Das könnte Ihnen auch gefallen
- 5S Made Easy - A Step-By-Step Guide To Implementing and Sustaining Your 5S Program PDFDokument104 Seiten5S Made Easy - A Step-By-Step Guide To Implementing and Sustaining Your 5S Program PDFMunir100% (1)
- Optimization of Vertical Raw Mill OperationDokument32 SeitenOptimization of Vertical Raw Mill OperationNael93% (40)
- Kiln Control and OperationDokument45 SeitenKiln Control and Operationdina safiri100% (3)
- Kiln Process and Operation Training - TRR - NEWDokument97 SeitenKiln Process and Operation Training - TRR - NEWDIAGNE100% (5)
- Evidence Based Practice in Nursing Healthcare A Guide To Best Practice 3rd Edition Ebook PDFDokument62 SeitenEvidence Based Practice in Nursing Healthcare A Guide To Best Practice 3rd Edition Ebook PDFwilliam.tavares69198% (50)
- Kiln and Cooler - Control and Optimisation: by DrycnaiduDokument59 SeitenKiln and Cooler - Control and Optimisation: by Drycnaidutricky777100% (12)
- Kiln Control VariablesDokument50 SeitenKiln Control VariablesElder A. Gutiérrez Villacorta100% (1)
- Formulas KilnDokument53 SeitenFormulas KilnNael93% (14)
- How To Handle Hot SpotDokument6 SeitenHow To Handle Hot SpotMustafa Ramadan100% (4)
- Loesche Round Table VICAT PDFDokument20 SeitenLoesche Round Table VICAT PDFrecaiNoch keine Bewertungen
- Kiln Heat and Mass Balance September 2010Dokument20 SeitenKiln Heat and Mass Balance September 2010samuel libsework50% (2)
- Drying-Out & Heating-Up of Refractory LiningsDokument73 SeitenDrying-Out & Heating-Up of Refractory LiningsNael88% (16)
- D&D 3.5 Edition - Fiendish Codex I - Hordes of The Abyss PDFDokument191 SeitenD&D 3.5 Edition - Fiendish Codex I - Hordes of The Abyss PDFIgnacio Peralta93% (15)
- TM9-1904 - Ammunition Inspection Guide - 1944 PDFDokument414 SeitenTM9-1904 - Ammunition Inspection Guide - 1944 PDFhodhodhodsribdNoch keine Bewertungen
- Kiln Heat-Up, Optimun Kiln OperationDokument42 SeitenKiln Heat-Up, Optimun Kiln OperationJoko Dewoto100% (11)
- Start Up Procedures PDFDokument18 SeitenStart Up Procedures PDFbulentbulut100% (1)
- Kiln Emergency YSDokument50 SeitenKiln Emergency YSShadi Al Habbal100% (3)
- Tips On Kiln OperationDokument10 SeitenTips On Kiln OperationElwathig Bakhiet100% (2)
- Kiln ChemistryDokument29 SeitenKiln Chemistrykonstantina13986% (7)
- Cement Rotary Kiln Questions & AnswersDokument37 SeitenCement Rotary Kiln Questions & AnswersNael95% (19)
- Flow MeasurementsDokument19 SeitenFlow MeasurementsHazem DiabNoch keine Bewertungen
- 04.04 Kiln Operations Guide Lines - ENGDokument23 Seiten04.04 Kiln Operations Guide Lines - ENGbrenbra50% (2)
- 2012 Ring Formation in Rotary KilnsDokument30 Seiten2012 Ring Formation in Rotary Kilnsjmpbarros100% (1)
- Kiln Audit Training DetailsDokument20 SeitenKiln Audit Training DetailsTamer Fathy100% (5)
- Clinker Kiln TheoryDokument37 SeitenClinker Kiln TheoryMehmet C100% (1)
- Kiln Coating and Rings FormationDokument20 SeitenKiln Coating and Rings FormationIrshad Hussain100% (2)
- SOP - Kiln Stopping ProcedureDokument2 SeitenSOP - Kiln Stopping ProcedureJCS100% (1)
- Kiln MigrationDokument3 SeitenKiln Migrationfaheemqc100% (1)
- Kiln QuestionsDokument234 SeitenKiln Questionsbasavaraju535100% (2)
- What Is A Process ControlDokument17 SeitenWhat Is A Process ControlpashaNoch keine Bewertungen
- What To Do When A Kiln Tire Stops MigratingDokument16 SeitenWhat To Do When A Kiln Tire Stops MigratingVisnu Sankar100% (3)
- Lucie MillDokument50 SeitenLucie MillJoko DewotoNoch keine Bewertungen
- Red RiverDokument16 SeitenRed RiverNael100% (1)
