Das könnte Ihnen auch gefallen
- 075Dokument2 Seiten075aliasghar yadegariNoch keine Bewertungen
- Modified Equip Running HrsDokument954 SeitenModified Equip Running HrsSakshi SinhaNoch keine Bewertungen
- Equipment List - Desalination PlantDokument2 SeitenEquipment List - Desalination PlantLasitha Ranjeewa PeirisNoch keine Bewertungen
- Plant Equipment ListDokument27 SeitenPlant Equipment ListRakesh Kumar Singh (Phase 1B)Noch keine Bewertungen
- Operators Guide KobelcoDokument30 SeitenOperators Guide KobelcoZahir KhiraNoch keine Bewertungen
- Screenshot 2022-11-16 at 13.24.00Dokument2 SeitenScreenshot 2022-11-16 at 13.24.00Andres Valencia BNoch keine Bewertungen
- Equipment List - Pre-Teatment PlantDokument2 SeitenEquipment List - Pre-Teatment PlantLasitha Ranjeewa PeirisNoch keine Bewertungen
- HB430-R HB450-R 7845539.1 - Spare Parts Catalogue - INGDokument155 SeitenHB430-R HB450-R 7845539.1 - Spare Parts Catalogue - INGJean OliveiraNoch keine Bewertungen
- 216 - Pilot System PressureDokument3 Seiten216 - Pilot System PressureAngelo Reyes GNoch keine Bewertungen
- Unit Auxiliary Load: S. N. Description Feeder MCCB Rating Load (kVA) Regular Load (kVA) Occassional Load (kVA)Dokument1 SeiteUnit Auxiliary Load: S. N. Description Feeder MCCB Rating Load (kVA) Regular Load (kVA) Occassional Load (kVA)veerendraNoch keine Bewertungen
- Equipment List - Makeup Water PlantDokument4 SeitenEquipment List - Makeup Water PlantLasitha Ranjeewa PeirisNoch keine Bewertungen
- Products Catalog 13-07-2020 3Dokument71 SeitenProducts Catalog 13-07-2020 3me46951Noch keine Bewertungen
- Ash Handling Edc ClassDokument30 SeitenAsh Handling Edc ClassNitish K SinghNoch keine Bewertungen
- E12686-1601-YC21-11-04 Low Voltage Distribution Overview PDFDokument1 SeiteE12686-1601-YC21-11-04 Low Voltage Distribution Overview PDFthanhNoch keine Bewertungen
- Enerpac Torque Wrench ManualDokument10 SeitenEnerpac Torque Wrench ManualM Saad KhanNoch keine Bewertungen
- Standart VibrasiDokument19 SeitenStandart VibrasiBasong SanNoch keine Bewertungen
- Bijur Spray MistDokument4 SeitenBijur Spray MistDavid BentleyNoch keine Bewertungen
- Screenshot 2021-07-14 at 6.51.37 PMDokument39 SeitenScreenshot 2021-07-14 at 6.51.37 PMsoyeb hamidaniNoch keine Bewertungen
- Tie in Point (TP) 08 ADokument19 SeitenTie in Point (TP) 08 At_i_f_anoNoch keine Bewertungen
- Final Spare Price List For TataDokument58 SeitenFinal Spare Price List For TataNaveen SahaNoch keine Bewertungen
- Yazd-System Description For Clean Drain System PDFDokument7 SeitenYazd-System Description For Clean Drain System PDFace-winnieNoch keine Bewertungen
- Parts 44a 44b 12.5-9.4 BTDB 15.0 - 12.0 BTDCDokument102 SeitenParts 44a 44b 12.5-9.4 BTDB 15.0 - 12.0 BTDCnyaungzinNoch keine Bewertungen
- Air Conditioner: Parts ListDokument5 SeitenAir Conditioner: Parts ListPepz Rosauro NavarraNoch keine Bewertungen
