Das könnte Ihnen auch gefallen
- Elevator Bore ChartsDokument5 SeitenElevator Bore ChartsjolualNoch keine Bewertungen
- Line Blinds Bleed RingsDokument4 SeitenLine Blinds Bleed RingsPerumal KarthikeyanNoch keine Bewertungen
- Bleed RingDokument3 SeitenBleed RingXxavierNoch keine Bewertungen
- Number & Size of Bolts For Flanged Joints-Asme B16.5: Call Us First For All Your Pipe, Valves Fittings!Dokument1 SeiteNumber & Size of Bolts For Flanged Joints-Asme B16.5: Call Us First For All Your Pipe, Valves Fittings!Venki TekkaliNoch keine Bewertungen
- Universal Nose Fittings Series 1000Dokument6 SeitenUniversal Nose Fittings Series 1000icsNoch keine Bewertungen
- Stud Bolt ChartDokument2 SeitenStud Bolt ChartDI DI100% (1)
- 10.flange Bolts, STD TeesDokument7 Seiten10.flange Bolts, STD TeesNIRMAL SINGHNoch keine Bewertungen
- LOAD AND TORQUE CHART FOR BOLTS AND STUDSDokument6 SeitenLOAD AND TORQUE CHART FOR BOLTS AND STUDSlucianaNoch keine Bewertungen
- TorqueDokument6 SeitenTorquelucianaNoch keine Bewertungen
- Bridas Slip On Grandes b16.47Dokument1 SeiteBridas Slip On Grandes b16.47Nilton Inca TitoNoch keine Bewertungen
- Class 300 Flange Bolt Pattern & SizesDokument1 SeiteClass 300 Flange Bolt Pattern & SizesRyan SolomonNoch keine Bewertungen
- Class 150 Flange Bolt Pattern & Sizes ChartDokument1 SeiteClass 150 Flange Bolt Pattern & Sizes ChartRyan SolomonNoch keine Bewertungen
- Torque SummaryDokument1 SeiteTorque Summarycesar gallardoNoch keine Bewertungen
- Model Ys 800 Class 800 Carbon Steel Screwed / Socket Weld "Y" Strainer Drawing A 100Dokument1 SeiteModel Ys 800 Class 800 Carbon Steel Screwed / Socket Weld "Y" Strainer Drawing A 100vijayakumar2015Noch keine Bewertungen
- Form #P0060 Standard Radius Elbows Specification SheetDokument1 SeiteForm #P0060 Standard Radius Elbows Specification SheetBenedict john SabaleNoch keine Bewertungen
- Asme b16.5 Class 600 Flanges Bolting Pattern and Dimensions Chart Northwest FastenerDokument1 SeiteAsme b16.5 Class 600 Flanges Bolting Pattern and Dimensions Chart Northwest FastenerRyan SolomonNoch keine Bewertungen
- 1221 Standard Pipe NipplesDokument1 Seite1221 Standard Pipe NipplesmvinuNoch keine Bewertungen
- Xcelite Catalog 5506Dokument100 SeitenXcelite Catalog 5506Ruben MontelongoNoch keine Bewertungen
- Temporary Cone & Basket Strainers Spec SheetDokument1 SeiteTemporary Cone & Basket Strainers Spec SheetAnonymous FH8OunZrXNoch keine Bewertungen
- Everything You Need to Know About Steel WashersDokument2 SeitenEverything You Need to Know About Steel WashersTarunNoch keine Bewertungen
- Sieve Comparison PDFDokument2 SeitenSieve Comparison PDFFitria RamadhonaNoch keine Bewertungen
- Reference For Orifice SelectionDokument1 SeiteReference For Orifice Selectiondeepak_313Noch keine Bewertungen
- Pocket Bolt Reference Chart: Sealing Global - Servicing LocalDokument2 SeitenPocket Bolt Reference Chart: Sealing Global - Servicing Localgazwang478Noch keine Bewertungen
