Das könnte Ihnen auch gefallen
- Industrial radiography A Complete Guide - 2019 EditionVon EverandIndustrial radiography A Complete Guide - 2019 EditionNoch keine Bewertungen
- CSWIP 3 New Update QuestionDokument81 SeitenCSWIP 3 New Update QuestionrezaNoch keine Bewertungen
- WIS 5 Qu paper MSR-WI-1Dokument8 SeitenWIS 5 Qu paper MSR-WI-1Shankar Gurusamy100% (1)
- Paper 1Dokument6 SeitenPaper 1Umaibalan100% (1)
- CSWIPDokument3 SeitenCSWIPBox Empty100% (2)
- MR Zubair - NotesDokument39 SeitenMR Zubair - NotesAnjali Singh100% (1)
- Welding Assessment QuizDokument8 SeitenWelding Assessment QuizLe Tuan100% (1)
- Test No 5Dokument3 SeitenTest No 5Muhammad AsimNoch keine Bewertungen
- API 510 Daily Exam 8 (OPEN) : 2. Tick Only One Alternative Which You Think Is Most AppropriateDokument5 SeitenAPI 510 Daily Exam 8 (OPEN) : 2. Tick Only One Alternative Which You Think Is Most AppropriateShanawas Abdul RazakNoch keine Bewertungen
- NDT Methods and Weld Defects Identification QuizDokument8 SeitenNDT Methods and Weld Defects Identification QuizMyak OkuokuNoch keine Bewertungen
- Welding Institute Multi-Choice Exam on Steels and InspectionDokument8 SeitenWelding Institute Multi-Choice Exam on Steels and InspectionLuan Nguyen100% (1)
- Cswip Question and Answers: ResponsibilitiesDokument11 SeitenCswip Question and Answers: Responsibilitiesfery0% (1)
- Duties of Welding InspectorDokument11 SeitenDuties of Welding Inspectormuhammadazhar50% (2)
- Wis 5 Eoca AnswersDokument34 SeitenWis 5 Eoca AnswersAli ClubistNoch keine Bewertungen
- 17 Multiple Choice Questions: No Answer GivenDokument5 Seiten17 Multiple Choice Questions: No Answer GivenAnonymous Q4YUvRNoch keine Bewertungen
- WISS CSWIP Technology Multiple Choice Exam 2 Version A 18 August 2014Dokument8 SeitenWISS CSWIP Technology Multiple Choice Exam 2 Version A 18 August 2014rinhycraNoch keine Bewertungen
- Welding defects, NDT, and repair proceduresDokument3 SeitenWelding defects, NDT, and repair proceduresdaimahesh100% (1)
- Multi - Choice Question Paper (MSR-WI-1)Dokument8 SeitenMulti - Choice Question Paper (MSR-WI-1)Karit Hawichit100% (1)
- Twi Cswip 3.1 Set-4b - 1Dokument5 SeitenTwi Cswip 3.1 Set-4b - 1miteshNoch keine Bewertungen
- Assignment / Test - Sloved:-Metal Joining Processes-:: (A) Resistance WeldingDokument37 SeitenAssignment / Test - Sloved:-Metal Joining Processes-:: (A) Resistance WeldingFiron Kumar RanaNoch keine Bewertungen
- MODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsDokument7 SeitenMODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsNsidibe Michael EtimNoch keine Bewertungen
- Welding Inspection Multi-Choice QuestionsDokument16 SeitenWelding Inspection Multi-Choice QuestionsRobert MichaelrajNoch keine Bewertungen
- Cswip3.1 Question 1Dokument9 SeitenCswip3.1 Question 1mohammed dallyNoch keine Bewertungen
- TestDokument6 SeitenTestAdil Hasanov100% (2)
- CSWIP QuestionaireDokument158 SeitenCSWIP QuestionaireUmaibalanNoch keine Bewertungen
- Cswip Appendix 03 Pipe Reports and QuestionsDokument42 SeitenCswip Appendix 03 Pipe Reports and QuestionsNsidibe Michael EtimNoch keine Bewertungen
- CSWIP 3.1 Multiple Choice-5Dokument32 SeitenCSWIP 3.1 Multiple Choice-5randhir kumar jhaNoch keine Bewertungen
- Cswip 3.2 Senior Welding InspectionDokument1 SeiteCswip 3.2 Senior Welding Inspectionaajmsae*0% (1)
- Submerged Arc Welding (Saw)Dokument5 SeitenSubmerged Arc Welding (Saw)Nnaji Chukwuma SlamNoch keine Bewertungen
- Cswip Exams 1 PDFDokument65 SeitenCswip Exams 1 PDFFethi BELOUISNoch keine Bewertungen
- Cswip 3.1 QU MSR WI 4 05Dokument8 SeitenCswip 3.1 QU MSR WI 4 05Luan Nguyen100% (3)
