Das könnte Ihnen auch gefallen
- Method Statement - Non-Metallic Pipeline Instalation & Pull Through To HDDDokument8 SeitenMethod Statement - Non-Metallic Pipeline Instalation & Pull Through To HDDMuhammad IrsyadiNoch keine Bewertungen
- Itp and Test Plan Rubber Fender Rev. 0Dokument5 SeitenItp and Test Plan Rubber Fender Rev. 0Danu Sutanto100% (1)
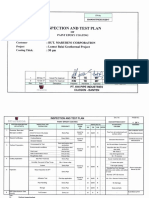
- Inspection and Test PlanDokument58 SeitenInspection and Test PlanTouil Houssem100% (1)
- Sand Blast and Painting Work ProsedurDokument8 SeitenSand Blast and Painting Work ProsedurRizki AgustiarNoch keine Bewertungen
- Pds Tial m80Dokument2 SeitenPds Tial m80Yan FerizalNoch keine Bewertungen
- Sakuti Method - Statement - For - HRSG - Works CrsherDokument32 SeitenSakuti Method - Statement - For - HRSG - Works CrsherMIL RABNoch keine Bewertungen
- Minimum Number of Thermocouples-Local PWHTDokument5 SeitenMinimum Number of Thermocouples-Local PWHTPradip Goswami100% (1)
- GSB-Form-246 Dimension Inspection Report (Circum)Dokument1 SeiteGSB-Form-246 Dimension Inspection Report (Circum)Made GileeNoch keine Bewertungen
- Storage Tank Hydrostatic Test Quality Control and Inspection Report Form PDFDokument1 SeiteStorage Tank Hydrostatic Test Quality Control and Inspection Report Form PDFRadhakrishna VachaNoch keine Bewertungen
- IRN For QC 64210-1 Ansao Venturi Pin (1-800)Dokument1 SeiteIRN For QC 64210-1 Ansao Venturi Pin (1-800)Senthil KumarNoch keine Bewertungen
- Flange Bolt Tightening ProceduresDokument11 SeitenFlange Bolt Tightening Proceduresjerrymcfly0% (1)
- Hardness Test Quality Control and Inspection Report FormDokument17 SeitenHardness Test Quality Control and Inspection Report FormAlif Rahmat Febrianto0% (1)
- Table Pengecekan Hydrostatic Pressure Test Product ValvesDokument31 SeitenTable Pengecekan Hydrostatic Pressure Test Product ValvesIksan Mustofa50% (2)
- Zinc Rich Cold Galvanizing (UZZIEL 215) : Product DescriptionDokument1 SeiteZinc Rich Cold Galvanizing (UZZIEL 215) : Product DescriptionImam SitumeangNoch keine Bewertungen
- Organization Chart For Pipe Line Project 01Dokument1 SeiteOrganization Chart For Pipe Line Project 01MaherNoch keine Bewertungen
- Procedure Fabrikasi TankiDokument10 SeitenProcedure Fabrikasi TankiMuhammad Yunus NurdinNoch keine Bewertungen
- Roundness Check Accetance of Storage Tank - TierDokument1 SeiteRoundness Check Accetance of Storage Tank - Tierarkaprava ghoshNoch keine Bewertungen
- Shelter Installation Manual-Body Part Installation - R1.1Dokument60 SeitenShelter Installation Manual-Body Part Installation - R1.1Daniel Deng Monyde100% (1)
- Procedure Erection Rev.1 PDFDokument25 SeitenProcedure Erection Rev.1 PDFFadhil J AhmadNoch keine Bewertungen
- TIMAS-PR-PI-001 - Hot Tapping ProcedureDokument11 SeitenTIMAS-PR-PI-001 - Hot Tapping ProcedureMechanical Static WRKNoch keine Bewertungen
- SOP - 06 - Visual and Dimensional ProcedureDokument22 SeitenSOP - 06 - Visual and Dimensional ProcedureSuci YatiningtiyasNoch keine Bewertungen