- Bolt Pocket ChartDokument2 SeitenBolt Pocket ChartAlex LaraNoch keine Bewertungen
- Coastal Flange Precision-Engineered Pipe FlangesDokument1 SeiteCoastal Flange Precision-Engineered Pipe FlangesQC RegianNoch keine Bewertungen
- Providing Gage Solutions Since 1912Dokument154 SeitenProviding Gage Solutions Since 1912qcomoNoch keine Bewertungen
- Jack Screw Sizes For Ring Joint Face Orifice FlangesDokument1 SeiteJack Screw Sizes For Ring Joint Face Orifice FlangeswahyoesoemantriNoch keine Bewertungen
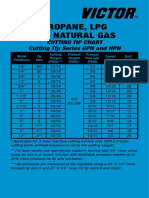
- Victor Propane LPG Natural Gas Cutting Tip ChartDokument2 SeitenVictor Propane LPG Natural Gas Cutting Tip ChartYhamil La MadridNoch keine Bewertungen
- Fast'S Gear Couplings AISE Mill Motor CouplingDokument2 SeitenFast'S Gear Couplings AISE Mill Motor Couplingsundar301Noch keine Bewertungen
- Spacer Gear Type CouplingsDokument2 SeitenSpacer Gear Type CouplingsMauricio Barrios CastellanosNoch keine Bewertungen
- Fig. Ptp-1: Short Variable SpringDokument1 SeiteFig. Ptp-1: Short Variable Springali murtadhoNoch keine Bewertungen
- I24bopmlest1 (SR082100083027)Dokument1 SeiteI24bopmlest1 (SR082100083027)nighil.vrnairNoch keine Bewertungen
- LB&A CatalogueDokument127 SeitenLB&A CataloguekingdbmNoch keine Bewertungen
- Bleed Ring - ANSI Class 150-2500 (In)Dokument2 SeitenBleed Ring - ANSI Class 150-2500 (In)ulfatNoch keine Bewertungen
- Bolt ChartDokument1 SeiteBolt ChartNaveen TripuraneniNoch keine Bewertungen
- ASME Bronze Flange Sizes and Specs for 150 and 300 lb ClassesDokument6 SeitenASME Bronze Flange Sizes and Specs for 150 and 300 lb ClassesKarim ShamsNoch keine Bewertungen
- Bolt, Stud, Sealing, Gasketing and Nut Sizes For Piping: Class 150 Steel and 125 Cast IronDokument1 SeiteBolt, Stud, Sealing, Gasketing and Nut Sizes For Piping: Class 150 Steel and 125 Cast IronGiorgi KOGOSHVILINoch keine Bewertungen
- General Twin Seal IOMDokument28 SeitenGeneral Twin Seal IOMbuckwheet1100% (1)
- Appendix C' Continuous Welding Rail Thermal Expansion: The City of Winnipeg Bid Opportunity No. 712-2013Dokument2 SeitenAppendix C' Continuous Welding Rail Thermal Expansion: The City of Winnipeg Bid Opportunity No. 712-2013didbeauNoch keine Bewertungen
- Bolt thread and flange data tableDokument25 SeitenBolt thread and flange data tableRiyan EsapermanaNoch keine Bewertungen
- Roller Hanger: Material: Service: How To Size: OrderingDokument1 SeiteRoller Hanger: Material: Service: How To Size: OrderingAsif HaqNoch keine Bewertungen
- EsparragosDokument2 SeitenEsparragosAlejandro Nieto100% (1)
- NLC Stainless Steel Bellows Metal Expansion Joints LiteratureDokument2 SeitenNLC Stainless Steel Bellows Metal Expansion Joints LiteratureMelroy KamathNoch keine Bewertungen
- Pocket Bolt Reference ChartDokument6 SeitenPocket Bolt Reference ChartVictor GarciaNoch keine Bewertungen
- Tripac Technical Data - Bolt - Wrench Sizes ChartDokument19 SeitenTripac Technical Data - Bolt - Wrench Sizes Chartcmms88100% (2)
