Das könnte Ihnen auch gefallen
- Chemical Engineering PrinciplesDokument132 SeitenChemical Engineering PrinciplesTey KaijingNoch keine Bewertungen
- Delamination PDA PresDokument17 SeitenDelamination PDA Preskunalkp88Noch keine Bewertungen
- Active Pharmaceutical Ingredients (API) Global Market - SampleDokument48 SeitenActive Pharmaceutical Ingredients (API) Global Market - SampleSATISH BIRUDUKOTA100% (1)
- SUPPOSITORIESDokument38 SeitenSUPPOSITORIESRahul LakhaniNoch keine Bewertungen
- Bioprocessing in The Pharmaceutical Industry: (An Engineering and Technological Overview)Dokument39 SeitenBioprocessing in The Pharmaceutical Industry: (An Engineering and Technological Overview)ManchowNoch keine Bewertungen
- Using Quality by Design (QBD) For Process Optimization of A Novel Oral Solid Dosage FormDokument7 SeitenUsing Quality by Design (QBD) For Process Optimization of A Novel Oral Solid Dosage FormMekon-Engineering MkeNoch keine Bewertungen
- Pharma Manufacturing BiotechDokument38 SeitenPharma Manufacturing BiotechJorge Humberto HerreraNoch keine Bewertungen
- Blood Brain BarrierDokument25 SeitenBlood Brain BarrierAdlai PappyNoch keine Bewertungen
- A Visual Rhetoric StudyDokument32 SeitenA Visual Rhetoric StudylpettenkoferNoch keine Bewertungen
- Korean Biologics Pipeline 2015Dokument31 SeitenKorean Biologics Pipeline 2015Anonymous JE7uJRNoch keine Bewertungen
- Data Iep Goals and Objectives ExampleDokument4 SeitenData Iep Goals and Objectives Exampleapi-455438287100% (2)
- Executive SummaryDokument45 SeitenExecutive SummaryMekon-Engineering MkeNoch keine Bewertungen
- Lesson Plan - Organization and ManagementDokument5 SeitenLesson Plan - Organization and ManagementBilly Joe80% (15)
- Real Estate and Mixed Use Fease Study PDFDokument97 SeitenReal Estate and Mixed Use Fease Study PDFMekon-Engineering Mke50% (2)
- Biopharmaceuticals Are Among The Most Sophisticated and ElegantDokument8 SeitenBiopharmaceuticals Are Among The Most Sophisticated and ElegantRuza MazlanNoch keine Bewertungen
- Capsule Filling Machine, Automatic Capsule Filling Machine, Semi Automatic Capsule Filling MachineDokument10 SeitenCapsule Filling Machine, Automatic Capsule Filling Machine, Semi Automatic Capsule Filling MachineDhananjay LodhaNoch keine Bewertungen
- ISIC Rev.4 International Standard Industrial Classification of All Economic Activities, Rev.4 - EnglishDokument306 SeitenISIC Rev.4 International Standard Industrial Classification of All Economic Activities, Rev.4 - EnglishEddie100% (2)
- 1992-1997 and 2004 Questions and AnswersDokument56 Seiten1992-1997 and 2004 Questions and AnswersEmad MerganNoch keine Bewertungen
- Chapter 79 - Pharmaceutical IndustryDokument20 SeitenChapter 79 - Pharmaceutical IndustrywanizalilNoch keine Bewertungen
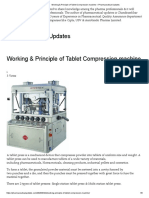
- Working & Principle of Tablet Compression Machine - Pharmaceutical UpdatesDokument8 SeitenWorking & Principle of Tablet Compression Machine - Pharmaceutical UpdatesPrayag ThakarNoch keine Bewertungen
- BiosimilarsDokument22 SeitenBiosimilarsMichel HalimNoch keine Bewertungen
- Bisimilar Final Draft 23-01-2018 PDFDokument59 SeitenBisimilar Final Draft 23-01-2018 PDFmailtorubal2573Noch keine Bewertungen
- Biogenics & BiosimilarsDokument239 SeitenBiogenics & BiosimilarsSooraj Rajasekharan Kartha100% (1)
