Das könnte Ihnen auch gefallen
- 203.T2D.6.CT204 839FDokument6 Seiten203.T2D.6.CT204 839FPomijaNoch keine Bewertungen
- Selecting Lining MaterialsDokument8 SeitenSelecting Lining Materialsluv kanoriaNoch keine Bewertungen
- Selecting Lining Materials To Achieve Long & Productive Blast Furnace Hearth CampaignsDokument9 SeitenSelecting Lining Materials To Achieve Long & Productive Blast Furnace Hearth CampaignsSatria PurwantoNoch keine Bewertungen
- Study On Water Based Ultra-Thin Fire Resistive CoaDokument6 SeitenStudy On Water Based Ultra-Thin Fire Resistive CoaДенис БакланNoch keine Bewertungen
- Epoxy CoatingDokument8 SeitenEpoxy CoatingBike To Work100% (1)
- Iccesd 2016 165Dokument4 SeitenIccesd 2016 165Tasneem MohammadNoch keine Bewertungen
- Artigo Com Dados NH4NO3Dokument16 SeitenArtigo Com Dados NH4NO3rsseneNoch keine Bewertungen
- Understanding Blast Furnace Hearth Wall Temperatures To Support Operational/Maintenance DecisionsDokument8 SeitenUnderstanding Blast Furnace Hearth Wall Temperatures To Support Operational/Maintenance DecisionsJJNoch keine Bewertungen
- EPRI Sootblower PPDokument21 SeitenEPRI Sootblower PPJackSparrow86Noch keine Bewertungen
- Concrete Tunnel Lining Fire Resistance and ProtectionDokument8 SeitenConcrete Tunnel Lining Fire Resistance and ProtectionMehdi BakhshiNoch keine Bewertungen
- Fire Test ReportDokument6 SeitenFire Test ReportdavNoch keine Bewertungen
- Failure Analysis of Fire Tube Liner (Sleeve)Dokument6 SeitenFailure Analysis of Fire Tube Liner (Sleeve)Mahmoud AbdullahNoch keine Bewertungen
- The Effect of Polypropylene Fibres Within Concrete With Regard To Fire Performance in StructuresDokument11 SeitenThe Effect of Polypropylene Fibres Within Concrete With Regard To Fire Performance in StructuresEka SilitongaNoch keine Bewertungen
- Engineering Failure Analysis: Y .V. NawancyDokument7 SeitenEngineering Failure Analysis: Y .V. Nawancyqueno1Noch keine Bewertungen
- Fire Resistance and Testing of Composite Floor Slabs: BS 5950:part 8:2003Dokument12 SeitenFire Resistance and Testing of Composite Floor Slabs: BS 5950:part 8:2003bsitlerNoch keine Bewertungen
- Govpub C13Dokument58 SeitenGovpub C13Ankit P. MakwanaNoch keine Bewertungen
- 126 1Dokument214 Seiten126 1potexNoch keine Bewertungen
- (Paper) Method To Calculate The Fire Resistance of Reinforced Concrete Columns With Rectangular Cross Section (NRCC 33114)Dokument12 Seiten(Paper) Method To Calculate The Fire Resistance of Reinforced Concrete Columns With Rectangular Cross Section (NRCC 33114)Gregory SimmonNoch keine Bewertungen
- OsidationDokument49 SeitenOsidationSadhasivam VeluNoch keine Bewertungen
- EPRI Sootblower WDokument13 SeitenEPRI Sootblower WSiva KumarNoch keine Bewertungen
- 1978 Half Bead Welding TechniqueDokument31 Seiten1978 Half Bead Welding Techniquevdf90875Noch keine Bewertungen
- Lecture 4B.4: Practical Ways of Achieving Fire Resistance of Steel StructuresDokument14 SeitenLecture 4B.4: Practical Ways of Achieving Fire Resistance of Steel StructuresЧавдар Пенелов100% (1)
