Das könnte Ihnen auch gefallen
- Cane Shredder 3Dokument3 SeitenCane Shredder 3Dirajen Pullay MardayNoch keine Bewertungen
- 1994 - Moor - Review of Cane ShreddingDokument4 Seiten1994 - Moor - Review of Cane ShreddingCecilio Valderrama100% (2)
- A Lehnberger, D Laue, SS Mallikarjun and HR MaheshDokument3 SeitenA Lehnberger, D Laue, SS Mallikarjun and HR MaheshJoao Bortolussi - JBR ENGENHARIA100% (1)
- Reliability Centered Maintenance of A Ply Industry A Case Study IJERTV5IS110228Dokument8 SeitenReliability Centered Maintenance of A Ply Industry A Case Study IJERTV5IS110228cuongNoch keine Bewertungen
- Maintenance Strategy MBA Assignment - Dave PhelanDokument15 SeitenMaintenance Strategy MBA Assignment - Dave PhelanDave Phelan100% (1)
- 1988 - Tosio - A New Sugar Mill PDFDokument4 Seiten1988 - Tosio - A New Sugar Mill PDFShan ShahNoch keine Bewertungen
- ISJ 2014 BMA-Evaporator 02Dokument6 SeitenISJ 2014 BMA-Evaporator 02Douglas TondelloNoch keine Bewertungen
- Maintenance Planner and Scheduler Skills and Competency ListDokument2 SeitenMaintenance Planner and Scheduler Skills and Competency ListCBF INDUSTRIAL DE GUSANoch keine Bewertungen
- 1MRK509042-BEN en Reverse Power Relay and Protection Assemblies RXPPK 2H RAPPKDokument10 Seiten1MRK509042-BEN en Reverse Power Relay and Protection Assemblies RXPPK 2H RAPPKAparnaa PazhanivelanNoch keine Bewertungen
- Research On Heat Transfer Coefficient of Horizontal Tube Falling Film EvaporatorDokument5 SeitenResearch On Heat Transfer Coefficient of Horizontal Tube Falling Film EvaporatordonyaNoch keine Bewertungen
- 2007 Sept-Oct OptYourPlantsNumber1Asset HydroAsia KSmithDokument3 Seiten2007 Sept-Oct OptYourPlantsNumber1Asset HydroAsia KSmithchiclemotita2Noch keine Bewertungen
- 2010 Kent Design Manufacturing and Maintenance of Sugar Mill Equipment IsDokument11 Seiten2010 Kent Design Manufacturing and Maintenance of Sugar Mill Equipment Isanwar mughalNoch keine Bewertungen
- Control and Optimisation of A Multiple Effect Evaporator PDFDokument6 SeitenControl and Optimisation of A Multiple Effect Evaporator PDFFanilo RazafindralamboNoch keine Bewertungen
- Bioenergy PPT Baggasse OnDokument17 SeitenBioenergy PPT Baggasse Onjambo98Noch keine Bewertungen
- Asset Management JourneyDokument6 SeitenAsset Management JourneyRatnawatyNoch keine Bewertungen
- SRI Jigger Tubes System Delivers Improved Vacuum Pan PerformanceDokument2 SeitenSRI Jigger Tubes System Delivers Improved Vacuum Pan PerformanceRoberto Rasgado MarroquinNoch keine Bewertungen
- Kirschen Cap 8Dokument7 SeitenKirschen Cap 8davidroa058828100% (2)
- NSRDB UserManual r20120906 PDFDokument479 SeitenNSRDB UserManual r20120906 PDFandresNoch keine Bewertungen
- Energy Conservation in Bagasse Fired BoilerDokument4 SeitenEnergy Conservation in Bagasse Fired BoilerEditor IJRITCCNoch keine Bewertungen
- Cane PreparationDokument2 SeitenCane PreparationOmar Ahmed ElkhalilNoch keine Bewertungen
