Das könnte Ihnen auch gefallen
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceVon EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNoch keine Bewertungen
- C15 & C18 Gear Group (Front) - Time PDFDokument10 SeitenC15 & C18 Gear Group (Front) - Time PDFmanu luvunga100% (1)
- Cylinder Head - InstallDokument4 SeitenCylinder Head - InstallGeorge GuerreroNoch keine Bewertungen
- 336DL - Torque Culata 1Dokument4 Seiten336DL - Torque Culata 1Vargas Ortiz Jean DiomenesNoch keine Bewertungen
- Idler Gear - Remove and InstallDokument5 SeitenIdler Gear - Remove and InstallCamila Vasques Quispe100% (1)
- List Upah Pasang BarangDokument1 SeiteList Upah Pasang BarangDivya BharathiNoch keine Bewertungen
- Chapter 4 - Airworthiness Limitations ScheduleDokument14 SeitenChapter 4 - Airworthiness Limitations ScheduleRAMON CALDERON100% (1)
- 3408 Automatic Timing Advance PDFDokument6 Seiten3408 Automatic Timing Advance PDFmanu luvungaNoch keine Bewertungen
- Cylinder Head Installation Torque SpecificaitionDokument7 SeitenCylinder Head Installation Torque SpecificaitionHari Hara SuthanNoch keine Bewertungen
- 966R Wheel Loader: Service Repair ManualDokument24 Seiten966R Wheel Loader: Service Repair Manuallucas martinsNoch keine Bewertungen
- Cylinder Head - Install: Disassembly and AssemblyDokument8 SeitenCylinder Head - Install: Disassembly and Assemblyhocine gherbiNoch keine Bewertungen
- 930t Wheel Loader 57z04000-Up (Machine) Powered by 3304 Engine (Sebp1949 - 00) - Documentación12Dokument8 Seiten930t Wheel Loader 57z04000-Up (Machine) Powered by 3304 Engine (Sebp1949 - 00) - Documentación12Pedro Luis Lopez SanchezNoch keine Bewertungen
- Rocker Arm BuminataDokument7 SeitenRocker Arm BuminataRgin AlanNoch keine Bewertungen
- 966H Wheel Loader BJ600001-UP (MACHINE) POWERED BY C11 Engine (SEBP5792 - 19) - Documentation PDFDokument2 Seiten966H Wheel Loader BJ600001-UP (MACHINE) POWERED BY C11 Engine (SEBP5792 - 19) - Documentation PDFHari Hara SuthanNoch keine Bewertungen
- 966H Wheel Loader BJ600001-UP (MACHINE) POWERED BY C11 Engine (SEBP5792 - 19) - DocumentationDokument2 Seiten966H Wheel Loader BJ600001-UP (MACHINE) POWERED BY C11 Engine (SEBP5792 - 19) - DocumentationHari Hara SuthanNoch keine Bewertungen
- Gear Group (Front) - Time: Pruebas y AjustesDokument10 SeitenGear Group (Front) - Time: Pruebas y Ajustesluismf14Noch keine Bewertungen
- Preload Bearing Final DriveDokument6 SeitenPreload Bearing Final DrivemahmudiNoch keine Bewertungen
- Bomba de Pistones AxialesDokument5 SeitenBomba de Pistones AxialesRolandoNoch keine Bewertungen
- 3054 Crankshaft Gear - Remove and InstallDokument3 Seiten3054 Crankshaft Gear - Remove and Installhenry lavieraNoch keine Bewertungen
- 834K Neumatico PDFDokument3 Seiten834K Neumatico PDFmarcol705Noch keine Bewertungen
- Caterpillar Cat 160h Motor Grader Prefix 9jm Service Repair Manual 9jm00001 and UpDokument23 SeitenCaterpillar Cat 160h Motor Grader Prefix 9jm Service Repair Manual 9jm00001 and UpWalter RodriguezNoch keine Bewertungen
- Remove and Install Crankshaft Main BearingsDokument3 SeitenRemove and Install Crankshaft Main Bearingsramom candido de macedoNoch keine Bewertungen
- Pistons and Connecting Rods - AssembleDokument6 SeitenPistons and Connecting Rods - AssemblealonsoNoch keine Bewertungen
