 27-Jan-19 CoatDokument3 SeitenSaudi Aramco Test Report: In-Process Inspection of Field Coating SATR-H-2006 27-Jan-19 CoatMoghal AliNoch keine Bewertungen
- 04 Samss 035Dokument16 Seiten04 Samss 035liuyx866Noch keine Bewertungen
- Materials System SpecificationDokument7 SeitenMaterials System Specificationaanouar77Noch keine Bewertungen
- Saudi Aramco Inspection Checklist: Receiving Inspection of Pressure Vessels-External SAIC-D-2002 24-Jul-18 MechDokument2 SeitenSaudi Aramco Inspection Checklist: Receiving Inspection of Pressure Vessels-External SAIC-D-2002 24-Jul-18 Mechnisha_khanNoch keine Bewertungen
- Saudi Aramco Test Report Pre-Pressure Test Checklist (Form)Dokument2 SeitenSaudi Aramco Test Report Pre-Pressure Test Checklist (Form)Rijwan MohammadNoch keine Bewertungen
- SAIC-A-2008 Rev 0Dokument3 SeitenSAIC-A-2008 Rev 0Kristine Caye DatarioNoch keine Bewertungen
- Saes-A-206 DT 09 April 2020Dokument18 SeitenSaes-A-206 DT 09 April 2020Kiran NikateNoch keine Bewertungen
- SAIC-A-2020 Rev 2Dokument3 SeitenSAIC-A-2020 Rev 2ரமேஷ் பாலக்காடுNoch keine Bewertungen
- SAIC W 2069 in Process Welding InspectionDokument8 SeitenSAIC W 2069 in Process Welding InspectionAbdul Gafoor ShaikhNoch keine Bewertungen
- SAER1972Dokument9 SeitenSAER1972zamil2008Noch keine Bewertungen
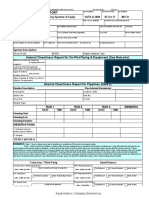
- Saudi Aramco Test Report: Internal Cleanliness Report (Piping Systems & Equip) SATR-A-2008 30-Oct-17 MechDokument2 SeitenSaudi Aramco Test Report: Internal Cleanliness Report (Piping Systems & Equip) SATR-A-2008 30-Oct-17 MechJagdishNoch keine Bewertungen
- 09 Samss 089-2016Dokument26 Seiten09 Samss 089-2016lhanx2Noch keine Bewertungen
- SAEP-1106 - Welding Test Supplement S06 For GTAW, Aluminum With BackingDokument5 SeitenSAEP-1106 - Welding Test Supplement S06 For GTAW, Aluminum With BackingFiras AlbaweiNoch keine Bewertungen
- Saic A 2011Dokument8 SeitenSaic A 2011jerinNoch keine Bewertungen
- TK®-236 Physical Properties: 1. HardnessDokument2 SeitenTK®-236 Physical Properties: 1. HardnessSaradhi MedapureddyNoch keine Bewertungen
- 1 SATIP-G-005-01 Centrifugal Pump-Rev 01Dokument3 Seiten1 SATIP-G-005-01 Centrifugal Pump-Rev 01JithuJohn100% (1)
- SATIP H 002 08 Rev 4.unlockedDokument2 SeitenSATIP H 002 08 Rev 4.unlockedMohamed Farhan B PositiveNoch keine Bewertungen
- SAIC-A-2016 Rev 0Dokument2 SeitenSAIC-A-2016 Rev 0philipyapNoch keine Bewertungen
- Saes L 610Dokument5 SeitenSaes L 610Sikandar shahNoch keine Bewertungen
- 20 Samss 001Dokument9 Seiten20 Samss 001asimazami690% (1)
- Saudi Aramco Inspection Checklist: In-Process Welding Inspection SAIC-W-2006 30-Apr-13 WeldDokument3 SeitenSaudi Aramco Inspection Checklist: In-Process Welding Inspection SAIC-W-2006 30-Apr-13 WeldManoj KumarNoch keine Bewertungen
- Materials System SpecificationDokument6 SeitenMaterials System SpecificationAwais CheemaNoch keine Bewertungen
- Materials System Specification: Saudi Aramco Desktop StandardsDokument14 SeitenMaterials System Specification: Saudi Aramco Desktop StandardsMoustafa Bayoumi100% (1)
- Materials System SpecificationDokument22 SeitenMaterials System SpecificationAwais CheemaNoch keine Bewertungen
- 015-IH-1008 (Pipeline Field Welding Non-Sour Service)Dokument17 Seiten015-IH-1008 (Pipeline Field Welding Non-Sour Service)npwalNoch keine Bewertungen
- General Requirements For ValvesDokument16 SeitenGeneral Requirements For ValvesKrishna Prasad R100% (1)
- Materials System SpecificationDokument9 SeitenMaterials System SpecificationskisharkNoch keine Bewertungen
- MIMOUTDokument96 SeitenMIMOUTbalajiNoch keine Bewertungen
- MN PV 001 Installation Operation and Maintenance Manual Pig Valve Model F PDokument17 SeitenMN PV 001 Installation Operation and Maintenance Manual Pig Valve Model F PbalajiNoch keine Bewertungen
- Info Iec60079-7 (Ed5.0) enDokument19 SeitenInfo Iec60079-7 (Ed5.0) enbalajiNoch keine Bewertungen
- Iec 42Dokument1 SeiteIec 42balajiNoch keine Bewertungen
- Saep 1105 PDFDokument7 SeitenSaep 1105 PDFbalajiNoch keine Bewertungen
