Das könnte Ihnen auch gefallen
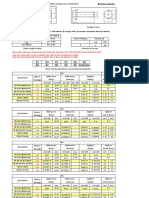
- Dimensions of Bolts and Nuts BS3692Dokument6 SeitenDimensions of Bolts and Nuts BS3692azam RazzaqNoch keine Bewertungen
- Autodesk Fusion 360: CAMDokument39 SeitenAutodesk Fusion 360: CAMSapril ArikanoshikiNoch keine Bewertungen
- MasterCAM - X5 - Mill Level 1 Training - Tutorial #7Dokument98 SeitenMasterCAM - X5 - Mill Level 1 Training - Tutorial #7Rafael Donadio100% (5)
- MPI 2023 - CNC Machining - LatheDokument15 SeitenMPI 2023 - CNC Machining - LatheHisyamRedzuanNoch keine Bewertungen
- Introduction To MFG ToolingDokument51 SeitenIntroduction To MFG ToolingRamji RaoNoch keine Bewertungen
- TurningDokument10 SeitenTurningShanmugam BalasubramaniamNoch keine Bewertungen
- Super PrecisionDokument20 SeitenSuper PrecisionTravis DavisNoch keine Bewertungen
- Modul 2 CDokument10 SeitenModul 2 CHisokaNoch keine Bewertungen
- Optimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsDokument7 SeitenOptimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsIJIRSTNoch keine Bewertungen
- Optimization of CNC Turning Process Parameters On ALUMINIUM 6061 Using Genetic AlgorithmDokument4 SeitenOptimization of CNC Turning Process Parameters On ALUMINIUM 6061 Using Genetic AlgorithmDr. Mahesh GopalNoch keine Bewertungen
- Effect of Process Parameters On Surface Roughness of Cylindrical Grinding Process On Ohns (Aisi 0-1) Steel Rounds Using ANOVADokument6 SeitenEffect of Process Parameters On Surface Roughness of Cylindrical Grinding Process On Ohns (Aisi 0-1) Steel Rounds Using ANOVAsureshkumarNoch keine Bewertungen
- An Investigation of Optimum Cutting Conditions in Face Milling Aluminum 7075-t6 Using Design of ExperimentDokument11 SeitenAn Investigation of Optimum Cutting Conditions in Face Milling Aluminum 7075-t6 Using Design of ExperimentMukund PatelNoch keine Bewertungen
- Effect of Machining Parameters and Optimization of Machining Time in Facing Operation Using Response Surface Methodology and Genetic AlgorithmDokument9 SeitenEffect of Machining Parameters and Optimization of Machining Time in Facing Operation Using Response Surface Methodology and Genetic AlgorithmDr. Mahesh GopalNoch keine Bewertungen
- 21 1 9Dokument11 Seiten21 1 9Sotu KdaptNoch keine Bewertungen
- Optimization of CNC Turning Process Parameters On ALUMINIUM 6061 Using Response Surface MethodologyDokument7 SeitenOptimization of CNC Turning Process Parameters On ALUMINIUM 6061 Using Response Surface MethodologybalajimetturNoch keine Bewertungen
- Prediction and Optimization of Process Parameters On A22E (Bimetal Bearing) Using RSM and Genetic AlgorithmDokument8 SeitenPrediction and Optimization of Process Parameters On A22E (Bimetal Bearing) Using RSM and Genetic AlgorithmDr. Mahesh GopalNoch keine Bewertungen
- Singh 2020Dokument10 SeitenSingh 2020Adithya HegdeNoch keine Bewertungen
- Optimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'Dokument3 SeitenOptimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'sivaNoch keine Bewertungen
- Science Direct JournalDokument5 SeitenScience Direct JournalsivaNoch keine Bewertungen
- Optimization of Process Parameters of CNC Milling: International Journal of Advance Research and InnovationDokument5 SeitenOptimization of Process Parameters of CNC Milling: International Journal of Advance Research and InnovationAbdullah Raghib SiddiquiNoch keine Bewertungen
- Results in EngineeringDokument9 SeitenResults in EngineeringEgehan ÜnalNoch keine Bewertungen
- Optimisation of Machining Parameters For CNC Milling of Fibre Reinforced PolymersDokument10 SeitenOptimisation of Machining Parameters For CNC Milling of Fibre Reinforced PolymersArunesh chandraNoch keine Bewertungen