- The Micro Sponge Delivery SystemDokument19 SeitenThe Micro Sponge Delivery SystemArjun KumarNoch keine Bewertungen
- Analytical Method TransferDokument36 SeitenAnalytical Method Transferimawan_wast100% (1)
- Otis C. Mitchell - Hitler-s-Stormtroopers-and-the-Attack-on-the-German-Republic-1919-1933 PDFDokument201 SeitenOtis C. Mitchell - Hitler-s-Stormtroopers-and-the-Attack-on-the-German-Republic-1919-1933 PDFbodyfull100% (2)
- Pharmaceutical Quality Management System (QMS) Questions and AnswersVon EverandPharmaceutical Quality Management System (QMS) Questions and AnswersNoch keine Bewertungen
- RBSA Indian PharmaDokument19 SeitenRBSA Indian PharmaCorey HuntNoch keine Bewertungen
- Text Ranslation and TradicitonDokument283 SeitenText Ranslation and TradicitonSCAF55100% (4)
- Risk Assessment in The Pharmaceutical Industry ToxicologyDokument41 SeitenRisk Assessment in The Pharmaceutical Industry ToxicologyJasonNoch keine Bewertungen
- Multidimensional Component Inspection DevicesDokument81 SeitenMultidimensional Component Inspection DevicesMiltos BoboulosNoch keine Bewertungen
- Quality by Design in Pharmaceutical Manufacturing: A Systematic Review of Current Status, Challenges and Future PerspectivesDokument19 SeitenQuality by Design in Pharmaceutical Manufacturing: A Systematic Review of Current Status, Challenges and Future PerspectivesArturo T. Sánchez-MoraNoch keine Bewertungen
- Brochure 3057 PDFDokument15 SeitenBrochure 3057 PDFYagnesh JoshiNoch keine Bewertungen
- The 4 Annual: Unleash The Full Market Potential of India' S Biopharma IndustryDokument8 SeitenThe 4 Annual: Unleash The Full Market Potential of India' S Biopharma IndustryBabbooNoch keine Bewertungen
- Biosimilars ManuDokument6 SeitenBiosimilars ManuIshan GhaiNoch keine Bewertungen
- Anthem Biologicals CapabilitiesDokument28 SeitenAnthem Biologicals CapabilitiesSyamalaNoch keine Bewertungen
- The Blood-Brain Barrier and Drug Delivery To The CNS - Begley, Bradbury, KreuterDokument247 SeitenThe Blood-Brain Barrier and Drug Delivery To The CNS - Begley, Bradbury, KreuterFilip DrzazgaNoch keine Bewertungen
- Final Cadila On Customer SatisfactionDokument54 SeitenFinal Cadila On Customer SatisfactionAmit YadavNoch keine Bewertungen
- Sanitary NapkinDokument12 SeitenSanitary NapkinAnanth SettyNoch keine Bewertungen
- Developing Servo Indexing System Using Timing Screw For Automatic Liquid Filler in Manufacturing EnvironmentDokument17 SeitenDeveloping Servo Indexing System Using Timing Screw For Automatic Liquid Filler in Manufacturing EnvironmentLoc HuynhNoch keine Bewertungen
- BrochureDokument26 SeitenBrochuredirepublicNoch keine Bewertungen
- Feasibility Report of BakeryDokument43 SeitenFeasibility Report of BakeryEdz Medina0% (1)
- Kumleben Commission ReportDokument232 SeitenKumleben Commission ReportJulian Rademeyer100% (2)
- Biologics and Biosimilars Overview PDFDokument62 SeitenBiologics and Biosimilars Overview PDFAswinNoch keine Bewertungen
- EU-Guideline On Quality of Transdermal Patches-WC500132404Dokument28 SeitenEU-Guideline On Quality of Transdermal Patches-WC500132404raju1559405Noch keine Bewertungen
- Old Drugs For A New Use (Prescription)Dokument17 SeitenOld Drugs For A New Use (Prescription)Karol Denisse Hernández BastidaNoch keine Bewertungen