- GK04-SM-6P-00-202 Rev.B Steel Structure Erection ProcedureDokument15 SeitenGK04-SM-6P-00-202 Rev.B Steel Structure Erection ProcedureElias EliasNoch keine Bewertungen
- Erection of DPC Clinker Silo Extraction-2Dokument7 SeitenErection of DPC Clinker Silo Extraction-2RajuNoch keine Bewertungen
- SOW Fabrikasi C-335-01 - 19.116.1Dokument1 SeiteSOW Fabrikasi C-335-01 - 19.116.1AlfanNoch keine Bewertungen
- Grouting Format Report (Electrical Panel)Dokument1 SeiteGrouting Format Report (Electrical Panel)Anas PratamaNoch keine Bewertungen
- Welding Inspection ReportDokument1 SeiteWelding Inspection ReportabdiNoch keine Bewertungen
- Bulletin - PP-005 - FRP Pipe Tee-In Joint ProcedureDokument6 SeitenBulletin - PP-005 - FRP Pipe Tee-In Joint ProcedureSatria PradanaNoch keine Bewertungen
- Annex 7-2 Deviation ListDokument3 SeitenAnnex 7-2 Deviation Listabdullah amanullahNoch keine Bewertungen
- MSP 236 Rev. 5 - Piping Fabrication, Installation, Cleaning & TestingDokument40 SeitenMSP 236 Rev. 5 - Piping Fabrication, Installation, Cleaning & Testingarif rh100% (1)
- b002 - Report Construction of Sheet PileDokument7 Seitenb002 - Report Construction of Sheet PileMOHAMMAD KAZINoch keine Bewertungen
- Itp For Tank Fabrication Installation Work1 Rev02 PDFDokument22 SeitenItp For Tank Fabrication Installation Work1 Rev02 PDFMichelNoch keine Bewertungen
- 001 Itp For Painting Rev 0Dokument7 Seiten001 Itp For Painting Rev 0Alif Rahmat FebriantoNoch keine Bewertungen
- Inspection & Test Plan: Sub-Contractor Con - Tractor Saudi AramcoDokument1 SeiteInspection & Test Plan: Sub-Contractor Con - Tractor Saudi AramcoDelta akathehusky100% (1)
- Cover MDR, MDR Index Dan Pembatas (Rev)Dokument19 SeitenCover MDR, MDR Index Dan Pembatas (Rev)Richard Adolf100% (1)
- QCF118 Steel Structure ErectionkDokument1 SeiteQCF118 Steel Structure ErectionkminhnnNoch keine Bewertungen
- Sikagrout - 214: High Performance, Non Shrink, Expanding Cementitious Grouting MortarDokument3 SeitenSikagrout - 214: High Performance, Non Shrink, Expanding Cementitious Grouting MortarSulaim Al KautsarNoch keine Bewertungen
- NDT Request Form: Project Quality Assurance & ControlDokument1 SeiteNDT Request Form: Project Quality Assurance & ControlIzar Irhamni, ST100% (1)
- Hydrotest - 333 AG FW 0001 - Rev03 PDFDokument26 SeitenHydrotest - 333 AG FW 0001 - Rev03 PDFIhsan IchwansyahNoch keine Bewertungen
- 16 - SGU - RT - ASME - 16 - Radiographic - REV - 00Dokument53 Seiten16 - SGU - RT - ASME - 16 - Radiographic - REV - 00pankrasius herbudiNoch keine Bewertungen
- SOP Pipe InsulationDokument5 SeitenSOP Pipe Insulationnida ahmad musyafa ptasrNoch keine Bewertungen
- Method Statement For CPFII Pipe Cleaning&Flushing With Air Works Rev1Dokument9 SeitenMethod Statement For CPFII Pipe Cleaning&Flushing With Air Works Rev1Delil OzanNoch keine Bewertungen
- Contoh Insp & Test Plan (ITP)Dokument4 SeitenContoh Insp & Test Plan (ITP)alex_scribd_rpi100% (1)
- Table of Content: Elbow Trimming ProcedureDokument5 SeitenTable of Content: Elbow Trimming ProcedureMechanical Static WRKNoch keine Bewertungen
- Tds Kansai Sureglass VeDokument2 SeitenTds Kansai Sureglass VeSyed Abdul Rahman100% (1)