- WWW Ijrea ComDokument8 SeitenWWW Ijrea ComudataashutoshNoch keine Bewertungen
- A Review On Machining Parameters Influencing The Responses On CNC: An Optimization TechniqueDokument8 SeitenA Review On Machining Parameters Influencing The Responses On CNC: An Optimization TechniquebalajimetturNoch keine Bewertungen
- Optimization of Process Parameters in CNC Turning of Aluminium Alloy Using Hybrid RSM Cum TLBO ApproachDokument14 SeitenOptimization of Process Parameters in CNC Turning of Aluminium Alloy Using Hybrid RSM Cum TLBO ApproachVidyanand Kumar YadavNoch keine Bewertungen
- Optimum Technique For Investigations of Machining Parameters in Titanium (Grade5) Alloy Turning The Use of Carbide Tip ToolsDokument7 SeitenOptimum Technique For Investigations of Machining Parameters in Titanium (Grade5) Alloy Turning The Use of Carbide Tip ToolsRishi PrakeshNoch keine Bewertungen
- Parameters Optimization For End Milling of Al7075-Zro - C Metal Matrix Composites Using Gra and AnovaDokument16 SeitenParameters Optimization For End Milling of Al7075-Zro - C Metal Matrix Composites Using Gra and Anovasmsgp1Noch keine Bewertungen
- En 9paper1Dokument6 SeitenEn 9paper1Stuart BroadNoch keine Bewertungen
- Synopsis Group 04Dokument4 SeitenSynopsis Group 04Romit RajNoch keine Bewertungen
- An Integrated Study of Surface RoughnessDokument10 SeitenAn Integrated Study of Surface Roughnessvu tranNoch keine Bewertungen
- Optimization of Process Parameters and Quality Results Using Plasma Arc Cutting in Aluminum AlloyDokument8 SeitenOptimization of Process Parameters and Quality Results Using Plasma Arc Cutting in Aluminum AlloypunggawaNoch keine Bewertungen
- 2 67 1583232618 25ijmperdapr202025Dokument12 Seiten2 67 1583232618 25ijmperdapr202025TJPRC PublicationsNoch keine Bewertungen
- Hamdan2011 PDFDokument11 SeitenHamdan2011 PDFSivi KarudijanNoch keine Bewertungen
- Influence of Cutting Parameters in Face Milling Semi-Solid AA 7075 Using Carbide Tool Affected The Surface Roughness and Tool WearDokument10 SeitenInfluence of Cutting Parameters in Face Milling Semi-Solid AA 7075 Using Carbide Tool Affected The Surface Roughness and Tool Wearionut condreaNoch keine Bewertungen
- Modelling and Optimization of The Surface Roughness in The Dry Turning of The Cold Rolled Alloyed Steel Using Regression AnalysisDokument8 SeitenModelling and Optimization of The Surface Roughness in The Dry Turning of The Cold Rolled Alloyed Steel Using Regression Analysisமு அஜய்குமார்Noch keine Bewertungen
- Modeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...Dokument6 SeitenModeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...abhiNoch keine Bewertungen
- Optimization of Material Removal Rate and Surface Roughness in Turning of Aluminum Copper and Gunmetal Materials Using RSM IJERTV6IS020359 PDFDokument6 SeitenOptimization of Material Removal Rate and Surface Roughness in Turning of Aluminum Copper and Gunmetal Materials Using RSM IJERTV6IS020359 PDFSiddharth kumarNoch keine Bewertungen
- 1 s2.0 S2307187723002912 MainDokument11 Seiten1 s2.0 S2307187723002912 MainYUSUFNoch keine Bewertungen
- Analysis On Surface Roughness of Different Materials in CNC Turning OperationDokument13 SeitenAnalysis On Surface Roughness of Different Materials in CNC Turning OperationManoj Kumar SNoch keine Bewertungen
- Optimization of Machining Parameters During CNC Turning of Aluminium 6061 With CNMG EN-TM (H20TI) Insert Using Response Surface Methodology (RSM)Dokument8 SeitenOptimization of Machining Parameters During CNC Turning of Aluminium 6061 With CNMG EN-TM (H20TI) Insert Using Response Surface Methodology (RSM)Sreejith S NairNoch keine Bewertungen
- Paper ShobraDokument15 SeitenPaper ShobrapatigovNoch keine Bewertungen