- Department: Quality Assurance: Surface Area Calculation SheetDokument4 SeitenDepartment: Quality Assurance: Surface Area Calculation SheetDarlenis RodriguezNoch keine Bewertungen
- Preformulation Studies For Development of A Generic Capsule Formulation of Celecoxib Comparable To The Branded (Reference) ProductDokument14 SeitenPreformulation Studies For Development of A Generic Capsule Formulation of Celecoxib Comparable To The Branded (Reference) Productsskkale100% (2)
- Topical Drug Delivery Systems: DR Khalid Sheikh Department of Pharmaceutics Room 419 EmailDokument36 SeitenTopical Drug Delivery Systems: DR Khalid Sheikh Department of Pharmaceutics Room 419 Emailchegu BusinessNoch keine Bewertungen
- Analysis of The Tablet Coating ProcessDokument17 SeitenAnalysis of The Tablet Coating Processشروق سعد الدينNoch keine Bewertungen
- FDA MaharashtraDokument4 SeitenFDA Maharashtraasit_mNoch keine Bewertungen
- Production and Active Pharmaceutical Ingredients 5EEC Group 1Dokument10 SeitenProduction and Active Pharmaceutical Ingredients 5EEC Group 1Derrick RamosNoch keine Bewertungen
- Dr. A. Puratchikody: Problems and Prospectus of Pharmaceutical Industries in IndiaDokument14 SeitenDr. A. Puratchikody: Problems and Prospectus of Pharmaceutical Industries in IndiairfanNoch keine Bewertungen
- Pharmaceutical Industry: Submitted By:-Rahul Pagaria Abhijeet Kumar Pooja Bala Nikhar Raviraj Aditya Shah Chetan DhavalDokument15 SeitenPharmaceutical Industry: Submitted By:-Rahul Pagaria Abhijeet Kumar Pooja Bala Nikhar Raviraj Aditya Shah Chetan DhavalialhasanNoch keine Bewertungen
- Pharmaceutical ExcipientsDokument5 SeitenPharmaceutical Excipientsmads56091Noch keine Bewertungen
- Role of Excipients in Moisture Sorption andDokument64 SeitenRole of Excipients in Moisture Sorption andgeoaislaNoch keine Bewertungen
- Pharma Book ListDokument6 SeitenPharma Book ListMedBook DokanNoch keine Bewertungen
- 0.2011 IMA Kilian R+D Concept PDFDokument37 Seiten0.2011 IMA Kilian R+D Concept PDFPaqui Miranda Gualda100% (1)
- DR - Yuvaraj Chromosoft CRC ChennaiDokument15 SeitenDR - Yuvaraj Chromosoft CRC ChennaisunilNoch keine Bewertungen
- 23160-Article Text-115680-1-10-20180130Dokument9 Seiten23160-Article Text-115680-1-10-20180130Skariah MathewsNoch keine Bewertungen
- Journal of Chemical and Pharmaceutical ResearchDokument7 SeitenJournal of Chemical and Pharmaceutical ResearchAdhe Sri MarjukiNoch keine Bewertungen
- Brazilian GMPDokument76 SeitenBrazilian GMPMohamed RefaatNoch keine Bewertungen
- Communications Officer 61-11 - JDDokument15 SeitenCommunications Officer 61-11 - JDASHOK KUMAR LENKANoch keine Bewertungen
- PV SDF 2 FdaDokument84 SeitenPV SDF 2 FdaLien Hong0% (1)
- FDA FOIA Closed Log - January 2020 - 0Dokument80 SeitenFDA FOIA Closed Log - January 2020 - 0Vida SanaNoch keine Bewertungen
- Analytical Services and QA-QCDokument24 SeitenAnalytical Services and QA-QCJose GarciaNoch keine Bewertungen
- Prospective Validation of Paracetamol Tablet Dosage FormDokument10 SeitenProspective Validation of Paracetamol Tablet Dosage Formedgar palominoNoch keine Bewertungen
- 2.9.1. Disintegration of Tablets and CapsulesDokument3 Seiten2.9.1. Disintegration of Tablets and CapsulesPikiy PutriNoch keine Bewertungen
- API Manufacturing ProcessDokument37 SeitenAPI Manufacturing ProcessAnonymous 75aETJ8ONoch keine Bewertungen