- Dayton Lite DutyDokument44 SeitenDayton Lite DutyMiyer Gonzalo Montenegro Lizarazo100% (1)
- Sch80ctech SDL80C TDokument9 SeitenSch80ctech SDL80C Thumberto.aranguiz2715Noch keine Bewertungen
- PDT Standard Hole Opener Rev2Dokument2 SeitenPDT Standard Hole Opener Rev2Aboozar FathinejadNoch keine Bewertungen
- Shell Nozzle Dimensions and SpecificationsDokument20 SeitenShell Nozzle Dimensions and SpecificationsShaaban NoamanNoch keine Bewertungen
- Flange Data: Bolt Reference Charts For ASME B16.5 FlangesDokument4 SeitenFlange Data: Bolt Reference Charts For ASME B16.5 FlangesMilena Lemus FonsecaNoch keine Bewertungen
- Orifice PDFDokument11 SeitenOrifice PDFb_wooNoch keine Bewertungen
- Master Bushing-Insert Bowls - API 7KDokument2 SeitenMaster Bushing-Insert Bowls - API 7KcristinelbNoch keine Bewertungen
- Pipe Size Table (Koppel)Dokument5 SeitenPipe Size Table (Koppel)Kerwin CastañedaNoch keine Bewertungen
- Stainless Steel Weld Neck Flange Technical Data Sheet: TypeDokument5 SeitenStainless Steel Weld Neck Flange Technical Data Sheet: TypeÁngela GarzónNoch keine Bewertungen
- L Series BrochureWebDokument16 SeitenL Series BrochureWebmadhavikNoch keine Bewertungen
- Principles of Welding: Processes, Physics, Chemistry, and MetallurgyVon EverandPrinciples of Welding: Processes, Physics, Chemistry, and MetallurgyBewertung: 4 von 5 Sternen4/5 (1)
- Modern Size-Exclusion Liquid Chromatography: Practice of Gel Permeation and Gel Filtration ChromatographyVon EverandModern Size-Exclusion Liquid Chromatography: Practice of Gel Permeation and Gel Filtration ChromatographyNoch keine Bewertungen
- Assembly and Details DrawingDokument61 SeitenAssembly and Details Drawing92alaa100% (1)
- Part and Mold Design GuideDokument170 SeitenPart and Mold Design GuideminhtintinNoch keine Bewertungen
- Surface Finish Tolerances in ManfacturingDokument1 SeiteSurface Finish Tolerances in ManfacturingredgoldokNoch keine Bewertungen
- Mechanical Design Data BookDokument69 SeitenMechanical Design Data Bookglima2003Noch keine Bewertungen
- Mead Pneumatic HandbookDokument40 SeitenMead Pneumatic Handbookjoydeep100% (5)
- Useful Links For EngineersDokument9 SeitenUseful Links For Engineerssanju712100% (6)
- GD&T Reference ChartDokument1 SeiteGD&T Reference ChartChinna ThiruNoch keine Bewertungen
- PERT CPM AssignmentDokument7 SeitenPERT CPM Assignmentannakyoyama100% (3)
- RecyclingDokument4 SeitenRecyclingjdjprabhuNoch keine Bewertungen
- TP16-2-Appearance of Embellishment & Trims After A Durability Wash TestDokument4 SeitenTP16-2-Appearance of Embellishment & Trims After A Durability Wash TestSazzad Hossain Hossain100% (1)
- Paper Vault: Cryptex TypeDokument11 SeitenPaper Vault: Cryptex TypeTariq HalawaNoch keine Bewertungen
- METHOD STATEMENT FOR INSTALLATION of PVC Conduits and Accessories in The Concrete Slabs, Columns, Block Works and Concrete Walls PDFDokument6 SeitenMETHOD STATEMENT FOR INSTALLATION of PVC Conduits and Accessories in The Concrete Slabs, Columns, Block Works and Concrete Walls PDFselvamejia0% (1)