- Modeling and Optimization of Tool Wear and SurfaceRoughness in Turning of Al SiCp Using Response Surface MethodologyDokument13 SeitenModeling and Optimization of Tool Wear and SurfaceRoughness in Turning of Al SiCp Using Response Surface MethodologyYosseline Vargas MezaNoch keine Bewertungen
- Determination of Optimum Cutting Parameters For Multiperformance Characteristics in CNC End Milling of Al-Si7Mg Aluminum AlloyDokument7 SeitenDetermination of Optimum Cutting Parameters For Multiperformance Characteristics in CNC End Milling of Al-Si7Mg Aluminum AlloyerpublicationNoch keine Bewertungen
- CNC TurningDokument5 SeitenCNC TurningJournalNX - a Multidisciplinary Peer Reviewed JournalNoch keine Bewertungen
- Review of Material TestedDokument14 SeitenReview of Material Testedmanasha majhiNoch keine Bewertungen
- Experimentation and Prediction of Surface Roughness of The Machining Parameter With Reference To The Rake Angle in End MillDokument11 SeitenExperimentation and Prediction of Surface Roughness of The Machining Parameter With Reference To The Rake Angle in End MillDr. Mahesh GopalNoch keine Bewertungen
- 26875303Dokument9 Seiten26875303Haresh RaisinghaniNoch keine Bewertungen
- Optimization of Process Parameters For Milling Using Taguchi MethodsDokument8 SeitenOptimization of Process Parameters For Milling Using Taguchi MethodsChoy Hau YanNoch keine Bewertungen
- RK Bhushan 1Dokument14 SeitenRK Bhushan 1rrathoreNoch keine Bewertungen
- Che Do Cat1Dokument7 SeitenChe Do Cat1Giang Hoai VuNoch keine Bewertungen
- Optimization of Surface Roughness and Material Removal Rate in Turning of Aisi D2Dokument3 SeitenOptimization of Surface Roughness and Material Removal Rate in Turning of Aisi D2Fikri SiplhoNoch keine Bewertungen
- Experimental Investigation of Machining PDFDokument8 SeitenExperimental Investigation of Machining PDFJeyapragash RNoch keine Bewertungen
- Experimental Investigation and Multi Optimization For Machinability of Aluminum Alloy 5005 H34 Using Composite Desirability Method and PCADokument21 SeitenExperimental Investigation and Multi Optimization For Machinability of Aluminum Alloy 5005 H34 Using Composite Desirability Method and PCAMohsin QaziNoch keine Bewertungen
- An Overview of Optimization Techniques For CNC Milling MachineDokument4 SeitenAn Overview of Optimization Techniques For CNC Milling MachineArif NurrohmanNoch keine Bewertungen
- Materials Today: Proceedings: S. Saravanamurugan, B. Shyam Sundar, R. Sibi Pranav, A. ShanmugasundaramDokument7 SeitenMaterials Today: Proceedings: S. Saravanamurugan, B. Shyam Sundar, R. Sibi Pranav, A. Shanmugasundaramsundaramaks saravana muruganNoch keine Bewertungen
- Optimization of Cutting Parameters For AISI H13 Tool Steel by Taguchi Method and Artificial Neural NetworkDokument19 SeitenOptimization of Cutting Parameters For AISI H13 Tool Steel by Taguchi Method and Artificial Neural Networkelie chaneNoch keine Bewertungen
- Effect of Spindle Speed and Feed Rate On Surface Roughness and Material Removal Rate of AA6063A in CNC Turning Using Response Surface MethodologyDokument5 SeitenEffect of Spindle Speed and Feed Rate On Surface Roughness and Material Removal Rate of AA6063A in CNC Turning Using Response Surface MethodologyFikri SiplhoNoch keine Bewertungen
- Surface Roughness Analysis in Milling Machining Using Design of ExperimentDokument9 SeitenSurface Roughness Analysis in Milling Machining Using Design of Experiment21P410 - VARUN MNoch keine Bewertungen
- Minimization of Surface Roughness and TemperatureDokument18 SeitenMinimization of Surface Roughness and TemperatureDr. Mahesh GopalNoch keine Bewertungen
