Das könnte Ihnen auch gefallen
- Helados Artika..FinalDokument29 SeitenHelados Artika..FinalBrandon Ronald Rojas Valencia50% (4)
- Marketing Artika UCVDokument51 SeitenMarketing Artika UCVjuan loarte100% (1)
- Helados Artika SacDokument13 SeitenHelados Artika SacAnonymous KcuoaONoch keine Bewertungen
- Artika HistoriaDokument4 SeitenArtika HistoriaFrancis Ariana Cervantes Bermejo67% (3)
- Trabajo Final de ArtikaDokument76 SeitenTrabajo Final de ArtikaMaycol Arela100% (6)
- ARTIKADokument169 SeitenARTIKAErik ChavezNoch keine Bewertungen
- Analisis de La Empresa ArtikaDokument58 SeitenAnalisis de La Empresa ArtikaNey Jennifer75% (20)
- Artika OkDokument30 SeitenArtika OkNarda UDiaz100% (1)
- Artika en AdministracionDokument20 SeitenArtika en AdministracionJohan ayrton Alvarez SánchezNoch keine Bewertungen
- Plan Estrategico ArtikaDokument77 SeitenPlan Estrategico ArtikaErik Chavez100% (1)
- Herramienta de Analisis Interno AmofhitDokument2 SeitenHerramienta de Analisis Interno AmofhitManuel Contreras100% (1)
- Investigacion de Mercado Helados ARTIKA 16.11Dokument37 SeitenInvestigacion de Mercado Helados ARTIKA 16.11Karina Burgos50% (6)
- DOP MermeladaDokument1 SeiteDOP MermeladaVioleta Sanchez ManayayNoch keine Bewertungen
- MKT Mix ArtikaDokument6 SeitenMKT Mix ArtikaingridNoch keine Bewertungen
- KR - BenchmarkingDokument21 SeitenKR - BenchmarkingGonzálo Sosa100% (1)
- Ciclo de VidaDokument2 SeitenCiclo de VidaChrystian Richard Llancuani RojasNoch keine Bewertungen
- Formula Empresarial de ÁrtikaDokument16 SeitenFormula Empresarial de ÁrtikaJorge100% (1)
- Descripción de Los Procesos de AjeDokument4 SeitenDescripción de Los Procesos de AjeP'dro RENoch keine Bewertungen
- Artika - Planeamiento EstrategicoDokument51 SeitenArtika - Planeamiento EstrategicoRobin Christian Toranzo SanzNoch keine Bewertungen
- Helado ArtikaDokument194 SeitenHelado ArtikaJuan Loarte80% (5)
- ArtikaDokument6 SeitenArtikaJames Patrick Hernandez Miranda50% (2)
- Laboratorio 3Dokument6 SeitenLaboratorio 3Joan AvellanedaNoch keine Bewertungen
- Empresa de Produccion y Comercializacion de HeladosDokument19 SeitenEmpresa de Produccion y Comercializacion de HeladosJonathan Mendoza BernalNoch keine Bewertungen
- Kola Escosesa FodaDokument1 SeiteKola Escosesa FodastephanyNoch keine Bewertungen
- Sector de GalletasDokument45 SeitenSector de GalletasSebastián Francia100% (1)
- Dap y Dop de La Inka KolaDokument5 SeitenDap y Dop de La Inka KolaEDUARDO0% (1)
- Dop CervezaDokument3 SeitenDop CervezaBrian MontáñezNoch keine Bewertungen
- Trabajo Final Ingenieria de Procesos.Dokument46 SeitenTrabajo Final Ingenieria de Procesos.Ledgard AlmeydaNoch keine Bewertungen
- Producto Academico 3Dokument3 SeitenProducto Academico 3pruebando jugueteNoch keine Bewertungen
- Organigrama La IbericaDokument1 SeiteOrganigrama La IbericaRosalinda Ch Barreto100% (1)
- Encuesta FinalDokument3 SeitenEncuesta FinalDayanaKarolyneSalcedoCornejoNoch keine Bewertungen
- Grupo 2 - Analisis Amofhit y Peste de La OrganizaciónDokument28 SeitenGrupo 2 - Analisis Amofhit y Peste de La OrganizaciónEduardo SY100% (2)
- Tesis Helados Artika SRLDokument172 SeitenTesis Helados Artika SRLdanitza0% (1)
- Automatización de La Empresa GloriaDokument2 SeitenAutomatización de La Empresa GloriaJane Aravella Rodriguez RiveroNoch keine Bewertungen