- Performance of Autoclaved Aerated Concrete (AAC) Exposed To Standard FireDokument11 SeitenPerformance of Autoclaved Aerated Concrete (AAC) Exposed To Standard FireBülent SarıalioğluNoch keine Bewertungen
- Reformer Furnaces - Material, Damage Mechanism and AssessmentDokument21 SeitenReformer Furnaces - Material, Damage Mechanism and AssessmentMuhammad Noor FadhliNoch keine Bewertungen
- 1981 Catalytic Combustion Hydrogen1 MaterialsSelection PDFDokument8 Seiten1981 Catalytic Combustion Hydrogen1 MaterialsSelection PDFAlex CoțNoch keine Bewertungen
- (PAPER) - Evaluating Fire Damage To Concrete Structures - tcm45-343618Dokument6 Seiten(PAPER) - Evaluating Fire Damage To Concrete Structures - tcm45-343618mukuld83Noch keine Bewertungen
- Design of Pre Stressed Concrete For Fire ResistanceDokument15 SeitenDesign of Pre Stressed Concrete For Fire Resistance조해정Noch keine Bewertungen
- Consideration of Damages of A Floating Roof-Type Oil Storage Tank Due To Thermal StressDokument7 SeitenConsideration of Damages of A Floating Roof-Type Oil Storage Tank Due To Thermal Stressthanhphucbr87Noch keine Bewertungen
- Ojay 1ST Publication PDFDokument16 SeitenOjay 1ST Publication PDFvenkatrangan2003Noch keine Bewertungen
- 2012 Exam 1Dokument10 Seiten2012 Exam 1Surprise Presley SibiyaNoch keine Bewertungen
- The Effect of Repeated Post-Weld Heat Treatment On Low-Carbon Steel ASTM A216WCBDokument5 SeitenThe Effect of Repeated Post-Weld Heat Treatment On Low-Carbon Steel ASTM A216WCB78858799Noch keine Bewertungen
- Steel Structure Subjected To Fire and FatigueDokument12 SeitenSteel Structure Subjected To Fire and Fatigueakhlaq_hssainkotaNoch keine Bewertungen
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesVon EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNoch keine Bewertungen
- A992 After Fire - Display ArticleDokument4 SeitenA992 After Fire - Display ArticleJRodengineerNoch keine Bewertungen
- Vb2008 Angol FEHERVARI Page56-60Dokument5 SeitenVb2008 Angol FEHERVARI Page56-60a_korinNoch keine Bewertungen
- Straw Bale 4 Alternative Solution PackageDokument19 SeitenStraw Bale 4 Alternative Solution Packageapi-279796519Noch keine Bewertungen
- Engineering Failure Analysis: Nam-Hyuck Lee, Sin Kim, Byung-Hak Choe, Kee-Bong Yoon, Dong-Il KwonDokument5 SeitenEngineering Failure Analysis: Nam-Hyuck Lee, Sin Kim, Byung-Hak Choe, Kee-Bong Yoon, Dong-Il KwonAnand VarmaNoch keine Bewertungen
- Design of Prestressed Concrete For Fire ResistanceDokument15 SeitenDesign of Prestressed Concrete For Fire ResistancePhạm Tiến ĐạtNoch keine Bewertungen
- Effects of Heat Striaghening in Structural SteelDokument12 SeitenEffects of Heat Striaghening in Structural SteelAnish XmenNoch keine Bewertungen
- Light Steel Frame Fire TestDokument1 SeiteLight Steel Frame Fire TestStephen HicksNoch keine Bewertungen
- Shot Peening SSDokument23 SeitenShot Peening SSnitbabhishekNoch keine Bewertungen
- Structural Steel & SustainabilityDokument59 SeitenStructural Steel & Sustainabilityracing.phreakNoch keine Bewertungen
- Proto Type Arc FurnaceDokument5 SeitenProto Type Arc FurnaceMoudeh ToumaNoch keine Bewertungen