- Kiln OperationDokument98 SeitenKiln OperationMarvin Garcia Catungal84% (25)
- SOP-Kiln Start Up and OperationDokument4 SeitenSOP-Kiln Start Up and OperationJCS100% (3)
- Kiln Operation ManualDokument25 SeitenKiln Operation ManualLeulNoch keine Bewertungen
- Coating Rings and Balls PDFDokument8 SeitenCoating Rings and Balls PDFAnonymous NxpnI6jC100% (1)
- How To Measure False AirDokument3 SeitenHow To Measure False AirTamer Fathy100% (3)
- A Better Kiln CoatingDokument2 SeitenA Better Kiln Coatingamir100% (4)
- What Kiln Operator Should Do in Emergency SituationDokument12 SeitenWhat Kiln Operator Should Do in Emergency SituationLe HoangNoch keine Bewertungen
- Kiln Emergency YSDokument50 SeitenKiln Emergency YSMUhammad Ishfaq Shakoor100% (1)
- Emergency Condition in Any Rotary Cement KilnDokument10 SeitenEmergency Condition in Any Rotary Cement Kilnmahendra senNoch keine Bewertungen
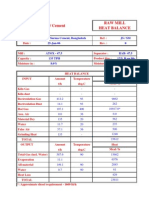
- Raw Mill Heat BalanceDokument1 SeiteRaw Mill Heat BalanceElwathig Bakhiet100% (1)
- KILN Hot SpotDokument4 SeitenKILN Hot Spotabdulfetah100% (1)
- Coating, Rings and BallsDokument8 SeitenCoating, Rings and BallsHazem Diab100% (1)
- PREHEATER BLOCKAGES Problem Diagnosis and Solution - INFINITY FOR CEMENT EQUIPMENTDokument19 SeitenPREHEATER BLOCKAGES Problem Diagnosis and Solution - INFINITY FOR CEMENT EQUIPMENTali100% (2)
- Heating Up ManualDokument9 SeitenHeating Up ManualharryNoch keine Bewertungen
- Basf Bm018 Slow Firing AlkaliDokument4 SeitenBasf Bm018 Slow Firing AlkaliRamu NallathambiNoch keine Bewertungen
- 02 PCRA NitendraDewanganDokument127 Seiten02 PCRA NitendraDewanganGovind RaoNoch keine Bewertungen
- Heat Treatment of Thin Wall Tanks by Internal Oil Firing MethodDokument7 SeitenHeat Treatment of Thin Wall Tanks by Internal Oil Firing MethodKrishna VachaNoch keine Bewertungen
- Coal Mill Safety K ChandaDokument12 SeitenCoal Mill Safety K Chandanarasimhamurthy414Noch keine Bewertungen
- Nitro V Heat TreatingDokument2 SeitenNitro V Heat TreatingJoshua SmithNoch keine Bewertungen
- CommissioningDokument7 SeitenCommissioningnogeshwarNoch keine Bewertungen
- Kiln-Operation KURT PERAYDokument99 SeitenKiln-Operation KURT PERAYAli HüthütNoch keine Bewertungen
- 1Dokument1 Seite1aryanengineers6Noch keine Bewertungen
- D&H-301 Rev 4 Golite XXX & XXX GMDokument1 SeiteD&H-301 Rev 4 Golite XXX & XXX GMخربوش سماعينNoch keine Bewertungen
- Ball & Tube Mill Manual 1Dokument5 SeitenBall & Tube Mill Manual 1Rakesh KiranNoch keine Bewertungen
- Super Critical BoilerDokument46 SeitenSuper Critical BoilerParveen NakwalNoch keine Bewertungen
- FBC Operation II OperationDokument21 SeitenFBC Operation II Operationanbesivam87Noch keine Bewertungen
- Suspension Preheater 1998Dokument22 SeitenSuspension Preheater 1998Sajal Gupta100% (2)
- Sop For Refractory Dry OutDokument5 SeitenSop For Refractory Dry OutRakesh VermaNoch keine Bewertungen
- Blow in Essar 15.2.10Dokument18 SeitenBlow in Essar 15.2.10TheleapInoblivionNoch keine Bewertungen
- Solid Fuel Boiler: Installation and Operation ManualDokument16 SeitenSolid Fuel Boiler: Installation and Operation ManualShanthakumar PandianNoch keine Bewertungen
- CFBC Boiler Training PresentationDokument86 SeitenCFBC Boiler Training Presentationmojitoa100% (3)
- Auditor Qualifications and Training Record Rev 2-20-09Dokument4 SeitenAuditor Qualifications and Training Record Rev 2-20-09faheemqcNoch keine Bewertungen
- Understanding Risk Assessment and Control: Training Course Session 4Dokument23 SeitenUnderstanding Risk Assessment and Control: Training Course Session 4Anonymous iI88LtNoch keine Bewertungen