- Limited Et Al. - 2010 - Cane Preparation - Optimised TechnologyDokument7 SeitenLimited Et Al. - 2010 - Cane Preparation - Optimised Technologyarcher178Noch keine Bewertungen
- A Review of The Cause and Effect Relationships Within The Processes of A Sugar FactoryDokument41 SeitenA Review of The Cause and Effect Relationships Within The Processes of A Sugar FactoryFederico LeonNoch keine Bewertungen
- DynamicsPartI Lecture Notes 2012Dokument125 SeitenDynamicsPartI Lecture Notes 2012Ahmed Al100% (1)
- Land - Use RequirementsDokument47 SeitenLand - Use RequirementsgaddipatimalliNoch keine Bewertungen
- NAWTEC13-3164: Optimizing Steam Turbine Generator OutputDokument14 SeitenNAWTEC13-3164: Optimizing Steam Turbine Generator OutputAjiNoch keine Bewertungen
- Instrument Loop Diagrams: ANSI/ISA-5.4-1991Dokument22 SeitenInstrument Loop Diagrams: ANSI/ISA-5.4-1991wintermacNoch keine Bewertungen
- Properties and Operating Experience With Bagasse As A Boiler FuelDokument6 SeitenProperties and Operating Experience With Bagasse As A Boiler FuelAmulya KumarNoch keine Bewertungen
- Performance of An Improved Pan Stirrer A PDFDokument12 SeitenPerformance of An Improved Pan Stirrer A PDFbkarakoseNoch keine Bewertungen
- Pss Dig SilentDokument9 SeitenPss Dig SilentProject MentorNoch keine Bewertungen
- Basler Elect Understanding Power System StabilityDokument11 SeitenBasler Elect Understanding Power System StabilityChetan KotwalNoch keine Bewertungen
- 24Dokument10 Seiten24Văn Tuấn NguyễnNoch keine Bewertungen
- 2017 - IEEE - PES - GM - Lessons Learned in Model Validation For NERC ComplianceDokument20 Seiten2017 - IEEE - PES - GM - Lessons Learned in Model Validation For NERC CompliancesamNoch keine Bewertungen
- The Asset Management Landscape: Second Ed T OnDokument57 SeitenThe Asset Management Landscape: Second Ed T Onbertan dağıstanlıNoch keine Bewertungen
- 1987 - Magasiner - The Effect of FuelDokument4 Seiten1987 - Magasiner - The Effect of Fuelflitzzz100% (1)
- EvaporatorDokument4 SeitenEvaporatorVipul PrakashNoch keine Bewertungen
- International Sugar JournalDokument11 SeitenInternational Sugar JournalAhmed AboulmagdNoch keine Bewertungen
- ARMA-Stochastic Time Series ModelingDokument19 SeitenARMA-Stochastic Time Series ModelingKVVNoch keine Bewertungen
- Tender For Supply LED Fixtures - T35Dokument42 SeitenTender For Supply LED Fixtures - T35Balamurugan ArumugamNoch keine Bewertungen
- Assessment of Variables Effects On Sugar Cane Juice ClarificationDokument7 SeitenAssessment of Variables Effects On Sugar Cane Juice ClarificationPelita HidupNoch keine Bewertungen
- Best Practices Handbook-NREL15Dokument255 SeitenBest Practices Handbook-NREL15aitormrNoch keine Bewertungen
- Amelunxen, P, Bagdad Concentrator Process Control UpdateDokument6 SeitenAmelunxen, P, Bagdad Concentrator Process Control UpdateGuadalupe EMNoch keine Bewertungen
- Inter Sugar 1969 v71 n850Dokument66 SeitenInter Sugar 1969 v71 n850mohammad ansaryNoch keine Bewertungen
- Cane Shredder 2Dokument9 SeitenCane Shredder 2Dirajen Pullay MardayNoch keine Bewertungen
