Das könnte Ihnen auch gefallen
- Chemistry Lab 5.4.3Dokument4 SeitenChemistry Lab 5.4.3Sean Citherlet58% (12)
- Ia - Smaw - Prepare Weld Materials PDFDokument36 SeitenIa - Smaw - Prepare Weld Materials PDFJanus Salinas85% (20)
- Certification 3g Dan 4g Aws d1Dokument12 SeitenCertification 3g Dan 4g Aws d1AvebFrederiksenNoch keine Bewertungen
- Welding Report.Dokument12 SeitenWelding Report.Haikal SubriNoch keine Bewertungen
- SMAW Pipe Welding TechniquesDokument35 SeitenSMAW Pipe Welding Techniquesmiradeel100% (4)
- ConduitBenderGuide PDFDokument12 SeitenConduitBenderGuide PDFCarlos Daniel Ayala GonzalezNoch keine Bewertungen
- Tubing Casing Thread TrainingDokument30 SeitenTubing Casing Thread TrainingChandrasekhar Sonar100% (2)
- Flange Management & Bolt TighteningDokument29 SeitenFlange Management & Bolt Tighteningyusuf100% (1)
- Soldering electronic circuits: Beginner's guideVon EverandSoldering electronic circuits: Beginner's guideBewertung: 4.5 von 5 Sternen4.5/5 (9)
- K To 12 Smaw Welding Learning ModuleDokument133 SeitenK To 12 Smaw Welding Learning ModuleHari Ng Sablay88% (34)
- Weldsteelpipein6gusingsmaw 150218104435 Conversion Gate02 PDFDokument41 SeitenWeldsteelpipein6gusingsmaw 150218104435 Conversion Gate02 PDFRey SombreroNoch keine Bewertungen
- Proses Kimpalan 6GDokument41 SeitenProses Kimpalan 6Gshahaljawaie87Noch keine Bewertungen
- SMAW PowerpointDokument28 SeitenSMAW PowerpointShankar Gurusamy100% (3)
- Alfred SMAW Welding TechniquesDokument63 SeitenAlfred SMAW Welding TechniquesEugenio Jr. MatesNoch keine Bewertungen
- Chap 9-SMAW Beads Fillet WeldsDokument47 SeitenChap 9-SMAW Beads Fillet WeldsSally Java SenayoNoch keine Bewertungen
- SMAW Welding TechniquesDokument57 SeitenSMAW Welding TechniquesSatrioDwiLaksono100% (3)
- Tig Pipe Welding TechniquesDokument35 SeitenTig Pipe Welding TechniqueshreerNoch keine Bewertungen
- Class WorkDokument35 SeitenClass Worktinu k joyNoch keine Bewertungen
- Welding TechniquesDokument21 SeitenWelding Techniquessharafudheen_sNoch keine Bewertungen
- Pipe WeldingDokument13 SeitenPipe WeldingFord Katim100% (4)
- Upplemental Information 2 WeldDokument16 SeitenUpplemental Information 2 WeldMasih BelajarNoch keine Bewertungen
- Supplemental Information 2Dokument14 SeitenSupplemental Information 2meetvandanapatelNoch keine Bewertungen
- 1.alignment of PipeDokument2 Seiten1.alignment of Pipevuong100% (1)
- ETA Engineering. PVT LTD: A Presentation On Welding TechniqueDokument48 SeitenETA Engineering. PVT LTD: A Presentation On Welding TechniqueParag NaikNoch keine Bewertungen
- Pipe-To-Pipe: Lignment OF IPEDokument2 SeitenPipe-To-Pipe: Lignment OF IPEMunir KadernaniNoch keine Bewertungen
- Pipe WeldingDokument3 SeitenPipe WeldingDoğan OrhangaziNoch keine Bewertungen
- Procedures For Stud WeldignDokument4 SeitenProcedures For Stud WeldignJulius KulvinskasNoch keine Bewertungen
- 2C Flanges 9-01Dokument33 Seiten2C Flanges 9-01Javier GarcíaNoch keine Bewertungen
