Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- DC1896 XMT 350 FieldPro Systems EnglishDokument8 SeitenDC1896 XMT 350 FieldPro Systems EnglishVictor PATIÑONoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- B22 ZERO 29220 Catalogue Sheet EN 04 23Dokument2 SeitenB22 ZERO 29220 Catalogue Sheet EN 04 23Victor PATIÑONoch keine Bewertungen
- Fast Cam ComparisonDokument2 SeitenFast Cam ComparisonJimmy MyNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Fast Cam Machine ControllersDokument1 SeiteFast Cam Machine ControllersJimmy MyNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Fastshapes - Penstock: Typical ApplicationsDokument1 SeiteFastshapes - Penstock: Typical ApplicationsVictor PATIÑONoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- C Series Product Guide PDFDokument112 SeitenC Series Product Guide PDFVictor PATIÑONoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- BN 350E Mig/Mag Torch Range: ModelDokument1 SeiteBN 350E Mig/Mag Torch Range: ModelVictor PATIÑONoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Miller Electric Submerged Arc Welding TractorDokument4 SeitenMiller Electric Submerged Arc Welding TractorVictor PATIÑONoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- ED57 Big Blue 400 Pro EnglishDokument8 SeitenED57 Big Blue 400 Pro EnglishVictor PATIÑONoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Move Beams Around The Shop Safely: Sumner Manufacturing Co, IncDokument1 SeiteMove Beams Around The Shop Safely: Sumner Manufacturing Co, IncVictor PATIÑONoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- XMT 350 FieldPro-SpecsDokument8 SeitenXMT 350 FieldPro-SpecsVictor PATIÑONoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Auto-Feed Beveling Machine From SteelmaxDokument2 SeitenAuto-Feed Beveling Machine From SteelmaxVictor PATIÑONoch keine Bewertungen
- ED442 Bobcat 260 EnglishDokument8 SeitenED442 Bobcat 260 EnglishVictor PATIÑO100% (1)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- BM16 0417 PostDokument2 SeitenBM16 0417 PostVictor PATIÑONoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- 6-Axis Type Robot Welding MachineDokument5 Seiten6-Axis Type Robot Welding MachineVictor PATIÑONoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Move Beams Around The Shop Safely: Sumner Manufacturing Co, IncDokument1 SeiteMove Beams Around The Shop Safely: Sumner Manufacturing Co, IncVictor PATIÑONoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Auto-Feed Beveling Machine From SteelmaxDokument2 SeitenAuto-Feed Beveling Machine From SteelmaxVictor PATIÑONoch keine Bewertungen
- 900 - 2100mm Shaft Junction - Jul19Dokument1 Seite900 - 2100mm Shaft Junction - Jul19Victor PATIÑONoch keine Bewertungen
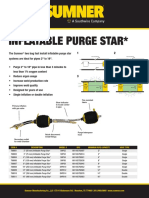
- 2001 PURGE STAR Spec Sheet-SumnerDokument1 Seite2001 PURGE STAR Spec Sheet-SumnerVictor PATIÑONoch keine Bewertungen
- Portable Beveling Machine From SteelmaxDokument2 SeitenPortable Beveling Machine From SteelmaxVictor PATIÑONoch keine Bewertungen
- Operator'S Manual: The Tools of InnovationDokument33 SeitenOperator'S Manual: The Tools of InnovationVictor PATIÑONoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- IRON MIG 221-221P MULTI - EnglishDokument11 SeitenIRON MIG 221-221P MULTI - EnglishVictor PATIÑONoch keine Bewertungen
- User Manual Dragon III 2017.8.22 FinalDokument43 SeitenUser Manual Dragon III 2017.8.22 FinalVictor PATIÑONoch keine Bewertungen
- Robot HonyenDokument36 SeitenRobot HonyenVictor PATIÑONoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Köco-Compact Stud Welding Equipment: Elotop 2010Dokument1 SeiteKöco-Compact Stud Welding Equipment: Elotop 2010Victor PATIÑONoch keine Bewertungen
- XPR170 Manual en PDFDokument400 SeitenXPR170 Manual en PDFVictor PATIÑONoch keine Bewertungen
- TKW series ultr1 (new) 有高压-2014.1.13Dokument236 SeitenTKW series ultr1 (new) 有高压-2014.1.13Victor PATIÑONoch keine Bewertungen