- Publicidad ArtikaDokument17 SeitenPublicidad ArtikaRoseRamosNoch keine Bewertungen
- La Iberica SacDokument16 SeitenLa Iberica SacHelbert Ascuña Cardenas100% (1)
- Tesis Helados Artika SRLDokument195 SeitenTesis Helados Artika SRLPacho Teves43% (7)
- Segundo Avance Procesos para IngenieríaDokument20 SeitenSegundo Avance Procesos para IngenieríaGianluca Muñoz RiosNoch keine Bewertungen
- Trabajo Final de Procesos para Ingenieria - Empresa Arca Continental Lindley SaDokument29 SeitenTrabajo Final de Procesos para Ingenieria - Empresa Arca Continental Lindley SaThais Mariel Niño CastilloNoch keine Bewertungen
- Acopio de Leche fresca..LECHE GLORIADokument11 SeitenAcopio de Leche fresca..LECHE GLORIARAFAEL100% (1)
- 2 - Aplicación de Herramientas en Control de Calidad en La Producción de Vino Malbec para La Empresa "Viña Queirolo"Dokument16 Seiten2 - Aplicación de Herramientas en Control de Calidad en La Producción de Vino Malbec para La Empresa "Viña Queirolo"Andre ElgueraNoch keine Bewertungen
- La Moradita-Inca KolaDokument14 SeitenLa Moradita-Inca KolaCelso Castellares Ramirez100% (2)
- AlicorpDokument5 SeitenAlicorpRdg Hugo Rodriguez ZapacayoNoch keine Bewertungen
- Almacenes LindleyDokument10 SeitenAlmacenes Lindleyalberto hoyosNoch keine Bewertungen
- DAP FormatoDokument1 SeiteDAP FormatoOscar PaulNoch keine Bewertungen
- Caso de Analisis de La Empresa DonofrioDokument3 SeitenCaso de Analisis de La Empresa DonofrioDiana ElisabethNoch keine Bewertungen
- Plan de Marketing ArtikaDokument33 SeitenPlan de Marketing ArtikaYhoshy Zeballos100% (6)
- DOP Nectar de MangoDokument10 SeitenDOP Nectar de MangoValeria LuqueNoch keine Bewertungen
- Backus SipocDokument8 SeitenBackus SipocLuis Gonzalo Quintana Castro57% (7)
- Helados Artika Del PeruDokument6 SeitenHelados Artika Del PeruLuz Maria Sanchez BritoNoch keine Bewertungen
- ArtikaDokument6 SeitenArtikaVladimir Mamani Fernandez100% (1)
- Materia Prima Del PanetonDokument6 SeitenMateria Prima Del PanetonRIDERNoch keine Bewertungen
- Aji TariDokument12 SeitenAji TariAdriana Celia Figueroa Valdivia100% (1)
- Gloria.s.a Grupo 6Dokument14 SeitenGloria.s.a Grupo 6Meliza100% (1)
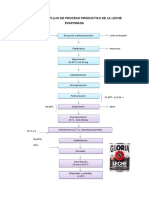
- Diagrama de Flujo GloriaDokument3 SeitenDiagrama de Flujo GloriaBruce Williams AstoNoch keine Bewertungen
- G3-Gloria - Trabajo de La Cadena de Suministro FinalDokument78 SeitenG3-Gloria - Trabajo de La Cadena de Suministro FinalJunior IzasigaNoch keine Bewertungen
- Artika Avance 100 Luis Centeno LujanDokument51 SeitenArtika Avance 100 Luis Centeno LujanGustavo Ademir ZapanaNoch keine Bewertungen
- Plan de Marketing ArtikaDokument51 SeitenPlan de Marketing ArtikaEliana Gallardo50% (24)
- Plan de Marketin para El Posicionamiento de La Empresa Peruana A Nivel Nacional y Ofrecer Un Nuevo Producto A Sus ConsumidoresDokument39 SeitenPlan de Marketin para El Posicionamiento de La Empresa Peruana A Nivel Nacional y Ofrecer Un Nuevo Producto A Sus ConsumidoreskatiuscaNoch keine Bewertungen
- Presupuestos Helados ArtikaDokument6 SeitenPresupuestos Helados ArtikaElizabeth Gisela Uchuya EscobarNoch keine Bewertungen
- Formulacion y Evaluacion de ProyectosDokument16 SeitenFormulacion y Evaluacion de Proyectosingrid caterine peña corderoNoch keine Bewertungen