- 01 Machining Parameters Optimization of AA6061 UsingDokument11 Seiten01 Machining Parameters Optimization of AA6061 UsingCHINNARASU KNoch keine Bewertungen
- Investigation On MRR and RA of Surface Grinding On EN31Dokument8 SeitenInvestigation On MRR and RA of Surface Grinding On EN31Innovative Research PublicationsNoch keine Bewertungen
- Measurement: Ravindra Nath YadavDokument8 SeitenMeasurement: Ravindra Nath Yadavkuba DefaruNoch keine Bewertungen
- Prediction and Optimization of Tool Wear On A22E (Bimetal Bearing Material) Using RSM and Genetic AlgorithmDokument13 SeitenPrediction and Optimization of Tool Wear On A22E (Bimetal Bearing Material) Using RSM and Genetic AlgorithmDr. Mahesh GopalNoch keine Bewertungen
- Basha 2Dokument6 SeitenBasha 2girishchandraejjadaNoch keine Bewertungen
- Comparison of Different Tool Path in Pocket MillingDokument6 SeitenComparison of Different Tool Path in Pocket MillingPrayogi WicaksanaNoch keine Bewertungen
- Metal Matrix Composites: A Modern Approach to ManufacturingVon EverandMetal Matrix Composites: A Modern Approach to ManufacturingNoch keine Bewertungen
- Large and Middle-scale Aperture Aspheric Surfaces: Lapping, Polishing and MeasurementVon EverandLarge and Middle-scale Aperture Aspheric Surfaces: Lapping, Polishing and MeasurementNoch keine Bewertungen
- ME338 - Lecture 4 - Shaping-TurningDokument11 SeitenME338 - Lecture 4 - Shaping-TurningVarun PathakNoch keine Bewertungen
- Morbidelli M600 M800 - Ing - 3Dokument32 SeitenMorbidelli M600 M800 - Ing - 3marco lopez perezNoch keine Bewertungen
- Review On Edg PDFDokument8 SeitenReview On Edg PDFBibekanand PadhiNoch keine Bewertungen
- Wire Edm, Edg, EddgDokument23 SeitenWire Edm, Edg, EddgKrishna GopalNoch keine Bewertungen
- Manufacturing Science Lab ManualDokument29 SeitenManufacturing Science Lab Manualranjeet singh100% (1)
- Biglia b658 SM Katalogu 968Dokument16 SeitenBiglia b658 SM Katalogu 968halil balNoch keine Bewertungen
- Finite Element Modelling and Analysis of Hot Turning OperationDokument15 SeitenFinite Element Modelling and Analysis of Hot Turning OperationIJRASETPublicationsNoch keine Bewertungen
- Implementation of CAD/CAM System CATIA V5 in Simulation of CNC Machining ProcessDokument8 SeitenImplementation of CAD/CAM System CATIA V5 in Simulation of CNC Machining ProcessRay SaNoch keine Bewertungen
- Heller 4 Axe - ENDokument32 SeitenHeller 4 Axe - ENDelia PalerNoch keine Bewertungen
- Chip Formation When Machining Inconel 718 Under Minimum Quantity LubricationDokument5 SeitenChip Formation When Machining Inconel 718 Under Minimum Quantity LubricationAzreen ZainolNoch keine Bewertungen
- Abrasive Water Jet MachiningDokument40 SeitenAbrasive Water Jet MachiningAnurag Mamgain100% (1)
- Me6004 UcmpDokument93 SeitenMe6004 UcmpRam100% (1)
- Surface TextureDokument20 SeitenSurface TextureROHAN DESAINoch keine Bewertungen
- 5XCAMDokument10 Seiten5XCAMTrường GiangNoch keine Bewertungen
- Ncyclo Fact SheetDokument4 SeitenNcyclo Fact SheetIvkraNoch keine Bewertungen
- 07 Tool Wear, Life & MachinabilityDokument27 Seiten07 Tool Wear, Life & MachinabilitySasi ReddyNoch keine Bewertungen
- Rotor Evaluation Regarding RunoutDokument7 SeitenRotor Evaluation Regarding Runoutdm mNoch keine Bewertungen
- Toolroom Mill Operator's Addendum Has Milling MachingDokument14 SeitenToolroom Mill Operator's Addendum Has Milling Machinga_kiyaNoch keine Bewertungen
- Development of ThreadDokument28 SeitenDevelopment of ThreadAsiri UmayangaNoch keine Bewertungen
- MSC Industrial Direct - Shopping CartDokument2 SeitenMSC Industrial Direct - Shopping CartguzmanyeNoch keine Bewertungen
- Skybull 600MDokument64 SeitenSkybull 600MPedro Massao NagaiNoch keine Bewertungen
- Sweeraj ProfileDokument2 SeitenSweeraj ProfileSwapnil NarkhedeNoch keine Bewertungen