- Paper Virtual Pro Molienda AG-SAGDokument15 SeitenPaper Virtual Pro Molienda AG-SAGDiego Alonso Almeyda BarzolaNoch keine Bewertungen
- Modelling Volatility and Correlation: Introductory Econometrics For Finance © Chris Brooks 2002 1Dokument62 SeitenModelling Volatility and Correlation: Introductory Econometrics For Finance © Chris Brooks 2002 1Bianca AlexandraNoch keine Bewertungen
- EPRI Power Plant Optimization Industry ExperienceDokument48 SeitenEPRI Power Plant Optimization Industry Experiencelacoste11111Noch keine Bewertungen
- The Greek Energy System - A Brief Overview V 3 0Dokument14 SeitenThe Greek Energy System - A Brief Overview V 3 0Theofilos XanthosNoch keine Bewertungen
- Supply, Installation, & Commissioning of The World'S Largest Grinding MillDokument12 SeitenSupply, Installation, & Commissioning of The World'S Largest Grinding MillRicardo MartinezNoch keine Bewertungen
- IAM - IAM Diploma Break DownDokument5 SeitenIAM - IAM Diploma Break Downcanjobs2020Noch keine Bewertungen
- Treinamento PCS7 V9.0.0 - Apostila InglêsDokument674 SeitenTreinamento PCS7 V9.0.0 - Apostila InglêsAlex SalesNoch keine Bewertungen
- Draft in ChimneyDokument9 SeitenDraft in ChimneyMunaf TamboliNoch keine Bewertungen
- DPL Manual Version 12-1Dokument118 SeitenDPL Manual Version 12-1hikaru20100% (2)
- Design and Development of An Extensive Vapour Bleeding System at The EvaporatorsDokument3 SeitenDesign and Development of An Extensive Vapour Bleeding System at The EvaporatorsnghiNoch keine Bewertungen
- Wet Limestone Grinding PDFDokument10 SeitenWet Limestone Grinding PDFLevent ErgunNoch keine Bewertungen
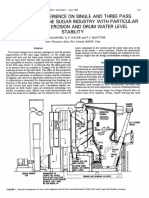
- Operating Experience On Single and Three Pass BoilersDokument7 SeitenOperating Experience On Single and Three Pass Boilersbonginkosi mathunjwaNoch keine Bewertungen
- Forecasting Time Series With Arma and Arima Models The Box-Jenkins MethodologyDokument35 SeitenForecasting Time Series With Arma and Arima Models The Box-Jenkins MethodologyMochammad Adji FirmansyahNoch keine Bewertungen
- Moor 1994 Cane ShreddingDokument4 SeitenMoor 1994 Cane Shreddingamarnath jagirdar100% (1)
- The Tongaat ShredderDokument6 SeitenThe Tongaat Shredderamarnath jagirdarNoch keine Bewertungen
- Carborundum Advice On How To Sharpen Wood-Working ToolsDokument40 SeitenCarborundum Advice On How To Sharpen Wood-Working ToolsTamil SelvanNoch keine Bewertungen
- 1921 BandsawGuideBook SimondsMfg NeDokument0 Seiten1921 BandsawGuideBook SimondsMfg NespaytNoch keine Bewertungen
- Basic Ion Exchange ProcessesDokument11 SeitenBasic Ion Exchange Processesamarnath jagirdarNoch keine Bewertungen
- Bharateeya SamskritiDokument73 SeitenBharateeya Samskritiamarnath jagirdarNoch keine Bewertungen
- How To Control FearDokument23 SeitenHow To Control Fear4titudeNoch keine Bewertungen
- Categories in VedantaDokument4 SeitenCategories in Vedantaamarnath jagirdarNoch keine Bewertungen
- PDFDokument416 SeitenPDFAjay Kumar MattupalliNoch keine Bewertungen