- CSWIP 3.1 Quiz: Multi-Choice QuestionsDokument5 SeitenCSWIP 3.1 Quiz: Multi-Choice QuestionsSaif UllahNoch keine Bewertungen
- Template CV Sat Diver Ver 2Dokument5 SeitenTemplate CV Sat Diver Ver 2subsea7divingcvNoch keine Bewertungen
- Paper 10Dokument8 SeitenPaper 10Kani Al BazirNoch keine Bewertungen
- Practice 2 - Questions - CSWIPDokument10 SeitenPractice 2 - Questions - CSWIPravichandran0506Noch keine Bewertungen
- Question Paper For Snr. WeldingDokument3 SeitenQuestion Paper For Snr. WeldingThulasi Ram100% (1)
- Module 1 Welding Inspection and CertificationDokument16 SeitenModule 1 Welding Inspection and CertificationMiki JaksicNoch keine Bewertungen
- IIW-India Project Format - DocDokument13 SeitenIIW-India Project Format - DocRameshBaskaranNoch keine Bewertungen
- MCQS .... CSWIP Questions and AnswersDokument67 SeitenMCQS .... CSWIP Questions and AnswersAli Kashif100% (1)
- Cswip3.2 Content ONLYDokument3 SeitenCswip3.2 Content ONLYSathishkumar. KNoch keine Bewertungen
- 03-Symbols Mock ExamDokument5 Seiten03-Symbols Mock ExamCRISTIAN SILVIU IANUC100% (1)
- WISS CSWIP Technology Multiple Choice Exam 1Dokument10 SeitenWISS CSWIP Technology Multiple Choice Exam 1rinhycraNoch keine Bewertungen
- Macro Inspection Part IIDokument16 SeitenMacro Inspection Part IImohammed dallyNoch keine Bewertungen
- 400 Q PDFDokument91 Seiten400 Q PDFAhmed FoudaNoch keine Bewertungen
- Free Welding Practice Exam QuestionsDokument8 SeitenFree Welding Practice Exam QuestionsCynthia Cabrera100% (1)
- GTAW & TIG Welding Question BankDokument19 SeitenGTAW & TIG Welding Question BankRamzi BEN AHMEDNoch keine Bewertungen
- Chapter 23 (Monday) Revision Questionscorrosion (Answer of Question From Course Notes) Q01Dokument26 SeitenChapter 23 (Monday) Revision Questionscorrosion (Answer of Question From Course Notes) Q019440864459Noch keine Bewertungen
- WIS 5 EOCA QuestionsDokument31 SeitenWIS 5 EOCA QuestionsAli ClubistNoch keine Bewertungen
- Lamellar tearing susceptibility welding testsDokument4 SeitenLamellar tearing susceptibility welding testsvasuNoch keine Bewertungen
- Top 15 Mechanical Testing - Cswip 3.1 Course Questions and AnswersDokument5 SeitenTop 15 Mechanical Testing - Cswip 3.1 Course Questions and AnswersJlkKumar67% (3)
- Cswip 3 (1) .1 Bridge Examination QuestionDokument4 SeitenCswip 3 (1) .1 Bridge Examination Questionmunna100% (2)
- Set 13Dokument3 SeitenSet 13Pritamjit RoutNoch keine Bewertungen
- Basic Total Questions: 135 Time: 4 HRDokument6 SeitenBasic Total Questions: 135 Time: 4 HRprabhakaran.SNoch keine Bewertungen
- 1 Modulo IWEDokument4 Seiten1 Modulo IWEgiovannidelduca1974Noch keine Bewertungen
- Institute of Aeronautics & EnggDokument5 SeitenInstitute of Aeronautics & EnggPritamjit RoutNoch keine Bewertungen
- Magnetic Particle TestingDokument7 SeitenMagnetic Particle TestingAmzar KamilNoch keine Bewertungen
- API 570 - CL Book 111122112010 R0... Mockup 3Dokument18 SeitenAPI 570 - CL Book 111122112010 R0... Mockup 3patvinderNoch keine Bewertungen
- Quiz MCP1Dokument5 SeitenQuiz MCP1Rob WillestoneNoch keine Bewertungen
- Aws CwiDokument102 SeitenAws CwiAziz Rana100% (1)
- TCVN 6008 - 1995: Vietnam StandardDokument11 SeitenTCVN 6008 - 1995: Vietnam StandardNguyễn Minh TânNoch keine Bewertungen
- You May Continue To Read On CSWIP 3.1: Question With Answer and Explanation - Part 2Dokument12 SeitenYou May Continue To Read On CSWIP 3.1: Question With Answer and Explanation - Part 2Akram AlhaddadNoch keine Bewertungen
- Welding Procedures and Welders WG01 7th November 2012Dokument18 SeitenWelding Procedures and Welders WG01 7th November 2012RamanujadaasanNoch keine Bewertungen