- Undercarriage ProposalDokument4 SeitenUndercarriage ProposalRuwan Amila0% (1)
- Design Philosophy PDFDokument2 SeitenDesign Philosophy PDFAngel Lisette LaoNoch keine Bewertungen
- Industrial visit report on GNA Duraparts manufacturing processDokument7 SeitenIndustrial visit report on GNA Duraparts manufacturing processSameer ThakurNoch keine Bewertungen
- FFBL TEST QueryDokument11 SeitenFFBL TEST QueryABUBAKARNoch keine Bewertungen
- Scotgrip® Anti-Slip Stairways Safegrip®Dokument2 SeitenScotgrip® Anti-Slip Stairways Safegrip®scotgripNoch keine Bewertungen
- A1AC Boundary Sample CastingDokument4 SeitenA1AC Boundary Sample CastingShiva SrtNoch keine Bewertungen
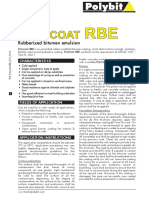
- Polycoat Rbe PDFDokument2 SeitenPolycoat Rbe PDFAmer GonzalesNoch keine Bewertungen
- E-Beam, Pulsed Laser and Ion Beam EvaporatonDokument3 SeitenE-Beam, Pulsed Laser and Ion Beam EvaporatonTushar RohillaNoch keine Bewertungen
- Winsurf QX-9: Tech Data SheetDokument16 SeitenWinsurf QX-9: Tech Data SheetFloraNoch keine Bewertungen
- EP C TT1 1 TT 275 05.04.07en 01Dokument2 SeitenEP C TT1 1 TT 275 05.04.07en 01neonapcanNoch keine Bewertungen
- Contribution of Shear Reinforcements and Concrete To The Shear Capacity of Interfaces Between Concretes Cast at Different TimesDokument13 SeitenContribution of Shear Reinforcements and Concrete To The Shear Capacity of Interfaces Between Concretes Cast at Different TimesQurrain MirNoch keine Bewertungen
- 09 28 13 Cement Board CeilingsDokument6 Seiten09 28 13 Cement Board CeilingsWagih NabihNoch keine Bewertungen
- MIG MelewarDokument72 SeitenMIG MelewarMun Cheong LeongNoch keine Bewertungen
- Ashley King 5500xl Pellet Stove ManualDokument20 SeitenAshley King 5500xl Pellet Stove ManualDave ColeNoch keine Bewertungen
- Westds 09038 Us 1302 PDFDokument2 SeitenWestds 09038 Us 1302 PDFrafaelpaiva871531Noch keine Bewertungen
- Steam Trap LossDokument12 SeitenSteam Trap LossVikas SinglaNoch keine Bewertungen
- LM2500 Course PDFDokument86 SeitenLM2500 Course PDFKorichiKarim100% (9)
- 1807 VS 1 Performance SpecificationsDokument89 Seiten1807 VS 1 Performance SpecificationsNiko TassigiannakisNoch keine Bewertungen
- Efficient Molasses Mixer for Optimum Massecuite BlendingDokument1 SeiteEfficient Molasses Mixer for Optimum Massecuite BlendingRio Fransen AruanNoch keine Bewertungen
- Catalog CanDokument416 SeitenCatalog CanOCangaceiroNoch keine Bewertungen
- MARPOL Annex V RegulationsDokument18 SeitenMARPOL Annex V Regulationsvidriyirku100% (2)
- Mathcad in Mechanical EngineeringDokument16 SeitenMathcad in Mechanical Engineeringgato7777777100% (2)
- PLASTOMEXDokument2 SeitenPLASTOMEXAbdullah AldabbabNoch keine Bewertungen
- HILTI Direct Fastening Technical Guide - Ed 18Dokument212 SeitenHILTI Direct Fastening Technical Guide - Ed 18rodriguez.gaytanNoch keine Bewertungen
- Metal Reinforcement - Term PaperDokument35 SeitenMetal Reinforcement - Term PaperDrei ServitoNoch keine Bewertungen