Das könnte Ihnen auch gefallen
- COLLOIDAL GOLD RECIPE - CitrateDokument9 SeitenCOLLOIDAL GOLD RECIPE - CitrateDevon Narok100% (4)
- ASTM A924 - A924M - 22aDokument14 SeitenASTM A924 - A924M - 22aOS LaboratoryNoch keine Bewertungen
- Nanofabrication For Pattern Transfer Purpose.: Etching Is Done Either in "Dry" or "Wet" MethodsDokument19 SeitenNanofabrication For Pattern Transfer Purpose.: Etching Is Done Either in "Dry" or "Wet" MethodsPRAVEEN MNoch keine Bewertungen
- Chapter 5 ADokument27 SeitenChapter 5 AHabtamu MaruNoch keine Bewertungen
- EtchingDokument64 SeitenEtchingSougoto DasNoch keine Bewertungen
- Chapter 10 Etching - IDokument23 SeitenChapter 10 Etching - IRahmadityaBagaskoroNoch keine Bewertungen
- Wet Etching: Ee-527: MicrofabricationDokument65 SeitenWet Etching: Ee-527: MicrofabricationVanyaNoch keine Bewertungen
- Wet EtchDokument28 SeitenWet Etchkhalil alhatabNoch keine Bewertungen
- Lecture 4 - Wafer CleanDokument24 SeitenLecture 4 - Wafer Cleanimage05Noch keine Bewertungen
- Ion Exchange Process ConfigDokument30 SeitenIon Exchange Process Confignermeen ahmedNoch keine Bewertungen
- Gas Plants Materials and CorrosionDokument42 SeitenGas Plants Materials and Corrosionharrinsonf100% (2)
- Wet EtchingDokument15 SeitenWet Etchingnskprasad89Noch keine Bewertungen
- Cooling WaterDokument99 SeitenCooling WaterAlwi MahbubiNoch keine Bewertungen
- 02-The Preparation of Catalytic MaterialsDokument25 Seiten02-The Preparation of Catalytic MaterialsmarviNoch keine Bewertungen
- Extraction Metallurgy StudentDokument132 SeitenExtraction Metallurgy StudentJoaquin Jose Abarca Rodriguez100% (1)
- Secondary Steelmaking: Topics To Discuss ..Dokument10 SeitenSecondary Steelmaking: Topics To Discuss ..Mir RafsanNoch keine Bewertungen
- Lipid OxidationDokument42 SeitenLipid Oxidationpendidikankimia100% (1)
- Chapter 6 General Principles and Processes of Isolation of ElementsDokument11 SeitenChapter 6 General Principles and Processes of Isolation of ElementsNAVEEN BUNKARNoch keine Bewertungen
- Module-1 Corrosion Science and Metal FinishingDokument15 SeitenModule-1 Corrosion Science and Metal FinishingPrithviraj m PrithvimanickNoch keine Bewertungen
- Parham WW TreatmentDokument60 SeitenParham WW TreatmentmelpomenneNoch keine Bewertungen
- Written EssayDokument6 SeitenWritten EssayDuroxNoch keine Bewertungen
- Pierre Lacoste-Bouchet A, Guy Desch Nes B, Edward Ghali C (1998)Dokument15 SeitenPierre Lacoste-Bouchet A, Guy Desch Nes B, Edward Ghali C (1998)ratnaNoch keine Bewertungen
- EE143 - Fall 2016 Microfabrication Technologies Lecture 4: EtchingDokument12 SeitenEE143 - Fall 2016 Microfabrication Technologies Lecture 4: Etchingkareem hamedNoch keine Bewertungen
- Flotation BasicsDokument11 SeitenFlotation Basicsduckman_045848Noch keine Bewertungen
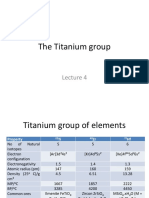
- Lecture 4 - Titanium GroupDokument31 SeitenLecture 4 - Titanium Groupmalenya1Noch keine Bewertungen
- Passivation With Trivalent ChromiumDokument24 SeitenPassivation With Trivalent Chromiumdarakulam100% (1)
- 1 - SO2 and NOx PDFDokument13 Seiten1 - SO2 and NOx PDFAaron David ReidNoch keine Bewertungen
- Lecture 3Dokument31 SeitenLecture 3prakush01975225403Noch keine Bewertungen
- Ion Exchange ResinDokument7 SeitenIon Exchange ResinAnup Bajracharya75% (4)
- Chapter 3 - (Part 1) Chemical Method For Waster and Wastewater TreatmentDokument62 SeitenChapter 3 - (Part 1) Chemical Method For Waster and Wastewater TreatmentsyazwiNoch keine Bewertungen
- Chemistry Review (SNC2DG)Dokument4 SeitenChemistry Review (SNC2DG)Frederick DingNoch keine Bewertungen
- HDS - IMWA2015 - Aube - 188Dokument10 SeitenHDS - IMWA2015 - Aube - 188Geancarlo GutierrezNoch keine Bewertungen
- Ion Exchange ResinsDokument8 SeitenIon Exchange ResinsabdulanisNoch keine Bewertungen
