Das könnte Ihnen auch gefallen
- Hardinge Spindle Bearing Replacement PDFDokument4 SeitenHardinge Spindle Bearing Replacement PDFJayakrishnaNoch keine Bewertungen
- Machine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryVon EverandMachine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryNoch keine Bewertungen
- Anilam 4200t CNC Programming and Operations ManualDokument355 SeitenAnilam 4200t CNC Programming and Operations ManualAlexandru PrecupNoch keine Bewertungen
- Warner Bernstein 801 1Dokument4 SeitenWarner Bernstein 801 1Juan Carlos EchevesteNoch keine Bewertungen
- Eumach VMC-1100 VERTICAL CNC MACHINING CENTERDokument80 SeitenEumach VMC-1100 VERTICAL CNC MACHINING CENTERLuis OliveiraNoch keine Bewertungen
- Short Guide Programming Sinumerik 840DDokument101 SeitenShort Guide Programming Sinumerik 840DIlija BozovicNoch keine Bewertungen
- Fanuc 6M Alarm CodesDokument7 SeitenFanuc 6M Alarm CodesKrassi GlogovskiNoch keine Bewertungen
- B-65012E03 AC Spindle Motor Series (SPVH) Descriptions 1987Dokument322 SeitenB-65012E03 AC Spindle Motor Series (SPVH) Descriptions 1987John BacsikNoch keine Bewertungen
- MCV 1300 1100i FANUCDokument84 SeitenMCV 1300 1100i FANUCsunhuynhNoch keine Bewertungen
- VMC1000IIPARTSLISTPL97Dokument105 SeitenVMC1000IIPARTSLISTPL97Nica BogdanNoch keine Bewertungen
- Siemens 828D PDFDokument32 SeitenSiemens 828D PDFPalaniappan SolaiyanNoch keine Bewertungen
- VT1150Dokument14 SeitenVT1150camb2270Noch keine Bewertungen
- M800-M80 Series PLC Programming Manual - IB1501271-C (ENG) PDFDokument780 SeitenM800-M80 Series PLC Programming Manual - IB1501271-C (ENG) PDFXavier TorrasNoch keine Bewertungen
- VMC 4020Dokument11 SeitenVMC 4020Arul SakthiNoch keine Bewertungen
- COM - Doosan TX Series Servo Drive Operation Manual (Rev B01) - 131204Dokument92 SeitenCOM - Doosan TX Series Servo Drive Operation Manual (Rev B01) - 131204Tombong100% (1)
- Fanuc Servo Product Specification GuideDokument113 SeitenFanuc Servo Product Specification GuidesunhuynhNoch keine Bewertungen
- MH1000C Operation Maintenance Repair PDFDokument166 SeitenMH1000C Operation Maintenance Repair PDFVojkan Damjanović100% (1)
- Programming TT Series CNCDokument6 SeitenProgramming TT Series CNCRevolusiSoekarnoNoch keine Bewertungen
- Manual Guide Milling and Turning Manual PDFDokument978 SeitenManual Guide Milling and Turning Manual PDFkalede2100% (1)
- Tsudakoma Rotary Tables CatalogDokument88 SeitenTsudakoma Rotary Tables Catalognoh.miyunNoch keine Bewertungen
- Daewoo Programming ManualDokument104 SeitenDaewoo Programming ManualDiaz Laksmana100% (2)
- English - Lathe NGC - Operator's Manual - 2018Dokument456 SeitenEnglish - Lathe NGC - Operator's Manual - 2018Francisco Salas GalvánNoch keine Bewertungen
- Doosan BMT65 ToolingDokument28 SeitenDoosan BMT65 Toolingmarcos lemosNoch keine Bewertungen
- GE Fanuc Automation: Computer Numerical Control ProductsDokument170 SeitenGE Fanuc Automation: Computer Numerical Control ProductsSomchai SompongpuangNoch keine Bewertungen
- Siemens 840D - Basic FunctionsDokument1.726 SeitenSiemens 840D - Basic FunctionsKikiKolakovicNoch keine Bewertungen
- 6 Series Mill Controller Operation Manual: 6 系列銑床操作手冊 Date: 2015/11/13Dokument154 Seiten6 Series Mill Controller Operation Manual: 6 系列銑床操作手冊 Date: 2015/11/13Alex DaltonNoch keine Bewertungen