- The Application of The Accelerated Stability Assessment Program (ASAP)Dokument6 SeitenThe Application of The Accelerated Stability Assessment Program (ASAP)Martin CelestinoNoch keine Bewertungen
- Abstract Book JCDMCOP FinalDokument173 SeitenAbstract Book JCDMCOP FinalKapil SoniNoch keine Bewertungen
- Granulation With Rapid Mixer Granulator (RMG) - A Review - Pharma InfoDokument35 SeitenGranulation With Rapid Mixer Granulator (RMG) - A Review - Pharma Infoaral1aral100% (3)
- Chapter 04 Conflict NegotiationDokument12 SeitenChapter 04 Conflict Negotiationsurapol100% (1)
- PaintsDokument120 SeitenPaintsameshilankoNoch keine Bewertungen
- 84 enDokument6 Seiten84 enNomaan AsimNoch keine Bewertungen
- Car Paint PDFDokument30 SeitenCar Paint PDFMekon-Engineering MkeNoch keine Bewertungen
- 84 enDokument6 Seiten84 enNomaan AsimNoch keine Bewertungen
- Mica PowderDokument4 SeitenMica PowderMekon-Engineering MkeNoch keine Bewertungen
- Car Paint PDFDokument30 SeitenCar Paint PDFMekon-Engineering MkeNoch keine Bewertungen
- Foreign Direct Investment and Development:: A Reassessment of The Evidence and Policy ImplicationsDokument11 SeitenForeign Direct Investment and Development:: A Reassessment of The Evidence and Policy ImplicationsakimNoch keine Bewertungen
- Paper Napkins PDFDokument6 SeitenPaper Napkins PDFsunitha kadaNoch keine Bewertungen
- 84 enDokument6 Seiten84 enNomaan AsimNoch keine Bewertungen
- Ink PaintDokument198 SeitenInk PaintGovinda GajulaNoch keine Bewertungen
- Environmental Impact Assessment Report On: Corrugated Galvanized Steel Sheet, Steel Profile and Insulated Panel Production ProjectDokument80 SeitenEnvironmental Impact Assessment Report On: Corrugated Galvanized Steel Sheet, Steel Profile and Insulated Panel Production ProjectMekon-Engineering Mke100% (1)
- Tvglobal MarkeyDokument7 SeitenTvglobal MarkeyMekon-Engineering MkeNoch keine Bewertungen
- Cak Bref 102014Dokument344 SeitenCak Bref 102014hoangvubui4632Noch keine Bewertungen
- Chemcad TutorialDokument33 SeitenChemcad TutorialHoracio RodriguezNoch keine Bewertungen
- Chemcad TutorialDokument33 SeitenChemcad TutorialHoracio RodriguezNoch keine Bewertungen
- Ethiopia OverviewDokument10 SeitenEthiopia OverviewMekon-Engineering MkeNoch keine Bewertungen
- Castor Bean Farm Processing PlantDokument13 SeitenCastor Bean Farm Processing PlantMekon-Engineering MkeNoch keine Bewertungen
- Ethiopia Seed Sector Baseline StudyDokument116 SeitenEthiopia Seed Sector Baseline StudyMekon-Engineering Mke100% (1)
- Ethiopia - The Next Hub For World Apparel Investment and Sourcing - Embassy of EthiopiaDokument7 SeitenEthiopia - The Next Hub For World Apparel Investment and Sourcing - Embassy of EthiopiaMekon-Engineering MkeNoch keine Bewertungen
- Corn Agronomy: Castor BeanDokument3 SeitenCorn Agronomy: Castor BeanMekon-Engineering MkeNoch keine Bewertungen
- Ethiopia Seed Sector Baseline StudyDokument116 SeitenEthiopia Seed Sector Baseline StudyMekon-Engineering Mke100% (1)
- 2012 Led Lca-Pt2Dokument79 Seiten2012 Led Lca-Pt2jayacompNoch keine Bewertungen
- TLE CapsLet G10Dokument5 SeitenTLE CapsLet G10Larnie De Ocampo PanalNoch keine Bewertungen
- Sa Inc HCP English d10840Dokument64 SeitenSa Inc HCP English d10840Ayu AfiantyNoch keine Bewertungen