- IEI News December 2019 PDFDokument20 SeitenIEI News December 2019 PDFamarnath jagirdarNoch keine Bewertungen
- Categories in VedantaDokument4 SeitenCategories in Vedantaamarnath jagirdarNoch keine Bewertungen
- ADF Health Manual Vol 20, Part8, Chp2Dokument18 SeitenADF Health Manual Vol 20, Part8, Chp2Ahmad Usman Tahir100% (2)
- TheBusinessBrains Hl7iyDokument23 SeitenTheBusinessBrains Hl7iyPablo QuirogaNoch keine Bewertungen
- Moor 1994 Cane ShreddingDokument4 SeitenMoor 1994 Cane Shreddingamarnath jagirdar100% (1)
- GuideDokument118 SeitenGuideivan_indrawan_10111Noch keine Bewertungen
- Optimisation of Fibriser Hub ProfileDokument4 SeitenOptimisation of Fibriser Hub Profileamarnath jagirdarNoch keine Bewertungen
- Accounting For ManagersDokument286 SeitenAccounting For ManagersSatyam Rastogi100% (1)
- Cane ShredderDokument5 SeitenCane Shredderamarnath jagirdarNoch keine Bewertungen
- Hammer Milling and Jet Milling FundamentalsDokument7 SeitenHammer Milling and Jet Milling Fundamentalsamarnath jagirdarNoch keine Bewertungen
- Key Points of Sugarcane ShredderDokument5 SeitenKey Points of Sugarcane Shredderamarnath jagirdar100% (1)
- Design Optimisation of FibriserDokument3 SeitenDesign Optimisation of Fibriseramarnath jagirdarNoch keine Bewertungen
- Adv With 690 Volts Over 400v PDFDokument6 SeitenAdv With 690 Volts Over 400v PDFamarnath jagirdarNoch keine Bewertungen
- Mothballing Guidelines For Plant Equipme PDFDokument11 SeitenMothballing Guidelines For Plant Equipme PDFamarnath jagirdar100% (1)
- Areview of Cane Knifing PDFDokument3 SeitenAreview of Cane Knifing PDFamarnath jagirdarNoch keine Bewertungen
- Modern Milling of SugarcaneDokument9 SeitenModern Milling of Sugarcaneamarnath jagirdarNoch keine Bewertungen
- Steamturbinefundamentals2 131009050035 Phpapp01 PDFDokument18 SeitenSteamturbinefundamentals2 131009050035 Phpapp01 PDFamarnath jagirdarNoch keine Bewertungen
- Sugar IndustryDokument61 SeitenSugar IndustryRaashi BhutaniNoch keine Bewertungen
- Steam CondesersDokument30 SeitenSteam CondesersEric CookNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument99 SeitenDisclosure To Promote The Right To InformationgovimanoNoch keine Bewertungen
- Excel On EthanolDokument32 SeitenExcel On Ethanolamarnath jagirdar0% (1)
- Sissta 2017Dokument426 SeitenSissta 2017amarnath jagirdar50% (2)
- Guidelinesofwaterqualitymanagement PDFDokument41 SeitenGuidelinesofwaterqualitymanagement PDFJahanvi ModiNoch keine Bewertungen
- Cane ShredderDokument5 SeitenCane Shredderamarnath jagirdarNoch keine Bewertungen
- Kodak Easyshare Z712 Is Zoom Digital Camera: User'S GuideDokument75 SeitenKodak Easyshare Z712 Is Zoom Digital Camera: User'S GuideIronko PepeNoch keine Bewertungen
- Manual Nice9000v A04Dokument151 SeitenManual Nice9000v A04hoang tamNoch keine Bewertungen
- Ask A Monk EnlightenmentDokument16 SeitenAsk A Monk EnlightenmentPetruoka EdmundasNoch keine Bewertungen
- American University of BeirutDokument21 SeitenAmerican University of BeirutWomens Program AssosciationNoch keine Bewertungen