- Blade - Remove and InstallDokument8 SeitenBlade - Remove and InstallJohn GrayNoch keine Bewertungen
- Exhaust Elbow - Remove and Install: Pantalla AnteriorDokument2 SeitenExhaust Elbow - Remove and Install: Pantalla AnterioralexanderccapaNoch keine Bewertungen
- Pinones NelsonDokument3 SeitenPinones NelsonEckard GuendelNoch keine Bewertungen
- Cam Shaft TimingDokument8 SeitenCam Shaft TimingFaresNoch keine Bewertungen
- Camshaft TimingDokument8 SeitenCamshaft TimingHarol Ariel Sanchez MezaNoch keine Bewertungen
- 336DL - Torque Culata 1 PDFDokument4 Seiten336DL - Torque Culata 1 PDFVargas Ortiz Jean DiomenesNoch keine Bewertungen
- Instalación Piñon PosteriorDokument9 SeitenInstalación Piñon PosteriorFredy QuistialNoch keine Bewertungen
- Adjust Pre Load Wheel Bearing 777 AGCDokument4 SeitenAdjust Pre Load Wheel Bearing 777 AGCFaidh Allanz FairhiaNoch keine Bewertungen
- Counterbalance Valve TravelDokument4 SeitenCounterbalance Valve TravelSteven Y.MNoch keine Bewertungen
- 140k Motor Grader Jpa00001-Up (Machine) Powered by c7 Engine (Sebp5013 - 65) - Systems & ComponentsDokument16 Seiten140k Motor Grader Jpa00001-Up (Machine) Powered by c7 Engine (Sebp5013 - 65) - Systems & ComponentsJimmy Morales GonzalesNoch keine Bewertungen
- Tire and Rim (Rear) - Remove and Install - 2Dokument4 SeitenTire and Rim (Rear) - Remove and Install - 2CarlosNoch keine Bewertungen
- Pre Carga de Piñon de DiferencialDokument3 SeitenPre Carga de Piñon de Diferencialmamani aquio juannNoch keine Bewertungen
- CrankshaftDokument3 SeitenCrankshaftMohamed AliNoch keine Bewertungen
- 3rd D6M TRACK-tensionerDokument5 Seiten3rd D6M TRACK-tensionerfaber orlandoNoch keine Bewertungen
- Convergencia 793CDokument4 SeitenConvergencia 793CjorgegachaNoch keine Bewertungen
- 980f Wheel Loader 3hk00001-Up (Machine) Powered by 3406 Engine (Sebp1999 - 01) - Sistemas y ComponentesDokument15 Seiten980f Wheel Loader 3hk00001-Up (Machine) Powered by 3406 Engine (Sebp1999 - 01) - Sistemas y ComponentesCristopher Diaz RojasNoch keine Bewertungen
- Differential and Bevel Gear 966 InstallDokument14 SeitenDifferential and Bevel Gear 966 InstallAlan GonzalezNoch keine Bewertungen
- Final Drive and Wheel - Install - RearDokument6 SeitenFinal Drive and Wheel - Install - Rearhernan dueñasNoch keine Bewertungen
- d348 - M.serviceDokument1.704 Seitend348 - M.serviceMarcos Vinicius BinottoNoch keine Bewertungen
- Procedimiento de Pulido CrankshaftsDokument19 SeitenProcedimiento de Pulido CrankshaftsJavier Hector CayaNoch keine Bewertungen
- Rotor Stub Shaft - 084637Dokument4 SeitenRotor Stub Shaft - 084637Juan LopezNoch keine Bewertungen
- 3054 Idler Gear - Remove and Install - Delphi DP210 Fuel InjectionDokument8 Seiten3054 Idler Gear - Remove and Install - Delphi DP210 Fuel Injectionhenry lavieraNoch keine Bewertungen
- Dokumen - Tips - Caterpillar Cat d6h Track Type Tractor Prefix 6fc Service Repair Manual 6fc00001 03999 1626639572Dokument24 SeitenDokumen - Tips - Caterpillar Cat d6h Track Type Tractor Prefix 6fc Service Repair Manual 6fc00001 03999 1626639572jose luisNoch keine Bewertungen
- Duplex Oil Filter - AdjustDokument3 SeitenDuplex Oil Filter - Adjustbenjir shuvoNoch keine Bewertungen