- Welding DemoDokument23 SeitenWelding DemoLesli Daryl Antolin SanMateoNoch keine Bewertungen
- Method Statement For Fab of Pipework and FittingsDokument13 SeitenMethod Statement For Fab of Pipework and FittingsAllan EscobarNoch keine Bewertungen
- Pipe Welding Information 2Dokument14 SeitenPipe Welding Information 2snilkanthNoch keine Bewertungen
- Certification 6G Aws D1Dokument19 SeitenCertification 6G Aws D1RidwanKaryoNoch keine Bewertungen
- Welding Assignments: Machine Tool I Material PreparationDokument5 SeitenWelding Assignments: Machine Tool I Material PreparationMigug SalamNoch keine Bewertungen
- Certification 6g Aws d1Dokument19 SeitenCertification 6g Aws d1Dhamas FallenMonzstermthafvckaNoch keine Bewertungen
- Instructional - Welding - Lesson - PlansDokument34 SeitenInstructional - Welding - Lesson - PlansLyndon Morales AndajaoNoch keine Bewertungen
- Root Pass: Vertical-Up Method Root Pass: Vertical-Down MethodDokument7 SeitenRoot Pass: Vertical-Up Method Root Pass: Vertical-Down MethodWilly UioNoch keine Bewertungen
- E Plus Kit ManualDokument27 SeitenE Plus Kit ManualJCMNoch keine Bewertungen
- Requirements To Be AccomplishedDokument9 SeitenRequirements To Be Accomplishedcheenee dela cruzNoch keine Bewertungen
- Welding AssignmentsDokument5 SeitenWelding AssignmentsALLEN TOMNoch keine Bewertungen
- Conduit Bender GuideDokument12 SeitenConduit Bender Guideyomero1969100% (4)
- Practices Pipe 01: Practice Name Process Position Filler Machine SettingsDokument4 SeitenPractices Pipe 01: Practice Name Process Position Filler Machine SettingsPradip Tapan BanerjeeNoch keine Bewertungen
- TVL-SMAW 12 - Week 6 - Lesson 2 - Welding Techniques and ProcedureDokument10 SeitenTVL-SMAW 12 - Week 6 - Lesson 2 - Welding Techniques and ProcedureNelPalalonNoch keine Bewertungen
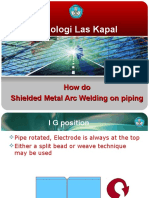
- Teknologi Las Kapal: How Do Shielded Metal Arc Welding On PipingDokument42 SeitenTeknologi Las Kapal: How Do Shielded Metal Arc Welding On Pipingardin0506Noch keine Bewertungen
- Remediation Lesson in SMAW NC IIDokument49 SeitenRemediation Lesson in SMAW NC IIemmabentonioNoch keine Bewertungen
- GTAW2Dokument37 SeitenGTAW2JithuJohnNoch keine Bewertungen
- Gtaw WeldingDokument37 SeitenGtaw WeldingSadhasivam VeluNoch keine Bewertungen
- MS-II Lab ManualDokument18 SeitenMS-II Lab ManualdibyenindusNoch keine Bewertungen
- Tubing and Casing Thread Inspection 2014Dokument44 SeitenTubing and Casing Thread Inspection 2014xmacaba100% (3)
- Bow Thruster Installation InstructionsDokument9 SeitenBow Thruster Installation InstructionsRovert AlonzoNoch keine Bewertungen
- BOC Cryogenic Vessels-1Dokument48 SeitenBOC Cryogenic Vessels-1ridershan05100% (1)
- Pipe Bending PacketDokument6 SeitenPipe Bending PacketElron KarlNoch keine Bewertungen
- Flange and GasketDokument35 SeitenFlange and Gasketmackoi BalaresNoch keine Bewertungen