- Chennai To Vishakhapatnam El6Vvd: Indigo 6E-6835Dokument3 SeitenChennai To Vishakhapatnam El6Vvd: Indigo 6E-6835VENKATESH POONDRUNoch keine Bewertungen
- The Wild T1 TheodoliteDokument61 SeitenThe Wild T1 TheodoliteCJLara100% (1)
- Frontinus - Water Management of RomeDokument68 SeitenFrontinus - Water Management of RomezElfmanNoch keine Bewertungen
- 39ED3050CT - RT49S - AP Service ManualDokument31 Seiten39ED3050CT - RT49S - AP Service Manualبوند بوند100% (1)
- Datasheet Ark XH Battery System EngDokument2 SeitenDatasheet Ark XH Battery System EngLisa CowenNoch keine Bewertungen
- By This Axe I Rule!Dokument15 SeitenBy This Axe I Rule!storm0% (1)
- Aluminium Alloy - Wikipedia, The Free EncyclopediaDokument12 SeitenAluminium Alloy - Wikipedia, The Free EncyclopediaAshishJoshi100% (1)
- Is 4031 Part 4 - ConsistencyDokument4 SeitenIs 4031 Part 4 - ConsistencyCrypto AbhishekNoch keine Bewertungen
- BECO UACE Chem2Dokument6 SeitenBECO UACE Chem2EMMANUEL BIRUNGINoch keine Bewertungen
- Rido, Rudini - Paediatric ECGDokument51 SeitenRido, Rudini - Paediatric ECGFikriYTNoch keine Bewertungen
- CAC Bubble DiagramsDokument12 SeitenCAC Bubble Diagramsangst6250Noch keine Bewertungen
- Leadership Games and ActivitiesDokument38 SeitenLeadership Games and ActivitiesWilliam Oliss100% (1)
- Module in Pe 103Dokument79 SeitenModule in Pe 103Kym Dacudao100% (1)
- MiscanthusDokument27 SeitenMiscanthusJacob GuerraNoch keine Bewertungen
- The Ieee Test System Methods: Reliability ofDokument11 SeitenThe Ieee Test System Methods: Reliability ofFsdaSdsNoch keine Bewertungen
- Chapter 10 - The Mature ErythrocyteDokument55 SeitenChapter 10 - The Mature ErythrocyteSultan AlexandruNoch keine Bewertungen
- Microbiology Part 3Dokument74 SeitenMicrobiology Part 3Authentic IdiotNoch keine Bewertungen
- Fama Fraternitatis Rosae Crucis PDFDokument2 SeitenFama Fraternitatis Rosae Crucis PDFJudy50% (2)
- HY-TB3DV-M 3axis Driver PDFDokument10 SeitenHY-TB3DV-M 3axis Driver PDFjoelgcrNoch keine Bewertungen
- ChipmunkDokument19 SeitenChipmunkema.nemec13Noch keine Bewertungen
- Listening - Homework 2: Brushes 285 RamdhanieDokument4 SeitenListening - Homework 2: Brushes 285 RamdhanieBao Tran NguyenNoch keine Bewertungen
- Kuiz1 210114Dokument12 SeitenKuiz1 210114Vincent HoNoch keine Bewertungen
- Predictive Maintenance Attempts To Detect The Onset of A Degradation Mechanism With The Goal of Correcting That Degradation Prior To Signiicant Deterioration in The Component or EquipmentDokument6 SeitenPredictive Maintenance Attempts To Detect The Onset of A Degradation Mechanism With The Goal of Correcting That Degradation Prior To Signiicant Deterioration in The Component or EquipmentTodd BenjaminNoch keine Bewertungen
- Pref - 2 - Grammar 1.2 - Revisión Del IntentoDokument2 SeitenPref - 2 - Grammar 1.2 - Revisión Del IntentoJuan M. Suarez ArevaloNoch keine Bewertungen
- Chapter 1 (PLC)Dokument9 SeitenChapter 1 (PLC)Kibria PrangonNoch keine Bewertungen
- Astm 2017-F2059Dokument5 SeitenAstm 2017-F2059laythNoch keine Bewertungen