- Lista de Repuestos Cs14 - 1Dokument5 SeitenLista de Repuestos Cs14 - 1INVERSIONES AYRONoch keine Bewertungen
- Repair Parts Sheet MIC-100, MIC-200/MC-75, MC-77: Mobile Crane UnitsDokument8 SeitenRepair Parts Sheet MIC-100, MIC-200/MC-75, MC-77: Mobile Crane UnitsmecambNoch keine Bewertungen
- QAP128-updated Spare ListDokument6 SeitenQAP128-updated Spare ListOmkarNoch keine Bewertungen
- Motor Perkins 3058 PartesDokument167 SeitenMotor Perkins 3058 PartesPorfirioOteroPeralta100% (3)
- 0820 9001 000 - Moc515 Moc8015Dokument58 Seiten0820 9001 000 - Moc515 Moc8015gaby2003100% (1)
- CNR-2S - (1.5,3,5) P-6M Crude & Refined Product Sampler System Support ManualDokument38 SeitenCNR-2S - (1.5,3,5) P-6M Crude & Refined Product Sampler System Support ManualDiego Nicolás FERNANDEZNoch keine Bewertungen
- QAS250Dokument163 SeitenQAS250jacques PerronNoch keine Bewertungen
- DC Users Instruction A27.11 CIP Spool (AQA 001078 - Assembly of CIP Spool)Dokument5 SeitenDC Users Instruction A27.11 CIP Spool (AQA 001078 - Assembly of CIP Spool)Liviu-Stefan NituNoch keine Bewertungen
- Sauer DanfossDokument13 SeitenSauer DanfossSebastián Fernando Canul MendezNoch keine Bewertungen
- NC3200S - Part ListDokument3 SeitenNC3200S - Part ListHector PerezNoch keine Bewertungen
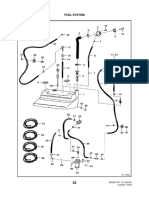
- Bobcat 751G Fuel SystemDokument2 SeitenBobcat 751G Fuel SystemHydrotech Statybines Technikos ServisasNoch keine Bewertungen
- Boxer TD327 Diesel SN 412-1205 Parts ListDokument36 SeitenBoxer TD327 Diesel SN 412-1205 Parts ListAbdul RehmanNoch keine Bewertungen
- Sewage Traetment Plant WCMBR-20 (U) Instruction Book PDFDokument19 SeitenSewage Traetment Plant WCMBR-20 (U) Instruction Book PDFAshitoshNoch keine Bewertungen
- Dk51280-1103a-33t (DP60P5S)Dokument221 SeitenDk51280-1103a-33t (DP60P5S)agus marsito83% (6)
- Customer Details Pro-Forma Invoice (Revised)Dokument2 SeitenCustomer Details Pro-Forma Invoice (Revised)Hugh O'Brien GwazeNoch keine Bewertungen
- YAMADA NDP-20BAT Bill of MaterialDokument2 SeitenYAMADA NDP-20BAT Bill of MaterialRoger MinayaNoch keine Bewertungen
- CPP Pagina 47Dokument48 SeitenCPP Pagina 47LuisNoch keine Bewertungen
- 1103a 33TG2Dokument242 Seiten1103a 33TG2Falgon Islam33% (3)
- 1104A-44TG2 Parts BookDokument187 Seiten1104A-44TG2 Parts BookTaller Antofagasta100% (1)
- Mr-75-163-Tds Critical SparesDokument3 SeitenMr-75-163-Tds Critical Sparescmrig74Noch keine Bewertungen
- Filter Application Chart Previous Ranges of Crawler ExcavatorsDokument26 SeitenFilter Application Chart Previous Ranges of Crawler ExcavatorsYavuz ErcanliNoch keine Bewertungen
- Electrical Load - Full Operation ModeDokument14 SeitenElectrical Load - Full Operation ModeAris KancilNoch keine Bewertungen
- Enerpack PA133 L1252 - KDokument8 SeitenEnerpack PA133 L1252 - KGustavo MoralesNoch keine Bewertungen