- 3304-3306 Medidas de Bielas y BancadasDokument3 Seiten3304-3306 Medidas de Bielas y BancadasJuan Carlos RivasNoch keine Bewertungen
- Generator - Align: Shutdown SIS Previous ScreenDokument6 SeitenGenerator - Align: Shutdown SIS Previous ScreenNimNoch keine Bewertungen
- Remove Final Drive Gears and Idler PinionDokument6 SeitenRemove Final Drive Gears and Idler PinionDONEYS PEREZNoch keine Bewertungen
- Differential & Bevel GearDokument7 SeitenDifferential & Bevel GearNadhifatulNoch keine Bewertungen
- Track Roller Frame - Disassemble: Desarmado y ArmadoDokument8 SeitenTrack Roller Frame - Disassemble: Desarmado y ArmadoPercy Herrera ZeballosNoch keine Bewertungen
- 320D2 Excavator XBA00001-UP (MACHINE) POWERED BY C7.1 Engine (M0065912 - 13) - Systems & ComponentsDokument8 Seiten320D2 Excavator XBA00001-UP (MACHINE) POWERED BY C7.1 Engine (M0065912 - 13) - Systems & ComponentsYudi setiawanNoch keine Bewertungen
- Bevel and Transfer Gears - AssembleDokument14 SeitenBevel and Transfer Gears - AssembleIginio Malaver VargasNoch keine Bewertungen
- Crankshaft - InstallDokument5 SeitenCrankshaft - InstallalonsoNoch keine Bewertungen
- Caterpillar Cat 245D EXCAVATOR (Prefix 7ZJ) Service Repair Manual (7ZJ00001 and Up)Dokument29 SeitenCaterpillar Cat 245D EXCAVATOR (Prefix 7ZJ) Service Repair Manual (7ZJ00001 and Up)rpoy9396615Noch keine Bewertungen
- 216B 226B 232B 242B Skid Steer Loader BXM00001-04224 (MACHINE) POWERED BY 3024C Engine (SEBP3770 - 65) - Systems & Components 3 UBADokument3 Seiten216B 226B 232B 242B Skid Steer Loader BXM00001-04224 (MACHINE) POWERED BY 3024C Engine (SEBP3770 - 65) - Systems & Components 3 UBAubaldo caraballoNoch keine Bewertungen
- 02 - Camshaft - Install PDFDokument11 Seiten02 - Camshaft - Install PDFNimNoch keine Bewertungen
- Recoil Spring - Disassemble: Shutdown SIS Previous ScreenDokument6 SeitenRecoil Spring - Disassemble: Shutdown SIS Previous Screeneshopmanual TigaNoch keine Bewertungen
- Camshaft Timing: Testing and AdjustingDokument8 SeitenCamshaft Timing: Testing and AdjustingsxturboNoch keine Bewertungen
- Crankshaft - InstallDokument7 SeitenCrankshaft - InstallLeonardo PerezNoch keine Bewertungen
- Dif and Carrier 966cDokument18 SeitenDif and Carrier 966cHector VallesNoch keine Bewertungen
- Airworthiness Directive: Transport Transports Canada Canada CF-2013-28 4 October 2013Dokument1 SeiteAirworthiness Directive: Transport Transports Canada Canada CF-2013-28 4 October 2013RAMON CALDERONNoch keine Bewertungen
- Airworthiness Directive: Number: Ata: Effective Date: Type Certificate: Subject: Replacement: ApplicabilityDokument2 SeitenAirworthiness Directive: Number: Ata: Effective Date: Type Certificate: Subject: Replacement: ApplicabilityRAMON CALDERONNoch keine Bewertungen
- Easa Ad Us-2017-18-14 1Dokument6 SeitenEasa Ad Us-2017-18-14 1RAMON CALDERONNoch keine Bewertungen
- Airworthiness Directive: Number: Ata: Effective Date: Type Certificate: Subject: Replacement: ApplicabilityDokument3 SeitenAirworthiness Directive: Number: Ata: Effective Date: Type Certificate: Subject: Replacement: ApplicabilityluisNoch keine Bewertungen
- Easa Ad Us-2018-13-01 1Dokument8 SeitenEasa Ad Us-2018-13-01 1RAMON CALDERONNoch keine Bewertungen