- 4TH Check Point Syllabus 2022-1Dokument1 Seite4TH Check Point Syllabus 2022-1faheemqcNoch keine Bewertungen
- Calibration of Hot Mix PlantDokument3 SeitenCalibration of Hot Mix PlantfaheemqcNoch keine Bewertungen
- Analysis of Traces in AluminiumDokument2 SeitenAnalysis of Traces in AluminiumfaheemqcNoch keine Bewertungen
- Alternative Fuels For The Cement Industry PDFDokument6 SeitenAlternative Fuels For The Cement Industry PDFPopovac NetNoch keine Bewertungen
- Laboratory Fume HoodsDokument7 SeitenLaboratory Fume HoodsfaheemqcNoch keine Bewertungen
- Properties of ClayDokument10 SeitenProperties of ClayfaheemqcNoch keine Bewertungen
- Precise Determination of Low Level Sulfur in Oil According To ASTM D2622-98Dokument2 SeitenPrecise Determination of Low Level Sulfur in Oil According To ASTM D2622-98faheemqcNoch keine Bewertungen
- Rapid Coal Analysis With The Online X-Ray Elemental Analyzer OXEADokument2 SeitenRapid Coal Analysis With The Online X-Ray Elemental Analyzer OXEAfaheemqcNoch keine Bewertungen
- Sample Preparation of Solid For XRFDokument1 SeiteSample Preparation of Solid For XRFfaheemqcNoch keine Bewertungen
- Analysis of Traces in Pure CopperDokument2 SeitenAnalysis of Traces in Pure CopperfaheemqcNoch keine Bewertungen
- Rapid Coal Analysis With The Online X-Ray Elemental Analyzer OXEADokument2 SeitenRapid Coal Analysis With The Online X-Ray Elemental Analyzer OXEAfaheemqcNoch keine Bewertungen
- Glass AnalysisDokument2 SeitenGlass AnalysisfaheemqcNoch keine Bewertungen
- Sulphate Resisting Portland Cement PS 612 1989Dokument7 SeitenSulphate Resisting Portland Cement PS 612 1989ehtisham zaibNoch keine Bewertungen
- Optimizing The ReactivityDokument5 SeitenOptimizing The ReactivityfaheemqcNoch keine Bewertungen
- Analysis of Sulphur in OilDokument2 SeitenAnalysis of Sulphur in OilTeJuKarthikNoch keine Bewertungen
- Glass AnalysisDokument2 SeitenGlass AnalysisfaheemqcNoch keine Bewertungen
- Analysis of Soils and Stream SedimentsDokument2 SeitenAnalysis of Soils and Stream SedimentsfaheemqcNoch keine Bewertungen
- Lecture1 PDFDokument17 SeitenLecture1 PDFVelmuruganNoch keine Bewertungen
- Paragraph 39 7Dokument1 SeiteParagraph 39 7faheemqcNoch keine Bewertungen
- Analysis of Cement, Slags and Rocks PDFDokument2 SeitenAnalysis of Cement, Slags and Rocks PDFfaheemqcNoch keine Bewertungen
- Technical Biaine ApparatusDokument2 SeitenTechnical Biaine ApparatusfaheemqcNoch keine Bewertungen
- High Strength ConcreteDokument29 SeitenHigh Strength ConcretefaheemqcNoch keine Bewertungen
- Evaluation of Pozzolanic ActivityDokument13 SeitenEvaluation of Pozzolanic ActivityfaheemqcNoch keine Bewertungen
- Operating & Maintenance Manual Mikro Air Jet SieveDokument56 SeitenOperating & Maintenance Manual Mikro Air Jet SievefaheemqcNoch keine Bewertungen
- Polymer CementDokument15 SeitenPolymer CementfaheemqcNoch keine Bewertungen
- Low StrengthDokument8 SeitenLow StrengthfaheemqcNoch keine Bewertungen
- Routine Analysis of Coal Fly AshDokument4 SeitenRoutine Analysis of Coal Fly AshfaheemqcNoch keine Bewertungen
- Ingres in ReproductionDokument20 SeitenIngres in ReproductionKarlNoch keine Bewertungen
- ZyLAB EDiscovery 3.11 What's New ManualDokument32 SeitenZyLAB EDiscovery 3.11 What's New ManualyawahabNoch keine Bewertungen
- TSR 9440 - Ruined KingdomsDokument128 SeitenTSR 9440 - Ruined KingdomsJulien Noblet100% (15)
- Bsa2105 FS2021 Vat Da22412Dokument7 SeitenBsa2105 FS2021 Vat Da22412ela kikayNoch keine Bewertungen