- YAMADA NDP-80BPT Bill of MaterialDokument3 SeitenYAMADA NDP-80BPT Bill of MaterialBrian AnguloNoch keine Bewertungen
- Gambar Teminal Kabel Mesin LH 1 TomokoDokument53 SeitenGambar Teminal Kabel Mesin LH 1 TomokoRachmat BudiyantoNoch keine Bewertungen
- Pioneer Series Digital Scroll Variable Refrigerant Flow (VRF) System Spare Parts & Exploded ViewsDokument55 SeitenPioneer Series Digital Scroll Variable Refrigerant Flow (VRF) System Spare Parts & Exploded ViewsArshad Mahmood100% (1)
- Boiler Spare PartsDokument3 SeitenBoiler Spare PartspradeshNoch keine Bewertungen
- Track Plant - Recommended Parts List - 2000HRSDokument6 SeitenTrack Plant - Recommended Parts List - 2000HRSMechanicalNoch keine Bewertungen
- +DE710-03 - A01 - Manual Actualizado A Julio 2018Dokument74 Seiten+DE710-03 - A01 - Manual Actualizado A Julio 2018Juan RafaelNoch keine Bewertungen
- Rodillo 120 DynapacDokument252 SeitenRodillo 120 DynapacMarcelo Gustavo Fuentes ValdiviaNoch keine Bewertungen
- 1103a 33TG1Dokument184 Seiten1103a 33TG1Falgon Islam100% (4)
- P80K4 Universal Enerpac Pump Repair KitDokument4 SeitenP80K4 Universal Enerpac Pump Repair KitMauricio Hermosilla OrellanaNoch keine Bewertungen
- Chemical Cost at YR For Week 13Dokument4 SeitenChemical Cost at YR For Week 13mvbm31Noch keine Bewertungen
- Vdocuments - MX Cameron Bop Control SystemsDokument38 SeitenVdocuments - MX Cameron Bop Control SystemsOPERACIONES TOP OILNoch keine Bewertungen
- Current Signature HV Motor DataDokument3 SeitenCurrent Signature HV Motor DataMohammad AsifNoch keine Bewertungen
- 2. Forsthoffer's Rotating Equipment Handbooks: PumpsVon Everand2. Forsthoffer's Rotating Equipment Handbooks: PumpsBewertung: 1 von 5 Sternen1/5 (1)
- Presentation Text - EnglishDokument12 SeitenPresentation Text - EnglishMuhammad RizkyNoch keine Bewertungen
- Asd Activity Report: Photo DescriptionDokument1 SeiteAsd Activity Report: Photo DescriptionMuhammad RizkyNoch keine Bewertungen
- List Energy Equipment New ProjectDokument8 SeitenList Energy Equipment New ProjectMuhammad RizkyNoch keine Bewertungen
- 503 1234 1 CeDokument14 Seiten503 1234 1 CeMuhammad RizkyNoch keine Bewertungen
- Greenworks Pressure Washer 51012Dokument34 SeitenGreenworks Pressure Washer 51012William ShetleyNoch keine Bewertungen
- Washing Machine RepairDokument37 SeitenWashing Machine RepairEdison Espinal100% (1)
- Hotpoint AqualtisDokument84 SeitenHotpoint AqualtismangofaNoch keine Bewertungen
- ÖKO-LAVAMAT 62600: The Environmentally Friendly Washing MachineDokument52 SeitenÖKO-LAVAMAT 62600: The Environmentally Friendly Washing MachineIngenious1988Noch keine Bewertungen
- Manual Karcher Lavadoras de Alta Pressao K1 302Dokument24 SeitenManual Karcher Lavadoras de Alta Pressao K1 302Marcos NunesNoch keine Bewertungen
- Whirlpool Delta Awm 8085Dokument17 SeitenWhirlpool Delta Awm 8085MelmakPolytronNoch keine Bewertungen