- Arc Spray TechnologyDokument11 SeitenArc Spray TechnologyVictor PATIÑONoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Behringer Xenyx X1832usb 18 Input Usb Audio Mixer X1832usb B H 108107 User ManualDokument21 SeitenBehringer Xenyx X1832usb 18 Input Usb Audio Mixer X1832usb B H 108107 User ManualAntonio MoogNoch keine Bewertungen
- Shower Column SHCM-2050-00 Installation GuideDokument7 SeitenShower Column SHCM-2050-00 Installation Guidewww.everything4less.comNoch keine Bewertungen
- ALPHA SACX PLUS 0307 Wave SolderDokument5 SeitenALPHA SACX PLUS 0307 Wave SolderVimal Kumar VarmaNoch keine Bewertungen
- Warranty Terms HP LaptopDokument1 SeiteWarranty Terms HP Laptopbiggo445Noch keine Bewertungen
- TR100 7831Dokument512 SeitenTR100 7831Yuda PratamaNoch keine Bewertungen
- Vacuum Nve 466 Owners ManualDokument52 SeitenVacuum Nve 466 Owners ManualMauricio TorresNoch keine Bewertungen
- ProModel Professional License AgreementDokument1 SeiteProModel Professional License AgreementMeliza SuarezNoch keine Bewertungen
- Cimco HSMUser Guide A5 WebDokument77 SeitenCimco HSMUser Guide A5 WebBartosz SieniekNoch keine Bewertungen
- Manual DessertDokument32 SeitenManual DessertDANIEL F. HERNANDEZ100% (1)
- Speedometer Installation Manua Online Version 092507 PDFDokument58 SeitenSpeedometer Installation Manua Online Version 092507 PDFAddyTossaNoch keine Bewertungen
- Ductile Iron Fittings CatalogueDokument12 SeitenDuctile Iron Fittings Catalogueramkesh rathaurNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Manual - HSIDokument23 SeitenManual - HSIrichardfloyd100% (1)
- FP6000CS8000CS ManualDokument112 SeitenFP6000CS8000CS ManualAnte50% (2)
- Dual Expression: - Warranty InformationDokument1 SeiteDual Expression: - Warranty InformationcarloNoch keine Bewertungen
- Stanley Hinges Price Book - 2015Dokument104 SeitenStanley Hinges Price Book - 2015Security Lock DistributorsNoch keine Bewertungen
- Solution Manual For Essentials of Statistics For The Behavioral Sciences, 9th Edition, Frederick J Gravetter, Larry B. Wallnau, Lori-Ann B. ForzanoDokument15 SeitenSolution Manual For Essentials of Statistics For The Behavioral Sciences, 9th Edition, Frederick J Gravetter, Larry B. Wallnau, Lori-Ann B. ForzanoSharonToddpzkib100% (13)
- Sales Summary - Articles 1458-1637 Sales Summary - Articles 1458-1637Dokument5 SeitenSales Summary - Articles 1458-1637 Sales Summary - Articles 1458-1637Jhazz Do100% (2)
- Manual - Cable Reels 1400 SeriesDokument26 SeitenManual - Cable Reels 1400 Seriesjray1982Noch keine Bewertungen
- BULLOCK v. MENU FOODS INC. Et Al - Document No. 1Dokument16 SeitenBULLOCK v. MENU FOODS INC. Et Al - Document No. 1Justia.comNoch keine Bewertungen
- Asme b30.21, Manual de TecleDokument48 SeitenAsme b30.21, Manual de TecleJesús Herrera0% (1)
- Al Malki 2-11-18 PDFDokument8 SeitenAl Malki 2-11-18 PDFNafras MohammedNoch keine Bewertungen
- Cha Jing (A.D.733-A.D.804) by Lu, Yu, 733-804Dokument14 SeitenCha Jing (A.D.733-A.D.804) by Lu, Yu, 733-804Gutenberg.orgNoch keine Bewertungen
- Sales JD 2 2 Tue 6 8 PMDokument4 SeitenSales JD 2 2 Tue 6 8 PMemmanNoch keine Bewertungen
- Mill Roll - NCCMDokument5 SeitenMill Roll - NCCMFernando CeregatoNoch keine Bewertungen
- Tecle Ratchet1Dokument17 SeitenTecle Ratchet1lark_Noch keine Bewertungen
- Manual 2338Dokument36 SeitenManual 2338pepeNoch keine Bewertungen
- Sensortronics Load Cells: Product OverviewDokument4 SeitenSensortronics Load Cells: Product Overviewsrboghe651665Noch keine Bewertungen
- Interchar 963: Acrylic IntumescentDokument4 SeitenInterchar 963: Acrylic IntumescentImran MulaniNoch keine Bewertungen
- 7 Measures of Performance in Lean KPI Tool AdaptiveBMSDokument6 Seiten7 Measures of Performance in Lean KPI Tool AdaptiveBMSDIEGO2109Noch keine Bewertungen
- Amercoat 400AL PDFDokument4 SeitenAmercoat 400AL PDFLalit Bom MallaNoch keine Bewertungen