- Airworthiness Directive: Number: Ata: Effective Date: Type Certificate: Subject: RevisionDokument3 SeitenAirworthiness Directive: Number: Ata: Effective Date: Type Certificate: Subject: RevisionRAMON CALDERONNoch keine Bewertungen
- Airworthiness Directive: Original Signed byDokument1 SeiteAirworthiness Directive: Original Signed byRAMON CALDERONNoch keine Bewertungen
- Easa Ad Us-2006-16-04 1Dokument8 SeitenEasa Ad Us-2006-16-04 1RAMON CALDERONNoch keine Bewertungen
- Main Parameters of XCMG Wheel Loader LW300KDokument2 SeitenMain Parameters of XCMG Wheel Loader LW300KRAMON CALDERONNoch keine Bewertungen
- Lineas Aftercooler 992kDokument4 SeitenLineas Aftercooler 992kRAMON CALDERONNoch keine Bewertungen
- Easa Ad Us-2006-13-06 1Dokument6 SeitenEasa Ad Us-2006-13-06 1RAMON CALDERONNoch keine Bewertungen
- Diagrama Hidraulico 992D 7MJ00667Dokument2 SeitenDiagrama Hidraulico 992D 7MJ00667RAMON CALDERONNoch keine Bewertungen
- Cooling System, Radiator (2/2) (Dokument4 SeitenCooling System, Radiator (2/2) (RAMON CALDERONNoch keine Bewertungen
- Oil Quick Charge Unit, Quick Charge Piping (Dokument3 SeitenOil Quick Charge Unit, Quick Charge Piping (RAMON CALDERONNoch keine Bewertungen
- Battery Box and Rear Hood, Battery (Dokument3 SeitenBattery Box and Rear Hood, Battery (RAMON CALDERONNoch keine Bewertungen
- Body Related Parts (Dokument3 SeitenBody Related Parts (RAMON CALDERONNoch keine Bewertungen
- Platform GuardDokument2 SeitenPlatform GuardRAMON CALDERONNoch keine Bewertungen
- Coolant Quick Charge Unit (Dokument3 SeitenCoolant Quick Charge Unit (RAMON CALDERONNoch keine Bewertungen
- Coolant Piping Bypass TubeDokument2 SeitenCoolant Piping Bypass TubeRAMON CALDERONNoch keine Bewertungen
- Body Hoist Cylinder, Inner Parts, L.H. (1/2) (Dokument3 SeitenBody Hoist Cylinder, Inner Parts, L.H. (1/2) (RAMON CALDERONNoch keine Bewertungen
- General Tool Set HoseDokument2 SeitenGeneral Tool Set HoseRAMON CALDERONNoch keine Bewertungen
- Payload Meter SoftDokument2 SeitenPayload Meter SoftRAMON CALDERONNoch keine Bewertungen
- General Tool Set Hose PDFDokument3 SeitenGeneral Tool Set Hose PDFRAMON CALDERONNoch keine Bewertungen
- Cada 3000 Horas Excavadora 320Dokument3 SeitenCada 3000 Horas Excavadora 320RAMON CALDERON0% (1)
- Cheuqeo Cilindros Hidraulicos Del Cargador 988KDokument5 SeitenCheuqeo Cilindros Hidraulicos Del Cargador 988KRAMON CALDERONNoch keine Bewertungen
- Automatic Suspension Piping, Block (Dokument3 SeitenAutomatic Suspension Piping, Block (RAMON CALDERONNoch keine Bewertungen
- Buddy System Unit PDFDokument2 SeitenBuddy System Unit PDFRAMON CALDERONNoch keine Bewertungen
- Cada 50 Horas Excavadora 320 Amigo de Alfredo 2019 PDFDokument2 SeitenCada 50 Horas Excavadora 320 Amigo de Alfredo 2019 PDFRAMON CALDERONNoch keine Bewertungen
- Limit Switch (Throttle Lock Deactivation) (Electronic Technician) - AdjustDokument7 SeitenLimit Switch (Throttle Lock Deactivation) (Electronic Technician) - AdjustRAMON CALDERONNoch keine Bewertungen
- LC300 - Online Brochure 202110291Dokument30 SeitenLC300 - Online Brochure 202110291JORGE LUIS TRIANA RODRIGUEZNoch keine Bewertungen
- Power & Pride: CNH Industrial (India) Pvt. LTDDokument2 SeitenPower & Pride: CNH Industrial (India) Pvt. LTDNayaGaadi DavangereNoch keine Bewertungen