- Milling MachinesDokument48 SeitenMilling MachinesAliah IzzahNoch keine Bewertungen
- Charmille SDokument12 SeitenCharmille SmecschioNoch keine Bewertungen
- Altendorf F45Dokument60 SeitenAltendorf F45marianojoselarra2890Noch keine Bewertungen
- Fresadora #12Dokument15 SeitenFresadora #12jmtortu100% (1)
- Siemens Operator ManuelDokument64 SeitenSiemens Operator ManuelFikret SönmezNoch keine Bewertungen
- Doosan BMT HolderDokument10 SeitenDoosan BMT Holderأحمد دعبس100% (1)
- Tsugami B0205 206 III Focus BrochureDokument8 SeitenTsugami B0205 206 III Focus BrochureBakhtiar Permana50% (2)
- Colchester Dominion Lathe-ManualDokument35 SeitenColchester Dominion Lathe-ManualTony FitzgeraldNoch keine Bewertungen
- HPR260XD Auto Gas - Instruction Manual 806350 Rev2 PDFDokument338 SeitenHPR260XD Auto Gas - Instruction Manual 806350 Rev2 PDFIlian Avramov100% (1)
- Doosan MX Series M-Code ListDokument8 SeitenDoosan MX Series M-Code Listenamicul50Noch keine Bewertungen
- B-64484EN-2 - 02 Fanuc 30,31,32i Operator Manual PDFDokument452 SeitenB-64484EN-2 - 02 Fanuc 30,31,32i Operator Manual PDFRelu Chiru100% (1)
- BL 4024 Operation Manual Bleqfn00 (Awea)Dokument296 SeitenBL 4024 Operation Manual Bleqfn00 (Awea)sunhuynh100% (1)
- 65142E04Dokument316 Seiten65142E04ccqyugaoNoch keine Bewertungen
- Manual de Servicio Haas VF-1 1996Dokument246 SeitenManual de Servicio Haas VF-1 1996Alejandro Rivera Vega100% (1)
- Field Service Hurco1990 1999Dokument491 SeitenField Service Hurco1990 1999Reparatii Cnc100% (3)
- Specification - MechanicalDokument5 SeitenSpecification - MechanicalEDEN FALCONINoch keine Bewertungen
- Bridgeport Rotary SolutionsDokument24 SeitenBridgeport Rotary SolutionsJuanGómezNoch keine Bewertungen
- Spitfire Operating ManualDokument12 SeitenSpitfire Operating ManualSteve Patrick100% (2)
- 118 - Puma 240Dokument24 Seiten118 - Puma 240TombongNoch keine Bewertungen
- 90213-1016DED F-Zeroing Motor ReplaceDokument55 Seiten90213-1016DED F-Zeroing Motor ReplaceIsaac CarmonaNoch keine Bewertungen
- Maho - InfoDokument14 SeitenMaho - InfoМирослав ЦвитлюкNoch keine Bewertungen
- Weinig Rondamat 960 PDFDokument16 SeitenWeinig Rondamat 960 PDFCimpean AlexandruNoch keine Bewertungen
- Robo CutDokument12 SeitenRobo CutangelNoch keine Bewertungen
- AK31 TurretDokument34 SeitenAK31 TurretVladimirAgeev100% (1)
- Zero B Axis On Amada Laser With Fanuc 160i ControlDokument1 SeiteZero B Axis On Amada Laser With Fanuc 160i ControlmagnetomaxNoch keine Bewertungen
- Biax Electronic Scraper and AccessoriesDokument16 SeitenBiax Electronic Scraper and AccessoriesPaisaje Silencioso100% (1)
- 156 180Dokument181 Seiten156 180Kurnia Adi WibowoNoch keine Bewertungen
- Tyb Hd42aDokument8 SeitenTyb Hd42aTaufiq Akbar100% (1)
- Ycl-1340 - 1440 Operation and Parts ManualDokument42 SeitenYcl-1340 - 1440 Operation and Parts ManualJacques Van NiekerkNoch keine Bewertungen
- Cylinder System User's GuideDokument8 SeitenCylinder System User's GuideIacob ClaudiuNoch keine Bewertungen
- BMV Elec Man GDokument44 SeitenBMV Elec Man GJavier Jara PerezNoch keine Bewertungen
- Reeving Information v2Dokument19 SeitenReeving Information v2Giorgio Fer100% (2)
- E-Catalogue: Abrasive Vacuum Recovery MachineDokument4 SeitenE-Catalogue: Abrasive Vacuum Recovery MachinetsaipeterNoch keine Bewertungen