- Explosive Spalling of Normal Strength Concrete Slabs Subjected To Severe FireDokument15 SeitenExplosive Spalling of Normal Strength Concrete Slabs Subjected To Severe FiretarunkauNoch keine Bewertungen
- Increasing The Structural Damping of A Steel Chimney Due To Wind OscillationDokument8 SeitenIncreasing The Structural Damping of A Steel Chimney Due To Wind OscillationhikoNoch keine Bewertungen
- Emesy - 8 - Y1 Mech8008 Heat TransferDokument9 SeitenEmesy - 8 - Y1 Mech8008 Heat TransferGnazGoragodNoch keine Bewertungen
- GBidron JMatProcTechDokument16 SeitenGBidron JMatProcTechKue DroidNoch keine Bewertungen
- 1058-Article Text-1292-1-10-20151030Dokument4 Seiten1058-Article Text-1292-1-10-20151030abhianand123Noch keine Bewertungen
- IREFCON 2014 (Trough Castable For Blast Furnace) 61c034b365Dokument5 SeitenIREFCON 2014 (Trough Castable For Blast Furnace) 61c034b365PriyabrataTaraiNoch keine Bewertungen
- % Sciencedirect: Simulation of Case Depth of Cementation Steels According To Fick'S LawsDokument8 Seiten% Sciencedirect: Simulation of Case Depth of Cementation Steels According To Fick'S Lawsomarss2008Noch keine Bewertungen
- WWW - Manaresults.co - In: II B. Tech II Semester Supplementary Examinations, April/May - 2019 Heat and Mass TransferDokument2 SeitenWWW - Manaresults.co - In: II B. Tech II Semester Supplementary Examinations, April/May - 2019 Heat and Mass TransferHacker GamingNoch keine Bewertungen
- Technical Note 1 - Thermal Conductivity of Clay MasonryDokument4 SeitenTechnical Note 1 - Thermal Conductivity of Clay MasonryAbdul MunirNoch keine Bewertungen
- Boiler Materials For USC Plants IJPGC 2000Dokument22 SeitenBoiler Materials For USC Plants IJPGC 2000pawanumarji1100% (1)
- 9705 Non Prop Final ReportDokument59 Seiten9705 Non Prop Final Reportchpinto1Noch keine Bewertungen
- IStructE Paper - H C HODokument32 SeitenIStructE Paper - H C HOBart HoNoch keine Bewertungen
- HT (Tute Sheets)Dokument8 SeitenHT (Tute Sheets)Jagdeep PundirNoch keine Bewertungen
- BSR Inspection Case Study - CycloneDokument12 SeitenBSR Inspection Case Study - Cyclonelinhcdt3100% (1)
- Ceramic Materials for Energy Applications IV: A Collection of Papers Presented at the 38th International Conference on Advanced Ceramics and Composites, January 27-31, 2014, Daytona Beach, FLVon EverandCeramic Materials for Energy Applications IV: A Collection of Papers Presented at the 38th International Conference on Advanced Ceramics and Composites, January 27-31, 2014, Daytona Beach, FLHua-Tay LinNoch keine Bewertungen
- C 13Dokument33 SeitenC 13rgerwwaaNoch keine Bewertungen
- Final Formula SheetDokument1 SeiteFinal Formula SheetFaryalNoch keine Bewertungen
- The Relationship Between Emotional Maturity and Psychosocial Adjustment Among First-Year Undergraduate Students in Amhara Region Public Universities, EthiopiaDokument11 SeitenThe Relationship Between Emotional Maturity and Psychosocial Adjustment Among First-Year Undergraduate Students in Amhara Region Public Universities, EthiopiaYared FentawNoch keine Bewertungen