- 15.13 ThiolsDokument19 Seiten15.13 ThiolsSNoch keine Bewertungen
- Extraction Metallurgy: Part 2: Case StudiesDokument132 SeitenExtraction Metallurgy: Part 2: Case Studiesalborz99Noch keine Bewertungen
- Hot Dip GalvanizingDokument8 SeitenHot Dip Galvanizingmasdarto7032100% (2)
- Catalyst MaterialsDokument64 SeitenCatalyst MaterialskbcloveNoch keine Bewertungen
- Corrosion Btech PDFDokument29 SeitenCorrosion Btech PDFKeshav ShyamNoch keine Bewertungen
- Chemistry Class 10 Meatals and NonmetalsDokument9 SeitenChemistry Class 10 Meatals and NonmetalsGokulNoch keine Bewertungen
- Net Ionic EquationsDokument15 SeitenNet Ionic EquationsAikaterine SmithNoch keine Bewertungen
- Making Salts: Neutralisation ReactionsDokument4 SeitenMaking Salts: Neutralisation ReactionsPedro Moreno de SouzaNoch keine Bewertungen
- Corrosion & Corrosion ControlDokument233 SeitenCorrosion & Corrosion ControlMahmoud HagagNoch keine Bewertungen
- Course Title: VLSI Technology Course No.: EEE 489Dokument18 SeitenCourse Title: VLSI Technology Course No.: EEE 489Rubel RiadNoch keine Bewertungen
- 3 Cleaning Wet EtchDokument34 Seiten3 Cleaning Wet EtchPieter RobaeysNoch keine Bewertungen
- Recovery of Silver and Mercury From Dental Amalgam WasteDokument9 SeitenRecovery of Silver and Mercury From Dental Amalgam WastepmarteeneNoch keine Bewertungen
- Surface FinishingDokument7 SeitenSurface Finishingcanveraza3122Noch keine Bewertungen
- General PrincipalDokument6 SeitenGeneral PrincipalthinkiitNoch keine Bewertungen
- Polymetalic FlotationDokument7 SeitenPolymetalic FlotationOSCAR FUENTES FLORESNoch keine Bewertungen
- W12 Control of SOxDokument69 SeitenW12 Control of SOxNUR IZWANA BINTI IZAUDDINNoch keine Bewertungen
- The Science of Treating Acid Mine Drainage PDFDokument23 SeitenThe Science of Treating Acid Mine Drainage PDFcarlostk16Noch keine Bewertungen
- Lecture - 2 Basic Principles and Electrochemical Reactions 2022-1Dokument32 SeitenLecture - 2 Basic Principles and Electrochemical Reactions 2022-1Bibin BhaskarNoch keine Bewertungen
- Uniform Corrosion in Acidic and Aerated SolutionsDokument23 SeitenUniform Corrosion in Acidic and Aerated SolutionsILHAMNoch keine Bewertungen
- Water TreatmentDokument37 SeitenWater TreatmentAMAL MATHEWNoch keine Bewertungen
- Quantitative Chemical Analysis, Seventh Edition (PDFDrive) - 1Dokument18 SeitenQuantitative Chemical Analysis, Seventh Edition (PDFDrive) - 1marwaalodat66Noch keine Bewertungen
- O2.1 - 1-5, Uniform, Galvanic, Pitting and GradientsDokument21 SeitenO2.1 - 1-5, Uniform, Galvanic, Pitting and GradientsChase EvanNoch keine Bewertungen
- Leaching 2Dokument11 SeitenLeaching 2Prasanjit DasNoch keine Bewertungen
- Lkali and Alkaline Earth Metals Lkali Metals Periodic Discussion and General CharacteristicsDokument33 SeitenLkali and Alkaline Earth Metals Lkali Metals Periodic Discussion and General CharacteristicsKawasoti HoNoch keine Bewertungen
- IOZ PaintingDokument3 SeitenIOZ PaintingDhinesh ThanappanNoch keine Bewertungen
- Inorganic Hydrides: The Commonwealth and International Library: Chemistry DivisionVon EverandInorganic Hydrides: The Commonwealth and International Library: Chemistry DivisionNoch keine Bewertungen
- Handbook of Preparative Inorganic Chemistry V2Von EverandHandbook of Preparative Inorganic Chemistry V2Georg BrauerNoch keine Bewertungen
- Extractive Metallurgy 2: Metallurgical Reaction ProcessesVon EverandExtractive Metallurgy 2: Metallurgical Reaction ProcessesBewertung: 5 von 5 Sternen5/5 (1)
- Permatreat PC-1020T: BenefitsDokument1 SeitePermatreat PC-1020T: BenefitsAymen HentatiNoch keine Bewertungen
- COLLANTE FCB 130 - Araldite - FT - AV138M-1 - HV998 - ENDokument4 SeitenCOLLANTE FCB 130 - Araldite - FT - AV138M-1 - HV998 - ENMax SalogniNoch keine Bewertungen
- HandbookDokument1 SeiteHandbookEduardo CartaáNoch keine Bewertungen