- Model Engineer Mag 3026Dokument30 SeitenModel Engineer Mag 3026tmNoch keine Bewertungen
- Model Engineer Mag 3023Dokument30 SeitenModel Engineer Mag 3023tmNoch keine Bewertungen
- Model Engineer Mag 3028Dokument31 SeitenModel Engineer Mag 3028tmNoch keine Bewertungen
- Model Engineer Mag 3029Dokument26 SeitenModel Engineer Mag 3029tmNoch keine Bewertungen
- Model Engineer Mag 3030Dokument24 SeitenModel Engineer Mag 3030tmNoch keine Bewertungen
- Model Engineer Mag 3027Dokument30 SeitenModel Engineer Mag 3027tmNoch keine Bewertungen
- Model Engineer Mag 3024Dokument33 SeitenModel Engineer Mag 3024tmNoch keine Bewertungen
- Model Engineer Mag 3022Dokument30 SeitenModel Engineer Mag 3022tmNoch keine Bewertungen
- Model Engineer Mag 3021Dokument31 SeitenModel Engineer Mag 3021tmNoch keine Bewertungen
- Model Engineer Mag 3025Dokument30 SeitenModel Engineer Mag 3025tmNoch keine Bewertungen
- Model Engineer Mag 3017Dokument29 SeitenModel Engineer Mag 3017tmNoch keine Bewertungen
- Model Engineer Mag 3010Dokument31 SeitenModel Engineer Mag 3010tmNoch keine Bewertungen
- Model Engineer Mag 3016Dokument30 SeitenModel Engineer Mag 3016tmNoch keine Bewertungen
- Model Engineer Mag 3015Dokument28 SeitenModel Engineer Mag 3015tmNoch keine Bewertungen
- Model Engineer Mag 3013Dokument30 SeitenModel Engineer Mag 3013tmNoch keine Bewertungen
- Model Engineer Mag 3018Dokument29 SeitenModel Engineer Mag 3018tmNoch keine Bewertungen
- Model Engineer Mag 3020Dokument29 SeitenModel Engineer Mag 3020tmNoch keine Bewertungen
- Model Engineer Mag 3012Dokument29 SeitenModel Engineer Mag 3012tmNoch keine Bewertungen
- Model Engineer Mag 3014Dokument28 SeitenModel Engineer Mag 3014tmNoch keine Bewertungen
- Model Engineer Mag 3008Dokument31 SeitenModel Engineer Mag 3008tmNoch keine Bewertungen
- Model Engineer Mag 3009Dokument31 SeitenModel Engineer Mag 3009tmNoch keine Bewertungen
- Model Engineer Mag 3011Dokument30 SeitenModel Engineer Mag 3011tmNoch keine Bewertungen
- Model Engineer MagDokument32 SeitenModel Engineer MagtmNoch keine Bewertungen
- Model Engineer Mag 3007Dokument31 SeitenModel Engineer Mag 3007tm100% (1)
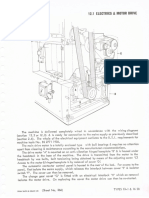
- DSG Section 12 - Electrical Equipment and Motor DriveDokument1 SeiteDSG Section 12 - Electrical Equipment and Motor DrivetmNoch keine Bewertungen
- DSG Section 01 - GeneralDokument4 SeitenDSG Section 01 - GeneraltmNoch keine Bewertungen
- Sailing World Jan Feb 2006 PDFDokument100 SeitenSailing World Jan Feb 2006 PDFEng_2014Noch keine Bewertungen
- Grindingmachiner00guesrich PDFDokument472 SeitenGrindingmachiner00guesrich PDFtm100% (1)
- Pumps - How It WorksDokument4 SeitenPumps - How It Workssher123Noch keine Bewertungen
- Deckel Operating InstructionsDokument21 SeitenDeckel Operating InstructionstmNoch keine Bewertungen
- Sociology As A Form of Consciousness - 20231206 - 013840 - 0000Dokument4 SeitenSociology As A Form of Consciousness - 20231206 - 013840 - 0000Gargi sharmaNoch keine Bewertungen
- AMULDokument11 SeitenAMULkeshav956Noch keine Bewertungen
- Listen and Arrange The Sentences Based On What You Have Heard!Dokument3 SeitenListen and Arrange The Sentences Based On What You Have Heard!Dewi Hauri Naura HaufanhazzaNoch keine Bewertungen
- Congenital Cardiac Disease: A Guide To Evaluation, Treatment and Anesthetic ManagementDokument87 SeitenCongenital Cardiac Disease: A Guide To Evaluation, Treatment and Anesthetic ManagementJZNoch keine Bewertungen