- Difference Between Pipe and ElbowDokument10 SeitenDifference Between Pipe and ElbowYadav ShwetaNoch keine Bewertungen
- Inox Pipelines Method StatementDokument11 SeitenInox Pipelines Method StatementIlija RunjajicNoch keine Bewertungen
- Welding TechniqueDokument22 SeitenWelding TechniqueNavasca Randee100% (1)
- Chainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosVon EverandChainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosNoch keine Bewertungen
- Ultimate Guide: Plumbing, 4th Updated EditionVon EverandUltimate Guide: Plumbing, 4th Updated EditionBewertung: 4 von 5 Sternen4/5 (1)
- Summative Test in COOKERY 9Dokument2 SeitenSummative Test in COOKERY 9Jessel Mejia OnzaNoch keine Bewertungen
- He - Cookery-G9 - Q4 - Module 1Dokument22 SeitenHe - Cookery-G9 - Q4 - Module 1Jessel Mejia Onza100% (1)
- SMAW 10 Week 3-4Dokument4 SeitenSMAW 10 Week 3-4Jessel Mejia Onza100% (2)
- Tle - Ia - Smaw: Quarter 4 - Module 1 Marking/Locating Weld DefectsDokument12 SeitenTle - Ia - Smaw: Quarter 4 - Module 1 Marking/Locating Weld DefectsJessel Mejia OnzaNoch keine Bewertungen
- COOKERY 9 Q3.Mod1Dokument5 SeitenCOOKERY 9 Q3.Mod1Jessel Mejia Onza100% (4)
- Cookery 9: Stay Home, Perform and Organize!Dokument30 SeitenCookery 9: Stay Home, Perform and Organize!Jessel Mejia Onza100% (2)
- Schools Division Office I PangasinanDokument2 SeitenSchools Division Office I PangasinanJessel Mejia OnzaNoch keine Bewertungen
- Actionplan2013 2014 150612095810 Lva1 App6891Dokument3 SeitenActionplan2013 2014 150612095810 Lva1 App6891Jessel Mejia OnzaNoch keine Bewertungen
- Safe Welding Practices: Smaw Quarter 1 Week 5 Module 5Dokument22 SeitenSafe Welding Practices: Smaw Quarter 1 Week 5 Module 5Jessel Mejia Onza100% (1)
- Shielded Metal Arc Welding: Grade 10Dokument23 SeitenShielded Metal Arc Welding: Grade 10Jessel Mejia OnzaNoch keine Bewertungen
- Shielded Metal Arc Welding: Grade 10Dokument23 SeitenShielded Metal Arc Welding: Grade 10Jessel Mejia OnzaNoch keine Bewertungen
- Ingredients-WPS OfficeDokument1 SeiteIngredients-WPS OfficeJessel Mejia OnzaNoch keine Bewertungen
- Dance SportsDokument10 SeitenDance SportsJessel Mejia OnzaNoch keine Bewertungen
- CanapeDokument14 SeitenCanapeJessel Mejia OnzaNoch keine Bewertungen
- Plating Garnishing Lab Prep Molten CakesDokument52 SeitenPlating Garnishing Lab Prep Molten CakesJessel Mejia Onza100% (1)
- Republic of The Philippine2Dokument9 SeitenRepublic of The Philippine2Jessel Mejia OnzaNoch keine Bewertungen
- Fit-Up Inspection ReportDokument2 SeitenFit-Up Inspection ReportChe Wan Aswadi100% (1)
- DIN 3357 Part 1 PDFDokument7 SeitenDIN 3357 Part 1 PDFdunknown15Noch keine Bewertungen
- Custom Manufacturing For Aerospace and Defense: Greg PaulsenDokument25 SeitenCustom Manufacturing For Aerospace and Defense: Greg Paulsenitsme5616Noch keine Bewertungen
- Is.1875 1992Dokument14 SeitenIs.1875 1992Sadashiva sahooNoch keine Bewertungen
