Das könnte Ihnen auch gefallen
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsVon EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsBewertung: 4 von 5 Sternen4/5 (1)
- MEP 1 Shafting SystemDokument19 SeitenMEP 1 Shafting SystemYohannes DennisNoch keine Bewertungen
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsVon EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNoch keine Bewertungen
- Maintenance of BearingDokument21 SeitenMaintenance of BearingJakJhonNoch keine Bewertungen
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesVon EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesBewertung: 5 von 5 Sternen5/5 (1)
- Bearings Types of Damages and Their Causes: Kushal Dhungana Ab13 Professor: José Brigas and Pedro Alves IndiceDokument12 SeitenBearings Types of Damages and Their Causes: Kushal Dhungana Ab13 Professor: José Brigas and Pedro Alves Indiceuploadz upNoch keine Bewertungen
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsVon EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsBewertung: 5 von 5 Sternen5/5 (1)
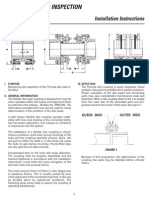
- Inspeccion de Acoples. Fallas PDFDokument4 SeitenInspeccion de Acoples. Fallas PDFEdgar CanelasNoch keine Bewertungen
- Angular Contact Bearing InstallationDokument3 SeitenAngular Contact Bearing Installationdk4monjureNoch keine Bewertungen
- Elements of Machine DesignDokument8 SeitenElements of Machine DesignYash PatilNoch keine Bewertungen
- BearingDokument12 SeitenBearingDahlan DahlanNoch keine Bewertungen
- General Series Overhead Crane: User ManualDokument27 SeitenGeneral Series Overhead Crane: User ManualjokoNoch keine Bewertungen
- Roatary Actuators - Micromatic Repair Manual - SS-001 Thru SS-130Dokument12 SeitenRoatary Actuators - Micromatic Repair Manual - SS-001 Thru SS-130tungNoch keine Bewertungen
- Troubleshooting Rolling Element Bearing ProblemsDokument24 SeitenTroubleshooting Rolling Element Bearing ProblemsnekoNcenNoch keine Bewertungen
- OWI 1000 DrawworksDokument54 SeitenOWI 1000 DrawworksÖnder Büyükişcan100% (1)
- Roller Chain GuideDokument5 SeitenRoller Chain GuidechikoopandaNoch keine Bewertungen
- Rolling Bearings: Bearing HandlingDokument6 SeitenRolling Bearings: Bearing HandlingSreenivasNoch keine Bewertungen
- 44 OH Fan Brgs Part 2Dokument2 Seiten44 OH Fan Brgs Part 2keyur1109Noch keine Bewertungen
- Hose Installation GuideDokument1 SeiteHose Installation GuidealimesmatparastNoch keine Bewertungen
- NSK Bearing Doctor2Dokument36 SeitenNSK Bearing Doctor2ssamonasNoch keine Bewertungen
- Mounting and Dismounting of Roller Bearing Project Tarek IsmaeelDokument7 SeitenMounting and Dismounting of Roller Bearing Project Tarek IsmaeelhouriaNoch keine Bewertungen
- Flowserve Pusher Seal ManualDokument16 SeitenFlowserve Pusher Seal ManualNikhil Princeton AndradeNoch keine Bewertungen
- Acoples FLOWSERVE - Instalación PDFDokument12 SeitenAcoples FLOWSERVE - Instalación PDFJenny Cecilia Ureña ZuriNoch keine Bewertungen
- Machinery Vibration Related To Poor Bolting PracticesDokument24 SeitenMachinery Vibration Related To Poor Bolting PracticesBitbitterNoch keine Bewertungen
- Main Engine Structure & MetallurgyDokument41 SeitenMain Engine Structure & MetallurgyMeghanath AdkonkarNoch keine Bewertungen
- Report Roller ChainDokument11 SeitenReport Roller ChainPejuangHati100% (1)
- CCK - W33 - Mounting - Withdrawal Sleeve - Mechanical MountingDokument14 SeitenCCK - W33 - Mounting - Withdrawal Sleeve - Mechanical Mountingpmf engineering limitedNoch keine Bewertungen