- LSCM Course OutlineDokument13 SeitenLSCM Course OutlineDeep SachetiNoch keine Bewertungen
- Cambridge IGCSE™: Information and Communication Technology 0417/13 May/June 2022Dokument15 SeitenCambridge IGCSE™: Information and Communication Technology 0417/13 May/June 2022ilovefettuccineNoch keine Bewertungen
- Acute Appendicitis in Children - Diagnostic Imaging - UpToDateDokument28 SeitenAcute Appendicitis in Children - Diagnostic Imaging - UpToDateHafiz Hari NugrahaNoch keine Bewertungen
- How To Block HTTP DDoS Attack With Cisco ASA FirewallDokument4 SeitenHow To Block HTTP DDoS Attack With Cisco ASA Firewallabdel taibNoch keine Bewertungen
- Pathology of LiverDokument15 SeitenPathology of Liverערין גבאריןNoch keine Bewertungen
- Heimbach - Keeping Formingfabrics CleanDokument4 SeitenHeimbach - Keeping Formingfabrics CleanTunç TürkNoch keine Bewertungen
- 6GK74435DX040XE0 Datasheet enDokument3 Seiten6GK74435DX040XE0 Datasheet enLuis CortezNoch keine Bewertungen
- Lamentation of The Old Pensioner FinalDokument17 SeitenLamentation of The Old Pensioner FinalRahulNoch keine Bewertungen
- Deep Hole Drilling Tools: BotekDokument32 SeitenDeep Hole Drilling Tools: BotekDANIEL MANRIQUEZ FAVILANoch keine Bewertungen
- Test 51Dokument7 SeitenTest 51Nguyễn Hiền Giang AnhNoch keine Bewertungen
- Leadership Styles-Mckinsey EdDokument14 SeitenLeadership Styles-Mckinsey EdcrimsengreenNoch keine Bewertungen
- Food ResourcesDokument20 SeitenFood ResourceshiranNoch keine Bewertungen
- Durex 'S Marketing Strategy in VietnamDokument45 SeitenDurex 'S Marketing Strategy in VietnamPham Nguyen KhoiNoch keine Bewertungen
- Anemia in PregnancyDokument5 SeitenAnemia in PregnancycfgrtwifhNoch keine Bewertungen
- Ra 9272Dokument6 SeitenRa 9272janesamariamNoch keine Bewertungen
- Illustrating An Experiment, Outcome, Sample Space and EventDokument9 SeitenIllustrating An Experiment, Outcome, Sample Space and EventMarielle MunarNoch keine Bewertungen
- Rana2 Compliment As Social StrategyDokument12 SeitenRana2 Compliment As Social StrategyRanaNoch keine Bewertungen
- Micro EvolutionDokument9 SeitenMicro EvolutionBryan TanNoch keine Bewertungen
- 15 Day Detox ChallengeDokument84 Seiten15 Day Detox ChallengeDanii Supergirl Bailey100% (4)
- Rifle May 2015 USADokument72 SeitenRifle May 2015 USAhanshcNoch keine Bewertungen
- DeliciousDoughnuts Eguide PDFDokument35 SeitenDeliciousDoughnuts Eguide PDFSofi Cherny83% (6)
- Training For Humans Guide: FAQ's How Many Sets/reps Should I Do Per Exercise?Dokument28 SeitenTraining For Humans Guide: FAQ's How Many Sets/reps Should I Do Per Exercise?Paulo Pires100% (1)
- IEC TC 56 Dependability PDFDokument8 SeitenIEC TC 56 Dependability PDFsaospieNoch keine Bewertungen
- Sem4 Complete FileDokument42 SeitenSem4 Complete Fileghufra baqiNoch keine Bewertungen
- Caspar Hirschi - The Origins of Nationalism - An Alternative History From Ancient Rome To Early Modern Germany-Cambridge University Press (2012)Dokument255 SeitenCaspar Hirschi - The Origins of Nationalism - An Alternative History From Ancient Rome To Early Modern Germany-Cambridge University Press (2012)Roc SolàNoch keine Bewertungen
- Microsmart GEODTU Eng 7Dokument335 SeitenMicrosmart GEODTU Eng 7Jim JonesjrNoch keine Bewertungen