- AMC2019 StudentsResults Indonesia 8JDokument4 SeitenAMC2019 StudentsResults Indonesia 8JWinety Kristiana DewiNoch keine Bewertungen
- Postmodernity in PiDokument2 SeitenPostmodernity in Pixhardy27Noch keine Bewertungen
- DigiTech Element Element XP Manual-9Dokument1 SeiteDigiTech Element Element XP Manual-9CaPital100% (1)
- WDH-SL3 Iom M01M40N13-07 - 1542713324932Dokument72 SeitenWDH-SL3 Iom M01M40N13-07 - 1542713324932irwantino susilo100% (1)
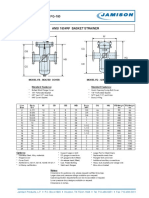
- FB-150 FQ-150 Basket StrainerDokument1 SeiteFB-150 FQ-150 Basket Strainerklich77Noch keine Bewertungen
- Efectele Pe Termen Lung Ale Alaptatului OMSDokument74 SeitenEfectele Pe Termen Lung Ale Alaptatului OMSbobocraiNoch keine Bewertungen
- FPM 2004Dokument257 SeitenFPM 2004Srikant SuruNoch keine Bewertungen
- Oral Histology & Embryology-FikreDokument240 SeitenOral Histology & Embryology-FikreHeran A AlhadiNoch keine Bewertungen
- 2020 Specimen Paper 1 Mark SchemeDokument16 Seiten2020 Specimen Paper 1 Mark SchemesarabNoch keine Bewertungen
- MS Word 3Dokument2 SeitenMS Word 3Misha RaviNoch keine Bewertungen
- Devlopment and Analysis of Natural Banana Fiber CompositeDokument3 SeitenDevlopment and Analysis of Natural Banana Fiber CompositeEditor IJRITCCNoch keine Bewertungen
- Piaggio X8 250 I.E. (EN)Dokument289 SeitenPiaggio X8 250 I.E. (EN)Manualles100% (8)
- DCS800 Firmware Manual EnglishDokument298 SeitenDCS800 Firmware Manual EnglishMadson FernandesNoch keine Bewertungen
- Autodesk REVIT: Training DetailsDokument3 SeitenAutodesk REVIT: Training DetailsMohamed ElFarranNoch keine Bewertungen
- Regression Analysis AssignmentDokument8 SeitenRegression Analysis Assignmentضیاء گل مروت100% (1)
- Laser in ProsthodonticsDokument84 SeitenLaser in ProsthodonticsmarwaNoch keine Bewertungen
- Earthquake EnginneringDokument11 SeitenEarthquake EnginneringkkkNoch keine Bewertungen
- AssignmentDokument9 SeitenAssignmentRazi BaigNoch keine Bewertungen
- JAVA NotesDokument12 SeitenJAVA NotesVarun BawaNoch keine Bewertungen
- B28 VivaDokument27 SeitenB28 VivashubhamNoch keine Bewertungen
- Camshaft Recommendation FormDokument3 SeitenCamshaft Recommendation Formcrower_scribdNoch keine Bewertungen
- Maharashtra State Board of Technical Education (Autonomous) (ISO/IEC - 27001 - 2005 Certified) Winter - 2022 Examination Model Answer Subject: 22619Dokument22 SeitenMaharashtra State Board of Technical Education (Autonomous) (ISO/IEC - 27001 - 2005 Certified) Winter - 2022 Examination Model Answer Subject: 22619Pratiksha JadhavNoch keine Bewertungen
- ITTC Surface TreatmentDokument63 SeitenITTC Surface Treatments_brizzolaraNoch keine Bewertungen
- Abbott 2021 ApJL 915 L5Dokument24 SeitenAbbott 2021 ApJL 915 L5Manju SanthakumariNoch keine Bewertungen
- How To Read An ODBC Trace FileDokument13 SeitenHow To Read An ODBC Trace FileganeshharidasNoch keine Bewertungen
- Hillside College of Engineering Department of Civil EngineeringDokument2 SeitenHillside College of Engineering Department of Civil EngineeringRamsharan DhakalNoch keine Bewertungen
- LTTS Corporate BrochureDokument20 SeitenLTTS Corporate BrochureshountyNoch keine Bewertungen