- AbstractDokument7 SeitenAbstractAkram AlhaddadNoch keine Bewertungen
- Portable Digital X-Ray Systems For Security Applica Ons - PDFDokument3 SeitenPortable Digital X-Ray Systems For Security Applica Ons - PDFAkram AlhaddadNoch keine Bewertungen
- Welding Procedures and Welders WG01 7th November 2012Dokument18 SeitenWelding Procedures and Welders WG01 7th November 2012RamanujadaasanNoch keine Bewertungen
- Xrs4 20v Specsheet FB June2018Dokument2 SeitenXrs4 20v Specsheet FB June2018Akram AlhaddadNoch keine Bewertungen
- Inspection and Welding Repairs of Pressure VesselsDokument9 SeitenInspection and Welding Repairs of Pressure VesselsClaudia Mms100% (1)
- Welding Procedures and Welders WG01 7th November 2012Dokument18 SeitenWelding Procedures and Welders WG01 7th November 2012RamanujadaasanNoch keine Bewertungen
- Welding Procedures and Welders WG01 7th November 2012Dokument18 SeitenWelding Procedures and Welders WG01 7th November 2012RamanujadaasanNoch keine Bewertungen
- Inspection and Welding Repairs of Pressure VesselsDokument9 SeitenInspection and Welding Repairs of Pressure VesselsClaudia Mms100% (1)
- AbstractDokument7 SeitenAbstractAkram AlhaddadNoch keine Bewertungen
- AbstractDokument7 SeitenAbstractAkram AlhaddadNoch keine Bewertungen
- Check Liste de Verification WpsDokument2 SeitenCheck Liste de Verification WpsAkram AlhaddadNoch keine Bewertungen
- 39 - A and F Classification NumbersDokument1 Seite39 - A and F Classification NumbersAkram AlhaddadNoch keine Bewertungen
- 10 Questions To Ask When Choosing A Phased Array Probe 170203205027Dokument1 Seite10 Questions To Ask When Choosing A Phased Array Probe 170203205027Akram AlhaddadNoch keine Bewertungen
- {347CDC53-D5E5-42B1-9A3A-58E9CCD3C01D}Dokument9 Seiten{347CDC53-D5E5-42B1-9A3A-58E9CCD3C01D}Mayur PatelNoch keine Bewertungen
- Check Liste de Verification WpsDokument2 SeitenCheck Liste de Verification WpsAkram AlhaddadNoch keine Bewertungen
- Hydrotest FormulaDokument17 SeitenHydrotest FormulaEarnest007100% (2)
- Woc Hse Manual Standards: Woc LP EP DepartmentDokument12 SeitenWoc Hse Manual Standards: Woc LP EP DepartmentAkram AlhaddadNoch keine Bewertungen
- 2-Technical Data Sheet- Marathon IQ GF (500μm)Dokument8 Seiten2-Technical Data Sheet- Marathon IQ GF (500μm)Akram AlhaddadNoch keine Bewertungen
- Woc Hse Manual Standards: Woc LP EP DepartmentDokument12 SeitenWoc Hse Manual Standards: Woc LP EP DepartmentAkram AlhaddadNoch keine Bewertungen
- Test - Mmet 402, Exam 2, Ultrasonic Testing - QuizletDokument49 SeitenTest - Mmet 402, Exam 2, Ultrasonic Testing - QuizletAkram AlhaddadNoch keine Bewertungen
- Post Weld Heat Treatment ProcedureDokument9 SeitenPost Weld Heat Treatment ProcedureAkram AlhaddadNoch keine Bewertungen
- 3-Jotun Thinner No. 17Dokument2 Seiten3-Jotun Thinner No. 17Akram AlhaddadNoch keine Bewertungen
- Woc Hse Manual Standards: Woc LP EP DepartmentDokument12 SeitenWoc Hse Manual Standards: Woc LP EP DepartmentAkram AlhaddadNoch keine Bewertungen
- Technical Data Sheet for Penguard HB Epoxy CoatingDokument5 SeitenTechnical Data Sheet for Penguard HB Epoxy Coatinghardik033Noch keine Bewertungen
- Technical Data Sheet Baltoflake EcolifeDokument5 SeitenTechnical Data Sheet Baltoflake EcolifeAkram AlhaddadNoch keine Bewertungen
- Test - API 1169 - QuizletDokument13 SeitenTest - API 1169 - QuizletAkram Alhaddad0% (1)
- THE DOSE, Issue 1 (Tokyo)Dokument142 SeitenTHE DOSE, Issue 1 (Tokyo)Damage85% (20)
- ISO 13485-2016 - DR - Pack - Control of Non Conforming ProductsDokument4 SeitenISO 13485-2016 - DR - Pack - Control of Non Conforming ProductskmasanNoch keine Bewertungen