- Operation and Maintenance Manual-1Dokument27 SeitenOperation and Maintenance Manual-1Daniel TekleNoch keine Bewertungen
- WF-F861 - Service ManualDokument74 SeitenWF-F861 - Service ManualDamirGNoch keine Bewertungen
- User Guide Servis Washer Dryer 900 Model M9309 User ManualDokument44 SeitenUser Guide Servis Washer Dryer 900 Model M9309 User Manualmaccas37570% (1)
- Manual Masina de SpalatDokument60 SeitenManual Masina de SpalatMihail-Andrei IacobNoch keine Bewertungen
- Smart PlugDokument5 SeitenSmart PlugMCV101Noch keine Bewertungen
- 35 Spotting and Stain Removal TechniquesDokument38 Seiten35 Spotting and Stain Removal TechniquesApar Singh100% (9)
- Ford 5R55S Partes BDokument4 SeitenFord 5R55S Partes BJose Mejia CaveroNoch keine Bewertungen
- Spec Item ListDokument14 SeitenSpec Item ListEjoe AkmanNoch keine Bewertungen
- MechatronicsDokument13 SeitenMechatronicsPriyadarshini Krishnaswamy43% (14)
- Service: Washing Machine Top-Loading TypeDokument37 SeitenService: Washing Machine Top-Loading TypeGary TaitNoch keine Bewertungen
- 19-215 Washer Extractors W575N, W5105NDokument2 Seiten19-215 Washer Extractors W575N, W5105NNavaneeth PurushothamanNoch keine Bewertungen
- WBSR3140DOWWDokument8 SeitenWBSR3140DOWWKarim Fernandez CampusanoNoch keine Bewertungen
- Base-Mounted Recirculating Parts Washers - NEHS0952 PDFDokument24 SeitenBase-Mounted Recirculating Parts Washers - NEHS0952 PDFjordy valverdeNoch keine Bewertungen
- Miele Tw2780Dokument88 SeitenMiele Tw2780mitzamihkNoch keine Bewertungen
- MSA VMW PP PresentationDokument65 SeitenMSA VMW PP PresentationplasmapeteNoch keine Bewertungen
- SOPDokument5 SeitenSOPMd Nazmus SakibNoch keine Bewertungen
- Competency Based Learning Material: Laundry Linen and Guest Clothes Laundring Linen and Guest ClothesDokument40 SeitenCompetency Based Learning Material: Laundry Linen and Guest Clothes Laundring Linen and Guest ClothesWela Jane Patrimonio Rarugal100% (1)
- Inspection Report Format PDFDokument16 SeitenInspection Report Format PDFKrishna Gopal DubeyNoch keine Bewertungen
- Instruction and User MANUAL DS 610 SL Rev 0.01 UKDokument36 SeitenInstruction and User MANUAL DS 610 SL Rev 0.01 UKcraighNoch keine Bewertungen
- 003 March 1 - 31, 2022 Accomplishment Report (March)Dokument16 Seiten003 March 1 - 31, 2022 Accomplishment Report (March)Ghel A. de GuzmanNoch keine Bewertungen
- Laveur Désinfecteur EC 1000 Manuel D'utilisationDokument35 SeitenLaveur Désinfecteur EC 1000 Manuel D'utilisationAbouayfa BounaNoch keine Bewertungen
- Laundry and Linen For PCHDokument14 SeitenLaundry and Linen For PCHTianti Puadi100% (1)
- Domus Iot Cata021 En-223Dokument13 SeitenDomus Iot Cata021 En-223Đinh Trọng NghĩaNoch keine Bewertungen
- HQ User Guide (X-Ray Series UserGuide (A3) - 20070108) PDFDokument36 SeitenHQ User Guide (X-Ray Series UserGuide (A3) - 20070108) PDFNassima BELIL100% (1)