- Egalitarianism As UK: Source: Hofstede Insights, 2021Dokument4 SeitenEgalitarianism As UK: Source: Hofstede Insights, 2021kamalpreet kaurNoch keine Bewertungen
- E650E650M-17 Guía Estándar para El Montaje de Sensores Piezoeléctricos de Emisión Acústica1Dokument4 SeitenE650E650M-17 Guía Estándar para El Montaje de Sensores Piezoeléctricos de Emisión Acústica1fredy lopezNoch keine Bewertungen
- Comparative Analysis of State Bank of India With Other Credit SchemesDokument97 SeitenComparative Analysis of State Bank of India With Other Credit SchemesVKM2013Noch keine Bewertungen
- Helena HelsenDokument2 SeitenHelena HelsenragastrmaNoch keine Bewertungen
- Blackrock Methods of Delay AnalysisDokument36 SeitenBlackrock Methods of Delay AnalysisAhmed MoubarkNoch keine Bewertungen
- Pengaruh Pemberian Dosis Pupuk Urea Terhadap Pertumbuhan Tanaman Bayam Cabut Putih (AmaranthusDokument10 SeitenPengaruh Pemberian Dosis Pupuk Urea Terhadap Pertumbuhan Tanaman Bayam Cabut Putih (AmaranthusMartha YhunickeNoch keine Bewertungen
- Education and Its LegitimacyDokument4 SeitenEducation and Its LegitimacySheila G. Dolipas100% (6)
- 5 Waves AnswersDokument2 Seiten5 Waves AnswersNoor Ulain NabeelaNoch keine Bewertungen
- Kentucky Economic Development Guide 2010Dokument130 SeitenKentucky Economic Development Guide 2010Journal CommunicationsNoch keine Bewertungen
- Sector San Juan Guidance For RepoweringDokument12 SeitenSector San Juan Guidance For RepoweringTroy IveyNoch keine Bewertungen
- 13-Mike Engelbrecht - Methods of Maintenance On High Voltage Fluid FilledDokument5 Seiten13-Mike Engelbrecht - Methods of Maintenance On High Voltage Fluid FilledRomany AllamNoch keine Bewertungen
- Republic of The Philippines Department of Education Deped Complex, Pasig City Science Iii K To 12 Curriculum Guide Planner / Budget of WorkDokument3 SeitenRepublic of The Philippines Department of Education Deped Complex, Pasig City Science Iii K To 12 Curriculum Guide Planner / Budget of WorkLedie Lou Cetoy SuperalesNoch keine Bewertungen
- VisualizationDokument2 SeitenVisualizationKIRAN H SNoch keine Bewertungen
- Repeater Panel User GuideDokument24 SeitenRepeater Panel User Guideamartins1974Noch keine Bewertungen
- Low Voltage Alternator - 4 Pole: 25 To 60 kVA - 50 HZ / 31.5 To 75 kVA - 60 HZ Electrical and Mechanical DataDokument12 SeitenLow Voltage Alternator - 4 Pole: 25 To 60 kVA - 50 HZ / 31.5 To 75 kVA - 60 HZ Electrical and Mechanical DataDjamel BeddarNoch keine Bewertungen
- ISO StandardsDokument7 SeitenISO StandardsHusnain BaigNoch keine Bewertungen
- Purchase Spec. For Bar (SB425)Dokument4 SeitenPurchase Spec. For Bar (SB425)Daison PaulNoch keine Bewertungen
- Musical InstrumentsDokument23 SeitenMusical Instrumentssirius scottNoch keine Bewertungen
- Nail Malformation Grade 8Dokument30 SeitenNail Malformation Grade 8marbong coytopNoch keine Bewertungen
- Al Rafay ProfileDokument8 SeitenAl Rafay ProfileRana UsmanNoch keine Bewertungen
- Hal Foster Vision and Visuality Discussions in Contemporary Culture PDFDokument75 SeitenHal Foster Vision and Visuality Discussions in Contemporary Culture PDFEd GomesNoch keine Bewertungen
- The Role of Leadership On Employee Performance in Singapore AirlinesDokument42 SeitenThe Role of Leadership On Employee Performance in Singapore Airlineskeshav sabooNoch keine Bewertungen