- Saep 99Dokument33 SeitenSaep 99balajiNoch keine Bewertungen
- Saep 76Dokument12 SeitenSaep 76balajiNoch keine Bewertungen
- Saudi Aramco StandardsDokument23 SeitenSaudi Aramco Standardsbalaji100% (3)
- Saep 1024Dokument5 SeitenSaep 1024balajiNoch keine Bewertungen
- Saep 1131 PDFDokument16 SeitenSaep 1131 PDFbalajiNoch keine Bewertungen
- FestivalDokument62 SeitenFestivalJomel Paolo ReyesNoch keine Bewertungen
- Region 11 (Davao Region)Dokument6 SeitenRegion 11 (Davao Region)Simplicio Gadugdug VNoch keine Bewertungen
- Orthridgenews: Our News Reaching You Reaching Out To YouDokument16 SeitenOrthridgenews: Our News Reaching You Reaching Out To YouNorthRidge ChurchNoch keine Bewertungen
- English - 2 Prelim Paper 2021-22 MY ANSWERSDokument7 SeitenEnglish - 2 Prelim Paper 2021-22 MY ANSWERSchaitanya VaishampayanNoch keine Bewertungen
- Grade 7 English Language Week 3Dokument3 SeitenGrade 7 English Language Week 3SeanNoch keine Bewertungen
- A Christmas StoryDokument5 SeitenA Christmas StoryChireenNoch keine Bewertungen
- THANKSGIVINGDokument2 SeitenTHANKSGIVINGOana Bondor100% (1)
- Badge: Seuss ArtDokument2 SeitenBadge: Seuss ArtLaura Rajsic-LanierNoch keine Bewertungen
- Friends of Hursley School: Late Summer NewsletterDokument6 SeitenFriends of Hursley School: Late Summer Newsletterapi-25947758Noch keine Bewertungen
- Jingle Bells C Major PDFDokument1 SeiteJingle Bells C Major PDF000150% (2)
- Halloween or Day of The Dead?: A Simple PresentationDokument10 SeitenHalloween or Day of The Dead?: A Simple PresentationFrancisco M. RiveraNoch keine Bewertungen
- The Structure and Construction System of Tongkonan in South Sulawesi, IndonesiaDokument14 SeitenThe Structure and Construction System of Tongkonan in South Sulawesi, IndonesiaNur RatihNoch keine Bewertungen
- Complete The Sentences With The Future Perfect or Future ContinuousDokument2 SeitenComplete The Sentences With The Future Perfect or Future ContinuousRuben Dario Barros GonzalezNoch keine Bewertungen
- Test Admitere Clasa Va TRAIAN 2017Dokument11 SeitenTest Admitere Clasa Va TRAIAN 2017navigator290679Noch keine Bewertungen
- 'The Practical Psychic's Little White Book' by Richard WebsterDokument136 Seiten'The Practical Psychic's Little White Book' by Richard Websterquiereme212191% (11)
- A Christmas Carol CoroDokument4 SeitenA Christmas Carol Corocolomomaria7494Noch keine Bewertungen
- Introduction To The PoemDokument260 SeitenIntroduction To The PoemDavid Andrés Villagrán Ruz100% (3)
- The Gift of The Magi by O. Henry - Summary, Theme & Analysis - Video & Lesson Transcript - StudyDokument5 SeitenThe Gift of The Magi by O. Henry - Summary, Theme & Analysis - Video & Lesson Transcript - StudySrinivas Reddy AnnemNoch keine Bewertungen
- Saint Jude Catholic SchoolDokument7 SeitenSaint Jude Catholic SchooliprintslNoch keine Bewertungen
- Centurion, December 2005Dokument22 SeitenCenturion, December 2005emilywlevyNoch keine Bewertungen
- E-Books Ellora's Cave TwilightDokument26 SeitenE-Books Ellora's Cave Twilightaxebahiaband0% (2)
- Visual MerchandiserDokument14 SeitenVisual MerchandiserZa-c Pelangi SenjaNoch keine Bewertungen
- Byzantine Catholic Prayer For The Home PDFDokument292 SeitenByzantine Catholic Prayer For The Home PDFGiuseLongNoch keine Bewertungen
- 01 Reinforcemente Material ActivitiesDokument20 Seiten01 Reinforcemente Material ActivitiesSelene SanchezNoch keine Bewertungen
- Dissertation Survival Kit GiftDokument5 SeitenDissertation Survival Kit GiftHelpInWritingPaperCanada100% (1)
- Calendar of ActivitiesDokument3 SeitenCalendar of ActivitiesJayson SolomonNoch keine Bewertungen
- The Royal Occultist PrimerDokument82 SeitenThe Royal Occultist Primerdkbradley100% (1)
- Kuber Yantra For Money and WealthDokument3 SeitenKuber Yantra For Money and WealthSCB4Noch keine Bewertungen
- Informal LettersDokument2 SeitenInformal LettersMercedes Jimenez Roman50% (4)
- Abby 1999Dokument368 SeitenAbby 1999venkij2eeNoch keine Bewertungen