- Certificate of CompletionDokument2 SeitenCertificate of CompletionRyan Aulia RahmanNoch keine Bewertungen
- 02 MechanicalDokument44 Seiten02 Mechanicalmusaismail8863Noch keine Bewertungen
- Hydro Testing Procedure - ZVV-JASH-R0Dokument5 SeitenHydro Testing Procedure - ZVV-JASH-R0manojNoch keine Bewertungen
- QAQC Form - ArchitechtureDokument42 SeitenQAQC Form - ArchitechtureMohammad Hadoumi SaldanNoch keine Bewertungen
- Client: Job No.: Job Title: Client's Job No.:: Company NameDokument13 SeitenClient: Job No.: Job Title: Client's Job No.:: Company NamejorgekarlosprNoch keine Bewertungen
- Storage Tank Shell Banding Quality Control and Inspection Report FormDokument1 SeiteStorage Tank Shell Banding Quality Control and Inspection Report FormAlif Rahmat FebriantoNoch keine Bewertungen
- Erection Tolerances S.No. Description ToleranceDokument2 SeitenErection Tolerances S.No. Description ToleranceRajaram JayaramanNoch keine Bewertungen
- Flang ManegmentDokument12 SeitenFlang ManegmentYasser Abd El Fattah100% (1)
- Bolt Torque TighteningDokument2 SeitenBolt Torque Tighteningqc_531040655Noch keine Bewertungen
- Welder List For WQTDokument1 SeiteWelder List For WQTAnonymous rYZyQQot550% (2)
- BOQ Nego Penggantian Tanki Air (Roof Tank)Dokument1 SeiteBOQ Nego Penggantian Tanki Air (Roof Tank)Hendra Ginting100% (1)
- 1 Gala Bronze Y-Strainer Fig 7654 SMDokument1 Seite1 Gala Bronze Y-Strainer Fig 7654 SMNon Etabas Gadnatam100% (1)
- 002 Tipp-sct-Ahc-ms-002 Method Statment For GRP Pipe InstallationDokument30 Seiten002 Tipp-sct-Ahc-ms-002 Method Statment For GRP Pipe InstallationZishan AliNoch keine Bewertungen
- Mmp001 210 Ws Pro 4291 Piping Hydrotest Procedure - Rev 0.Dokument13 SeitenMmp001 210 Ws Pro 4291 Piping Hydrotest Procedure - Rev 0.alfaffayandiNoch keine Bewertungen
- SOP-DUTA-CONS-1 Steel Structure Fabrication & Erection Procedure Rev.1Dokument22 SeitenSOP-DUTA-CONS-1 Steel Structure Fabrication & Erection Procedure Rev.1marifa tullah80% (5)
- TPL 1044 34570 VM DS 2817 R3Dokument29 SeitenTPL 1044 34570 VM DS 2817 R3m 418Noch keine Bewertungen
- Report - Form - MT - PT - RT - Ut - Cal - 2015Dokument9 SeitenReport - Form - MT - PT - RT - Ut - Cal - 2015YuwantoniAlNoch keine Bewertungen
- Pipe Instalation ChecklistDokument4 SeitenPipe Instalation ChecklistYuwantoniAlNoch keine Bewertungen
- TANK DWR-6323 Bottom PLDokument2 SeitenTANK DWR-6323 Bottom PLYuwantoniAlNoch keine Bewertungen
- Punch List Line 7109Dokument3 SeitenPunch List Line 7109YuwantoniAlNoch keine Bewertungen
- Schdule Remaining WorkDokument1 SeiteSchdule Remaining WorkYuwantoniAlNoch keine Bewertungen
- Sample of Form MDRDokument11 SeitenSample of Form MDRYuwantoniAlNoch keine Bewertungen
- Settlement Check Tank Summarize: Page 1 of 3Dokument12 SeitenSettlement Check Tank Summarize: Page 1 of 3YuwantoniAlNoch keine Bewertungen
- Punch List: 1 Touch Up Paining EMKDokument3 SeitenPunch List: 1 Touch Up Paining EMKYuwantoniAlNoch keine Bewertungen
- Form Welding Summary and Material Traceability Record - Piping TuhupDokument6 SeitenForm Welding Summary and Material Traceability Record - Piping TuhupYuwantoniAlNoch keine Bewertungen