- Accessories: 120 - Professional Blue Power Tools For Trade & IndustryDokument28 SeitenAccessories: 120 - Professional Blue Power Tools For Trade & IndustryD Manmath RaoNoch keine Bewertungen
- Sds 630 enDokument5 SeitenSds 630 enkamals55Noch keine Bewertungen
- Studies On Alkyd Cross Linkable Acrylic Hybrid Emulsion For Coating ApplicationDokument11 SeitenStudies On Alkyd Cross Linkable Acrylic Hybrid Emulsion For Coating Applicationichsan hakimNoch keine Bewertungen
- What Is The Difference Between Crystalline and Amorphous SolidsDokument9 SeitenWhat Is The Difference Between Crystalline and Amorphous SolidsMuhammad UsmanNoch keine Bewertungen
- Plan For CID No. 21ID0029-2Dokument10 SeitenPlan For CID No. 21ID0029-2Lara FloresNoch keine Bewertungen
- Sikafloor - 325: 2-Part PUR Resin Self Smoothing Screed and Seal CoatDokument6 SeitenSikafloor - 325: 2-Part PUR Resin Self Smoothing Screed and Seal CoatmilanbrasinaNoch keine Bewertungen
- 2008 J Prosthet Dent Replacement of A Maxillary Central Incisor Using A Polyethylene Fiber-Reinforced Composite Resin Fixed Partial DentureDokument5 Seiten2008 J Prosthet Dent Replacement of A Maxillary Central Incisor Using A Polyethylene Fiber-Reinforced Composite Resin Fixed Partial DentureDiana Ruth Serrano QuispeNoch keine Bewertungen
- Schedule SAPC2021 8th Dec 2021 - 198Dokument12 SeitenSchedule SAPC2021 8th Dec 2021 - 198hakim nasirNoch keine Bewertungen
- Solidia Technologies: Where Sustainability Meets Profitability and PerformanceDokument20 SeitenSolidia Technologies: Where Sustainability Meets Profitability and PerformanceDicran KALUSTIANNoch keine Bewertungen
- DLL Science 7 Week 1 Q1Dokument31 SeitenDLL Science 7 Week 1 Q1Arjay MolanoNoch keine Bewertungen
- Aluminium Alloy 5754 Data SheetDokument1 SeiteAluminium Alloy 5754 Data Sheetprasanth cpNoch keine Bewertungen
- Method Statement For Roofing Siding 2Dokument9 SeitenMethod Statement For Roofing Siding 2mustafa100% (1)
- Shorts JUNE 2021Dokument26 SeitenShorts JUNE 2021washington nyamandeNoch keine Bewertungen
- 06.24 - Flexible 177N PDFDokument6 Seiten06.24 - Flexible 177N PDFJesus JavierNoch keine Bewertungen
- Seashield Marine Systems: Seashield 550 Epoxy Grout (Australian)Dokument2 SeitenSeashield Marine Systems: Seashield 550 Epoxy Grout (Australian)mehdi_hoseineeNoch keine Bewertungen
- Melina S 30Dokument2 SeitenMelina S 30HydbbNoch keine Bewertungen
- TDS - Micro-Air 120Dokument3 SeitenTDS - Micro-Air 120aahtagoNoch keine Bewertungen
- Rheological Properties and Microstructure of Fresh Cement Pastes With Varied Dispersion Media and SuperplasticizersDokument9 SeitenRheological Properties and Microstructure of Fresh Cement Pastes With Varied Dispersion Media and SuperplasticizersBattsengel NomindelgerNoch keine Bewertungen
- Checkup On Chapter 9: Questions Revision ChecklistDokument2 SeitenCheckup On Chapter 9: Questions Revision ChecklistShahid Ur RehmanNoch keine Bewertungen
- Gfe Doc028 Sub 003Dokument43 SeitenGfe Doc028 Sub 003anishdev6Noch keine Bewertungen
- RM Price List June 2023 ROPDokument1 SeiteRM Price List June 2023 ROPhassan sardarNoch keine Bewertungen
- Bell and Spigot Pipe JointDokument16 SeitenBell and Spigot Pipe JointJalpa NakumNoch keine Bewertungen
- (2016) Kohli, K. Deactivation of Hydrotreating Catalyst by Metals in Resin and Asphaltene Parts of Heavy Oil and ResiduesDokument10 Seiten(2016) Kohli, K. Deactivation of Hydrotreating Catalyst by Metals in Resin and Asphaltene Parts of Heavy Oil and ResiduesSarahEkaPutriDarlismawantyaniNoch keine Bewertungen
- Dispercoll U 54Dokument3 SeitenDispercoll U 54ID ICVONoch keine Bewertungen
- Practical Considerations For Successful Hardness TestingDokument3 SeitenPractical Considerations For Successful Hardness Testingsy wangNoch keine Bewertungen