- Auditoria de PpeDokument21 SeitenAuditoria de PpeNelson MartinezNoch keine Bewertungen
- Contrato de ManufacturaDokument15 SeitenContrato de ManufacturaEvelyn Figueroa100% (1)
- Analisis PestelDokument9 SeitenAnalisis PestelangieNoch keine Bewertungen
- Ventas Por Internet - Operaciones Por Mercado Libre - Convenio MultilateralDokument12 SeitenVentas Por Internet - Operaciones Por Mercado Libre - Convenio MultilateralJuan PabloNoch keine Bewertungen
- Contabilidad CalDokument4 SeitenContabilidad CalErasmo José SánchezNoch keine Bewertungen
- Proyecto de Inversion Social Equipo # 1Dokument8 SeitenProyecto de Inversion Social Equipo # 1Cristela LamedaNoch keine Bewertungen
- Tarea Virtual 3.docx MicroeconomiaDokument3 SeitenTarea Virtual 3.docx MicroeconomiaErick TumbacoNoch keine Bewertungen
- La Informacion Relevante y La Toma de Decisiones de MarketingDokument2 SeitenLa Informacion Relevante y La Toma de Decisiones de Marketingdaniel ledezmaNoch keine Bewertungen
- EXAMEN-ADMISION-mprla UPG 2014-IDokument3 SeitenEXAMEN-ADMISION-mprla UPG 2014-IDiego Salazar SurcoNoch keine Bewertungen
- ModuloDokument16 SeitenModuloMJ prZNoch keine Bewertungen
- Trabajo de Gerencia de MarketingDokument29 SeitenTrabajo de Gerencia de Marketingyamashiro1245Noch keine Bewertungen
- Cobertura Con ForwardsDokument7 SeitenCobertura Con ForwardsVictor David Jaramillo MejíaNoch keine Bewertungen
- Monografia Tipos de PetroleoDokument5 SeitenMonografia Tipos de PetroleoFrancisco LoyaNoch keine Bewertungen
- Contrato de Compra VentaDokument5 SeitenContrato de Compra VentaJORGE ENRIQUENoch keine Bewertungen
- Sena-Los Activos de La EmpresaDokument5 SeitenSena-Los Activos de La EmpresaJanethNoch keine Bewertungen
- Ta 5Dokument4 SeitenTa 5carolina0% (1)
- VIDEO: La Mentira Del Libre Comercio AnálisisDokument3 SeitenVIDEO: La Mentira Del Libre Comercio AnálisisGisselle Johana Casas ZambranoNoch keine Bewertungen
- EliDokument3 SeitenEliDianita CespedesNoch keine Bewertungen
- Solucion-Taller 1 Analisis EconomicoDokument7 SeitenSolucion-Taller 1 Analisis EconomicoFernando Rios CastroNoch keine Bewertungen
- Capitulo IV - Formatos ComercialesDokument2 SeitenCapitulo IV - Formatos Comercialesdaniel avilaNoch keine Bewertungen
- Ejercicios de Repaso - Tema 1Dokument3 SeitenEjercicios de Repaso - Tema 1Lolo JulioNoch keine Bewertungen
- Trabajo Final - Grupo Nº5 Introduccion A La EconomiaDokument13 SeitenTrabajo Final - Grupo Nº5 Introduccion A La EconomiaPamela QhNoch keine Bewertungen
- 10 Ejercicios Finanzas Acciones y Bonos 26 Nov20Dokument3 Seiten10 Ejercicios Finanzas Acciones y Bonos 26 Nov20lucasNoch keine Bewertungen
- Ejercicio 1Dokument3 SeitenEjercicio 1Fabricio Aguilar RuizNoch keine Bewertungen
- Guía Básica BitSauce para Curso de AprendizajeDokument2 SeitenGuía Básica BitSauce para Curso de AprendizajeWilliam AguilarNoch keine Bewertungen
- Plantilla Única - Macro - Administración FinancieraDokument79 SeitenPlantilla Única - Macro - Administración FinancieraEstela CarranzaNoch keine Bewertungen
- Grupo 11Dokument23 SeitenGrupo 11Paola Tarraga FarelNoch keine Bewertungen
- Informe de CotizacionDokument9 SeitenInforme de CotizacionBernardo Alonso Venegas FuentesNoch keine Bewertungen
- Problema de AgenciaDokument11 SeitenProblema de AgenciaEnma Irribarren Valdivia100% (1)