- Hydro Test 7109Dokument3 SeitenHydro Test 7109YuwantoniAl100% (2)
- Asme Boiler & Pressure Vessel CodeDokument33 SeitenAsme Boiler & Pressure Vessel CodeYuwantoniAl100% (1)
- Form Checklist Machine SHD 160 Butt FusionDokument8 SeitenForm Checklist Machine SHD 160 Butt FusionYuwantoniAl100% (1)
- Sample of Form MDRDokument11 SeitenSample of Form MDRYuwantoniAlNoch keine Bewertungen
- ITP PipingDokument11 SeitenITP PipingYuwantoniAlNoch keine Bewertungen
- Welding Parameter Hdpe 160 PN 16 & PN 10Dokument4 SeitenWelding Parameter Hdpe 160 PN 16 & PN 10YuwantoniAlNoch keine Bewertungen
- Welding Parameter Machne SHD 160 (Hdpe 160 PN 16 & PN 10)Dokument4 SeitenWelding Parameter Machne SHD 160 (Hdpe 160 PN 16 & PN 10)YuwantoniAlNoch keine Bewertungen
- Shop Manual Wksae 30 PDFDokument1 SeiteShop Manual Wksae 30 PDFYuwantoniAlNoch keine Bewertungen
- Shop Manual Wksae 30 PDFDokument1 SeiteShop Manual Wksae 30 PDFYuwantoniAlNoch keine Bewertungen
- Alloy For BucketDokument3 SeitenAlloy For BucketYuwantoniAlNoch keine Bewertungen
- Guide To SSPC Vis 4Dokument4 SeitenGuide To SSPC Vis 4YuwantoniAlNoch keine Bewertungen
- SUMMARY PQT PT PERTAMINA (PERSERO) 15 February 2017Dokument15 SeitenSUMMARY PQT PT PERTAMINA (PERSERO) 15 February 2017YuwantoniAl100% (1)
- ITP of PAINT EPOXY COATING PDFDokument2 SeitenITP of PAINT EPOXY COATING PDFYuwantoniAlNoch keine Bewertungen
- ITP Erection of Site Tanks - RevDokument5 SeitenITP Erection of Site Tanks - RevYuwantoniAlNoch keine Bewertungen
- Manual Book Mesin HDPE SHD 315 PDFDokument22 SeitenManual Book Mesin HDPE SHD 315 PDFYuwantoniAl100% (1)
- Standard DVS 2207 1 For Butt Fusion Welding PDFDokument12 SeitenStandard DVS 2207 1 For Butt Fusion Welding PDFYuwantoniAlNoch keine Bewertungen
- Hydrostatic Test Procedure Storage TankDokument15 SeitenHydrostatic Test Procedure Storage TankYuwantoniAl75% (4)
- Basic Welding EngineeringDokument60 SeitenBasic Welding EngineeringYuwantoniAlNoch keine Bewertungen
- 'Hydrostatic ProcedureDokument7 Seiten'Hydrostatic ProcedureYuwantoniAlNoch keine Bewertungen
- Tool Nose CompansationDokument11 SeitenTool Nose CompansationManjunatha Gr100% (1)
- HW#5 SolutionDokument5 SeitenHW#5 Solutionmtydaics100% (2)
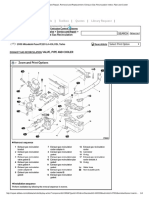
- Failures of Cylinder Head Valves On G3500C and G3500E Generator Set Engines (1100, 1105, 1121)Dokument5 SeitenFailures of Cylinder Head Valves On G3500C and G3500E Generator Set Engines (1100, 1105, 1121)Ahmed Nahrawy100% (1)
- Hydro Turbines - Bulb, The Complete Solution For Low HeadsDokument12 SeitenHydro Turbines - Bulb, The Complete Solution For Low HeadspalanaruvaNoch keine Bewertungen
- Hardness TestDokument10 SeitenHardness Testanil chejara100% (1)
- Forced and Free Vibration ProjectDokument4 SeitenForced and Free Vibration ProjectHarshdeep SinghNoch keine Bewertungen
- User Manual: Electronic ControlDokument72 SeitenUser Manual: Electronic ControlChí Khang NguyễnNoch keine Bewertungen