- Life Fitness f3 TreadmillDokument34 SeitenLife Fitness f3 TreadmillSamantha CrossNoch keine Bewertungen
- Pololu G2 High-Power Motor Driver 24v13Dokument11 SeitenPololu G2 High-Power Motor Driver 24v13nikkiNoch keine Bewertungen
- 2011 Nissan Versa®: ShiftDokument3 Seiten2011 Nissan Versa®: ShiftYudyChen100% (1)
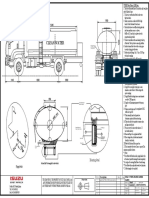
- FVR90L WATER TANKER MAAIF-ModelDokument1 SeiteFVR90L WATER TANKER MAAIF-ModelAvi AtoNoch keine Bewertungen
- Material Handiling SystemDokument19 SeitenMaterial Handiling SystemSreejith M UnnikrishnanNoch keine Bewertungen
- 8RY 800 001-SF6密度继电器说明书 (ABB)Dokument8 Seiten8RY 800 001-SF6密度继电器说明书 (ABB)Trần Văn HiếuNoch keine Bewertungen
- Multilin 8 Series Retrofit Kit: Instruction ManualDokument36 SeitenMultilin 8 Series Retrofit Kit: Instruction ManualiskaadityaNoch keine Bewertungen
- 41 Through Installation Job Safe Practice Controlcable Dressing and TerminationDokument1 Seite41 Through Installation Job Safe Practice Controlcable Dressing and TerminationsalmanNoch keine Bewertungen
- 832017Dokument12 Seiten832017Agung SetiawanNoch keine Bewertungen
- Fire Hydrant With Recording Sys PDFDokument2 SeitenFire Hydrant With Recording Sys PDFMachineryengNoch keine Bewertungen
- 8-Bit Xmega A Microcontroller Xmega A ManualDokument445 Seiten8-Bit Xmega A Microcontroller Xmega A Manualpunisher454Noch keine Bewertungen
- Optex-Besam Sensor Dual Diagrama de ConexionesDokument2 SeitenOptex-Besam Sensor Dual Diagrama de ConexionesJaime LarenasNoch keine Bewertungen
- RT 5100Dokument76 SeitenRT 5100Hobi's WaifuNoch keine Bewertungen
- Amorphous MetalDokument2 SeitenAmorphous MetalRamesh BabuNoch keine Bewertungen
- Manual de Especificaciones - Luxómetro LT65Dokument8 SeitenManual de Especificaciones - Luxómetro LT65Grupo Logístico El SalvadorNoch keine Bewertungen
- CM1N5192en 2018-02-28: Building TechnologyDokument12 SeitenCM1N5192en 2018-02-28: Building TechnologyAllamine OUMARNoch keine Bewertungen
- D13A Eng Remove 1-8-06Dokument6 SeitenD13A Eng Remove 1-8-06Minn Thet NaingNoch keine Bewertungen
- Data Sheet For Oxygen Analyser (Hi Temp) : Project: North Karanpura 3 X 660Mw STPPDokument19 SeitenData Sheet For Oxygen Analyser (Hi Temp) : Project: North Karanpura 3 X 660Mw STPPvishnu ANoch keine Bewertungen
- SB As 350800007 enDokument11 SeitenSB As 350800007 enDouglas de OliveiraNoch keine Bewertungen
- DPS 20Dokument10 SeitenDPS 20Timo LilienbergNoch keine Bewertungen
- To11c5 e 00 PDFDokument526 SeitenTo11c5 e 00 PDFGradimir MilanovicNoch keine Bewertungen
- BVP 202277 Datasheet enDokument2 SeitenBVP 202277 Datasheet enAlejandro MoralesNoch keine Bewertungen
- Naeada Battery MPG12V150FDokument2 SeitenNaeada Battery MPG12V150FMtech ServSolNoch keine Bewertungen
- Connecteurs WestecDokument56 SeitenConnecteurs WestecSiding BarroNoch keine Bewertungen
- 197 TrainDokument174 Seiten197 Trainshrk6915689Noch keine Bewertungen
- Belt I.D. Chart 2012 SMDokument1 SeiteBelt I.D. Chart 2012 SMManuel Eduardo QuezadaNoch keine Bewertungen
- NCR-330 Navtex Receiver Instruction Manual: Downloaded From Manuals Search EngineDokument75 SeitenNCR-330 Navtex Receiver Instruction Manual: Downloaded From Manuals Search EnginePhuocTranThienNoch keine Bewertungen