- Tushnet - An Essay On RightsDokument43 SeitenTushnet - An Essay On RightslarisamannNoch keine Bewertungen
- Damage To Bottom Ash Handling SysDokument6 SeitenDamage To Bottom Ash Handling SyssanjeevchhabraNoch keine Bewertungen
- A Mini-Review On New Developments in Nanocarriers and Polymers For Ophthalmic Drug Delivery StrategiesDokument21 SeitenA Mini-Review On New Developments in Nanocarriers and Polymers For Ophthalmic Drug Delivery StrategiestrongndNoch keine Bewertungen
- English 6, Quarter 1, Week 7, Day 1Dokument32 SeitenEnglish 6, Quarter 1, Week 7, Day 1Rodel AgcaoiliNoch keine Bewertungen
- Refrigerador de Vacunas Vesfrost MKF 074Dokument5 SeitenRefrigerador de Vacunas Vesfrost MKF 074Brevas CuchoNoch keine Bewertungen
- MBA 2nd Sem SyllabusDokument6 SeitenMBA 2nd Sem SyllabusMohammad Ameen Ul HaqNoch keine Bewertungen
- Description About Moon: Earth SatelliteDokument6 SeitenDescription About Moon: Earth SatellitePurva KhatriNoch keine Bewertungen
- Comparison of Multi-Coil and Diaphragm Spring ClutchesDokument3 SeitenComparison of Multi-Coil and Diaphragm Spring Clutchesmasb_994077Noch keine Bewertungen
- SOLVING THE STEADY STATE SOLVER AND UNSTEADY or TRANSIENT SOLVER 2D HEAT CONDUCTION PROBLEM BY USINGDokument3 SeitenSOLVING THE STEADY STATE SOLVER AND UNSTEADY or TRANSIENT SOLVER 2D HEAT CONDUCTION PROBLEM BY USINGGodwin LarryNoch keine Bewertungen
- Quadratic SDokument20 SeitenQuadratic SAnubastNoch keine Bewertungen
- Evolution of Management AccountingDokument35 SeitenEvolution of Management AccountingNuqiah Fathiah Seri100% (1)
- Fractional Differential Equations: Bangti JinDokument377 SeitenFractional Differential Equations: Bangti JinOmar GuzmanNoch keine Bewertungen
- 02 Laboratory Exercise 1Dokument2 Seiten02 Laboratory Exercise 1Mico Bryan BurgosNoch keine Bewertungen
- ETSI EG 202 057-4 Speech Processing - Transmission and Quality Aspects (STQ) - Umbrales de CalidaDokument34 SeitenETSI EG 202 057-4 Speech Processing - Transmission and Quality Aspects (STQ) - Umbrales de Calidat3rdacNoch keine Bewertungen
- ASTM D 4437-99 Standard Practice For Determining The Integrity of Fiel Seams Used in Joining Flexible Polymeric Sheet GeomembranesDokument3 SeitenASTM D 4437-99 Standard Practice For Determining The Integrity of Fiel Seams Used in Joining Flexible Polymeric Sheet GeomembranesPablo Antonio Valcárcel Vargas100% (2)
- Matter Around Me: SC1 - Teaching Science in ElementaryDokument27 SeitenMatter Around Me: SC1 - Teaching Science in ElementaryYanna Marie Porlucas Macaraeg50% (2)
- -4618918اسئلة مدني فحص التخطيط مع الأجوبة من د. طارق الشامي & م. أحمد هنداويDokument35 Seiten-4618918اسئلة مدني فحص التخطيط مع الأجوبة من د. طارق الشامي & م. أحمد هنداويAboalmaail Alamin100% (1)
- English 8 q3 w1 6 FinalDokument48 SeitenEnglish 8 q3 w1 6 FinalJedidiah NavarreteNoch keine Bewertungen
- Management of StutteringDokument182 SeitenManagement of Stutteringpappu713100% (2)
- EIL 6-51-0051-Rev 06 - 1.1kv-Xlpe - Dimension Cat - B Armour-BbpDokument2 SeitenEIL 6-51-0051-Rev 06 - 1.1kv-Xlpe - Dimension Cat - B Armour-BbpShubham BaderiyaNoch keine Bewertungen
- Self-Efficacy and Academic Stressors in University StudentsDokument9 SeitenSelf-Efficacy and Academic Stressors in University StudentskskkakleirNoch keine Bewertungen
- Promotion of Coconut in The Production of YoghurtDokument4 SeitenPromotion of Coconut in The Production of YoghurtԱբրենիկա ՖերլինNoch keine Bewertungen
- Dreizler EDokument265 SeitenDreizler ERobis OliveiraNoch keine Bewertungen