- Astm A105Dokument5 SeitenAstm A105Ali ArsalanNoch keine Bewertungen
- GTDokument33 SeitenGTowais_36100% (4)
- Floating JointDokument2 SeitenFloating JointEDUARDO NICOLASNoch keine Bewertungen
- Assignment On Shaft DesignDokument2 SeitenAssignment On Shaft DesignRitesh SinghNoch keine Bewertungen
- Lesson plan-2015-XI PDFDokument3 SeitenLesson plan-2015-XI PDFprashant vaishnavNoch keine Bewertungen
- Configuration Requirements and Effect of Irregularity in StructureDokument14 SeitenConfiguration Requirements and Effect of Irregularity in StructureHernan BeñabonNoch keine Bewertungen
- Viscous Fluid Flow ExamDokument2 SeitenViscous Fluid Flow ExamBibin Mathew JoseNoch keine Bewertungen
- Gear Box Oil Filtration in Cement Mills PDFDokument2 SeitenGear Box Oil Filtration in Cement Mills PDFShirish Patwardhan100% (1)
- Electrical Questions From AC DC Motors-Interview Questions and Answers-41864Dokument4 SeitenElectrical Questions From AC DC Motors-Interview Questions and Answers-41864amith.satyanarayankr aasplNoch keine Bewertungen
- An IDEX Water & Wastewater Business: Hydraulic & Mechanical Metering Pumps API 675Dokument8 SeitenAn IDEX Water & Wastewater Business: Hydraulic & Mechanical Metering Pumps API 675SabbirHasanNoch keine Bewertungen
- Analytical Formula and Boundary Conditions: Assignment 5.1 End Plate & Side Strip CalculationDokument8 SeitenAnalytical Formula and Boundary Conditions: Assignment 5.1 End Plate & Side Strip Calculationsc100% (1)
- Suzuki Jimny 4WD SystemDokument29 SeitenSuzuki Jimny 4WD SystemRuben Michel67% (9)
- New Vehicle New Tsbs Toolbox Quotes Library Request Vehicle Information CommunityDokument4 SeitenNew Vehicle New Tsbs Toolbox Quotes Library Request Vehicle Information CommunityJohn Mark AcederaNoch keine Bewertungen
- Pengaruh Kandungan Frekuensi Gempa Terhadap Simpangan Dan Drift Ratio 2 Arah Struktur Bangunan Set-Back Bertingkat BanyakDokument9 SeitenPengaruh Kandungan Frekuensi Gempa Terhadap Simpangan Dan Drift Ratio 2 Arah Struktur Bangunan Set-Back Bertingkat BanyakIvan MuhammadNoch keine Bewertungen
- Manual - CompAir Hydrovane HV11-15 (2006)Dokument34 SeitenManual - CompAir Hydrovane HV11-15 (2006)Muzakki Putra83% (6)
- Sample Preparation: ApplicationDokument3 SeitenSample Preparation: ApplicationDilhara WickramaarachchiNoch keine Bewertungen
- Component Engineering: Installation, Operation & Maintenance ManualDokument1 SeiteComponent Engineering: Installation, Operation & Maintenance ManualrsaimaheshNoch keine Bewertungen
- RiS Calefi 1colDokument16 SeitenRiS Calefi 1colKrstoNoch keine Bewertungen
- Operation of Centrifugal Clutch: Presented ByDokument12 SeitenOperation of Centrifugal Clutch: Presented BybilalfocusNoch keine Bewertungen
- HVAC PrinciplesDokument60 SeitenHVAC PrinciplesshreyashNoch keine Bewertungen
- FMC Hydraulic ActuatorsDokument2 SeitenFMC Hydraulic ActuatorsLuciano Fucello57% (7)
- WPS ExampleDokument2 SeitenWPS ExampleNur WijiantoNoch keine Bewertungen
- Spotcheck Developer SKD-S2: CertificationDokument3 SeitenSpotcheck Developer SKD-S2: Certificationnasser saldaña quinteroNoch keine Bewertungen