Das könnte Ihnen auch gefallen
- Understanding Glass Transition Temperature Measurements of Printed Circuit Boards by DSCDokument2 SeitenUnderstanding Glass Transition Temperature Measurements of Printed Circuit Boards by DSCKumari MugilanNoch keine Bewertungen
- UCC2863x, High-Power Flyback Controller With Primary-Side Regulation and Peak-Power ModeDokument85 SeitenUCC2863x, High-Power Flyback Controller With Primary-Side Regulation and Peak-Power ModeKumari MugilanNoch keine Bewertungen
- LCDFUN Normal.hDokument7 SeitenLCDFUN Normal.hKumari MugilanNoch keine Bewertungen
- #IncludeDokument1 Seite#IncludeKumari MugilanNoch keine Bewertungen
- TimerDokument17 SeitenTimerKumari MugilanNoch keine Bewertungen
- RF Trans RacDokument2 SeitenRF Trans RacKumari MugilanNoch keine Bewertungen
- #Include #Include Main (FILE FP Char C Char Buff (255) Int B 0, IDokument2 Seiten#Include #Include Main (FILE FP Char C Char Buff (255) Int B 0, IKumari MugilanNoch keine Bewertungen
- Embedd IntroDokument24 SeitenEmbedd IntroKumari MugilanNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Diatomaceous Earth PDFDokument4 SeitenDiatomaceous Earth PDFYan YanNoch keine Bewertungen
- 76 202Dokument8 Seiten76 202wawanNoch keine Bewertungen
- Inox Tester User Manual EP04Dokument36 SeitenInox Tester User Manual EP04Ramon PachecoNoch keine Bewertungen
- Processes: Critical Hydraulic Gradient of Internal Erosion at The Soil-Structure InterfaceDokument15 SeitenProcesses: Critical Hydraulic Gradient of Internal Erosion at The Soil-Structure InterfacemarsinNoch keine Bewertungen
- The Preparation of Potassium Tris (Oxalate) Ferrate (III) TrihydrateDokument8 SeitenThe Preparation of Potassium Tris (Oxalate) Ferrate (III) Trihydrateapple33% (6)
- STAT152 Test Prep 1Dokument6 SeitenSTAT152 Test Prep 1Hilmi HusinNoch keine Bewertungen
- Agricultural Waste Conversion ToDokument6 SeitenAgricultural Waste Conversion ToyemresimsekNoch keine Bewertungen
- Phy PracticalDokument45 SeitenPhy PracticalmuskanNoch keine Bewertungen
- Cape Biology Unit 2 Lab PDF FreeDokument4 SeitenCape Biology Unit 2 Lab PDF FreeChanel clarksonNoch keine Bewertungen
- Chemsol Prime Coat PDFDokument3 SeitenChemsol Prime Coat PDFICPL-RWPNoch keine Bewertungen
- Solar Water HeaterDokument14 SeitenSolar Water Heaterapi-262592867Noch keine Bewertungen
- DNA Extraction PDFDokument4 SeitenDNA Extraction PDFPrience000Noch keine Bewertungen
- Oil & Gas Academy Petroleum Schools BrochureDokument54 SeitenOil & Gas Academy Petroleum Schools BrochureOilGasAcademy80% (15)
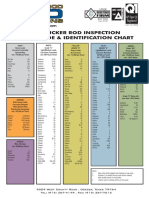
- Permian Rod Operations - Sucker Rod Identification Chart PDFDokument1 SeitePermian Rod Operations - Sucker Rod Identification Chart PDFMinimaxou78Noch keine Bewertungen
- Access EngineeringDokument11 SeitenAccess EngineeringDeepakNathNoch keine Bewertungen
- Lutrol L and Lutrol F-GradesDokument8 SeitenLutrol L and Lutrol F-GradeslovehopeNoch keine Bewertungen
- NptelDokument2 SeitenNptelscorpionarnoldNoch keine Bewertungen
- SW 041910 PlasticDokument2 SeitenSW 041910 Plasticapi-262527276Noch keine Bewertungen
- Agricultural MeteorologyDokument25 SeitenAgricultural MeteorologyAman IndwarNoch keine Bewertungen
- TmaDokument5 SeitenTmaShan Dela VegaNoch keine Bewertungen
- Astm C1006 PDFDokument3 SeitenAstm C1006 PDFVíctor Molina100% (2)
- 10.phase Diagrams PDFDokument24 Seiten10.phase Diagrams PDFMumpuniLuthfiNoch keine Bewertungen
- Cooling Tower Side Stream FiltrationDokument5 SeitenCooling Tower Side Stream FiltrationChandrakant JuikarNoch keine Bewertungen
- TG 25 - AapmDokument41 SeitenTG 25 - AapmglaildoNoch keine Bewertungen
- Water-Soluble Sulfate in Soil: Standard Test Method ForDokument3 SeitenWater-Soluble Sulfate in Soil: Standard Test Method ForJufer MedinaNoch keine Bewertungen
- Effect of Vermicompost On Nutrient Uptake and Their Influence On BiochemicalDokument6 SeitenEffect of Vermicompost On Nutrient Uptake and Their Influence On BiochemicalIAEME PublicationNoch keine Bewertungen
- Mihalos Cracker Processing Biscuit Technology 2014 TC PDFDokument44 SeitenMihalos Cracker Processing Biscuit Technology 2014 TC PDFAshish AroraNoch keine Bewertungen
- X RAY Residual StressDokument36 SeitenX RAY Residual StressAnonymous oTrMza100% (1)
- Mfhpb07 Eng ListeriaDokument12 SeitenMfhpb07 Eng ListeriaMarce LopezNoch keine Bewertungen
- Assembly ManualDokument36 SeitenAssembly ManualOscar SalazarNoch keine Bewertungen