- Guidelines On The Specification and Use of HVOF CoatingsDokument46 SeitenGuidelines On The Specification and Use of HVOF CoatingsDaniel VillaflorNoch keine Bewertungen
- Nimblewill Nomad's Wood Burning Stove With Optional FrontDokument7 SeitenNimblewill Nomad's Wood Burning Stove With Optional FrontAlan DemarcosNoch keine Bewertungen
- Trellex Traclag Pulley LaggingDokument16 SeitenTrellex Traclag Pulley LaggingViet Nam M-TechNoch keine Bewertungen
- SAIL Expansion Plan and Review Q3-FY-22Dokument52 SeitenSAIL Expansion Plan and Review Q3-FY-22kanwarkahlonNoch keine Bewertungen
- Fire ScaleDokument2 SeitenFire Scale4U6ogj8b9snylkslkn3nNoch keine Bewertungen
- Statistical Analysis of Cutting Forces and Hole Accuracy in Reaming An Al-Si-Mg Alloy (6351) With Different Copper ContentsDokument19 SeitenStatistical Analysis of Cutting Forces and Hole Accuracy in Reaming An Al-Si-Mg Alloy (6351) With Different Copper Contentsyuyuhuhu789Noch keine Bewertungen
- Welder Qualification MatrixDokument1 SeiteWelder Qualification MatrixRaghavan VenkatramanNoch keine Bewertungen
- History of SteelDokument16 SeitenHistory of SteelRajNoch keine Bewertungen
- 01162018134131ferro Alloys 2016 (AdvanceRelease)Dokument25 Seiten01162018134131ferro Alloys 2016 (AdvanceRelease)Arjun KoduriNoch keine Bewertungen
- Company Profile SMEDokument31 SeitenCompany Profile SMEDamayanti SinagaNoch keine Bewertungen
- Streamline Copper Tube Medical Gas Submittal Sheet 1596827Dokument4 SeitenStreamline Copper Tube Medical Gas Submittal Sheet 1596827Harvendra SinghNoch keine Bewertungen
- Experiment 1Dokument16 SeitenExperiment 1samayNoch keine Bewertungen
- CromaxDokument4 SeitenCromaxNedret Bajramovic100% (1)
- Commercial Invoice: Zhaoqing Zhisheng Metal Product Co., LTDDokument2 SeitenCommercial Invoice: Zhaoqing Zhisheng Metal Product Co., LTDjosse obandoNoch keine Bewertungen
- Electrode CalculationDokument2 SeitenElectrode CalculationRanjan Kumar100% (1)
- Salt Contamination Check ISO 8502-6Dokument2 SeitenSalt Contamination Check ISO 8502-6Danar Tri Yurindatama0% (1)
- Book SteelDokument69 SeitenBook SteelĐình Sỹ TTPNoch keine Bewertungen
- Tri Star MB SeriesDokument1 SeiteTri Star MB SerieschuranjitNoch keine Bewertungen
- C&P WITCHLINER Insulated U-Bolt (Not To Grip)Dokument1 SeiteC&P WITCHLINER Insulated U-Bolt (Not To Grip)Achraf BoudayaNoch keine Bewertungen
- NAS517 - Genuine Aircraft HardwareDokument1 SeiteNAS517 - Genuine Aircraft HardwareNancy RodriguezNoch keine Bewertungen
- Astm A691Dokument6 SeitenAstm A691jithinjose86100% (2)
- Welding in Armco PDFDokument62 SeitenWelding in Armco PDFAnand RaoNoch keine Bewertungen
- SH Metal Chapter 01-Sheet MetalDokument9 SeitenSH Metal Chapter 01-Sheet MetalAnonymous PIqdeNp8Noch keine Bewertungen
- Indo-MIM Feature in Industrial Business Mart Magazine (January 2011)Dokument4 SeitenIndo-MIM Feature in Industrial Business Mart Magazine (January 2011)Indo-MIMNoch keine Bewertungen