- Assignment Gen PsyDokument3 SeitenAssignment Gen PsyHelenNoch keine Bewertungen
- Mounting InstructionDokument1 SeiteMounting InstructionAkshay GargNoch keine Bewertungen
- Ultra Slimpak G448-0002: Bridge Input Field Configurable IsolatorDokument4 SeitenUltra Slimpak G448-0002: Bridge Input Field Configurable IsolatorVladimirNoch keine Bewertungen
- EN 12449 CuNi Pipe-2012Dokument47 SeitenEN 12449 CuNi Pipe-2012DARYONO sudaryonoNoch keine Bewertungen
- Factors of Active Citizenship EducationDokument2 SeitenFactors of Active Citizenship EducationmauïNoch keine Bewertungen
- Physics Derived Units and Unit Prefixes Derived UnitDokument15 SeitenPhysics Derived Units and Unit Prefixes Derived UnitJohnRenzoMolinarNoch keine Bewertungen
- Advantages of Using Mobile ApplicationsDokument30 SeitenAdvantages of Using Mobile ApplicationsGian Carlo LajarcaNoch keine Bewertungen
- CDI-AOS-CX 10.4 Switching Portfolio Launch - Lab V4.01Dokument152 SeitenCDI-AOS-CX 10.4 Switching Portfolio Launch - Lab V4.01Gilles DellaccioNoch keine Bewertungen
- Legends and Lairs - Elemental Lore PDFDokument66 SeitenLegends and Lairs - Elemental Lore PDFAlexis LoboNoch keine Bewertungen
- SolBridge Application 2012Dokument14 SeitenSolBridge Application 2012Corissa WandmacherNoch keine Bewertungen
- Technical specifications for JR3 multi-axis force-torque sensor modelsDokument1 SeiteTechnical specifications for JR3 multi-axis force-torque sensor modelsSAN JUAN BAUTISTANoch keine Bewertungen
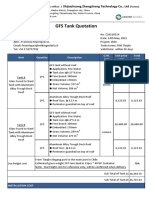
- GFS Tank Quotation C20210514Dokument4 SeitenGFS Tank Quotation C20210514Francisco ManriquezNoch keine Bewertungen
- Uses and Soxhlet Extraction of Apigenin From Parsley Petroselinum CrispumDokument6 SeitenUses and Soxhlet Extraction of Apigenin From Parsley Petroselinum CrispumEditor IJTSRDNoch keine Bewertungen
- ALXSignature0230 0178aDokument3 SeitenALXSignature0230 0178aAlex MocanuNoch keine Bewertungen
- Mrs. Universe PH - Empowering Women, Inspiring ChildrenDokument2 SeitenMrs. Universe PH - Empowering Women, Inspiring ChildrenKate PestanasNoch keine Bewertungen
- Embryology-Nervous System DevelopmentDokument157 SeitenEmbryology-Nervous System DevelopmentGheavita Chandra DewiNoch keine Bewertungen
- Iphoneos 31Dokument159 SeitenIphoneos 31Ivan VeBoNoch keine Bewertungen
- Tutorial 1 Discussion Document - Batch 03Dokument4 SeitenTutorial 1 Discussion Document - Batch 03Anindya CostaNoch keine Bewertungen
- AtlasConcorde NashDokument35 SeitenAtlasConcorde NashMadalinaNoch keine Bewertungen
- Dolni VestoniceDokument34 SeitenDolni VestoniceOlha PodufalovaNoch keine Bewertungen
- Chapter 19 - 20 Continuous Change - Transorganizational ChangeDokument12 SeitenChapter 19 - 20 Continuous Change - Transorganizational ChangeGreen AvatarNoch keine Bewertungen
- Paradigms of ManagementDokument2 SeitenParadigms of ManagementLaura TicoiuNoch keine Bewertungen
- Maharashtra Auto Permit Winner ListDokument148 SeitenMaharashtra Auto Permit Winner ListSadik Shaikh50% (2)
- Philippine Population 2009Dokument6 SeitenPhilippine Population 2009mahyoolNoch keine Bewertungen
- Committee History 50yearsDokument156 SeitenCommittee History 50yearsd_maassNoch keine Bewertungen
- EXPERIMENT 4 FlowchartDokument3 SeitenEXPERIMENT 4 FlowchartTRISHA PACLEBNoch keine Bewertungen
- Real Estate Broker ReviewerREBLEXDokument124 SeitenReal Estate Broker ReviewerREBLEXMar100% (4)
- Unit 14 Ergonomics Design: AND ProductDokument24 SeitenUnit 14 Ergonomics Design: AND ProductRämêşh KątúřiNoch keine Bewertungen