- FIS113eng Hi Temp BellowsDokument8 SeitenFIS113eng Hi Temp Bellowsandres castroNoch keine Bewertungen
- Roller Circle - Check and AdjustDokument3 SeitenRoller Circle - Check and AdjustGilney FreitasNoch keine Bewertungen
- Manual Minicargador Caterpillar bh27 y bh30Dokument5 SeitenManual Minicargador Caterpillar bh27 y bh30Pedro BarriosNoch keine Bewertungen
- Installation, Operation, & Maintenance Manual: Wall Mounted Articulating Jib CraneDokument12 SeitenInstallation, Operation, & Maintenance Manual: Wall Mounted Articulating Jib CraneFernando Gonzales HNoch keine Bewertungen
- Ms Clamshell Operating ManualDokument28 SeitenMs Clamshell Operating ManualEhsan50% (2)
- Diesel Engine ComponentDokument22 SeitenDiesel Engine ComponentRahul KumarNoch keine Bewertungen
- CARB in Industrial FansDokument8 SeitenCARB in Industrial FansJurun_Bidanshi100% (1)
- SKF Self Aligning BearingsDokument22 SeitenSKF Self Aligning BearingsLLNoch keine Bewertungen
- TSK EngDokument7 SeitenTSK EnguotefokNoch keine Bewertungen
- Brake Troubleshooting TipsDokument2 SeitenBrake Troubleshooting Tips6yk1swyxcNoch keine Bewertungen
- Assembly Instructions: Retrofit For Bridgeport Series 1 MillsDokument4 SeitenAssembly Instructions: Retrofit For Bridgeport Series 1 MillsDustin_JanesNoch keine Bewertungen
- 04-Coupling 304 Motor-Gear PDFDokument12 Seiten04-Coupling 304 Motor-Gear PDFManuel Díaz VilloutaNoch keine Bewertungen
- Bearings: 7.0 Table of ContentsDokument16 SeitenBearings: 7.0 Table of ContentsT ThirumuruganNoch keine Bewertungen
- Roatary Actuators - Micromatic Repair Manual - 26R-2 Thru 26R-124Dokument14 SeitenRoatary Actuators - Micromatic Repair Manual - 26R-2 Thru 26R-124tungNoch keine Bewertungen
- HLX5 Drifter Failure Guide (Rev3)Dokument57 SeitenHLX5 Drifter Failure Guide (Rev3)Leo67% (3)
- Prensa Kurt D688Dokument17 SeitenPrensa Kurt D688Arnulfo Larragoitia Martinez100% (1)
- Module 6 BearingDokument43 SeitenModule 6 BearingChristian NkomayombiNoch keine Bewertungen
- Effects of Bearing Misalignment On Bearing Performance: BackgroundDokument2 SeitenEffects of Bearing Misalignment On Bearing Performance: BackgroundbelenyeriruelNoch keine Bewertungen
- AGN 076 - Alternator Bearings: Application Guidance Notes: Technical Information From Cummins Generator TechnologiesDokument8 SeitenAGN 076 - Alternator Bearings: Application Guidance Notes: Technical Information From Cummins Generator TechnologiesP.p. Arul Ilancheeran0% (1)
- Unit I Locating and Clamping PrinciplesDokument15 SeitenUnit I Locating and Clamping PrinciplesMECHANICAL DESIGNSNoch keine Bewertungen
- Eurodrive Torque Arm Technical NotesDokument6 SeitenEurodrive Torque Arm Technical NotesLuis RojasNoch keine Bewertungen
- Installation Instructions: BW Seals Q, QB SeriesDokument8 SeitenInstallation Instructions: BW Seals Q, QB Seriesaliihsan3461Noch keine Bewertungen
- Belt Failure Posters BothDokument2 SeitenBelt Failure Posters BothAnonymous vcdJ4LKHNoch keine Bewertungen
- ZJ70DBS Drilling Rig NJ-15C2 Series Drilling Fluid Agitator User ManualDokument9 SeitenZJ70DBS Drilling Rig NJ-15C2 Series Drilling Fluid Agitator User ManualAhmedNoch keine Bewertungen
- Main BearingDokument28 SeitenMain BearingCadet Aviral Jha [9335]100% (1)
- 2014 RMB Tech Manual Rev Apr 8Dokument71 Seiten2014 RMB Tech Manual Rev Apr 8muzNoch keine Bewertungen
- Cage DamageDokument4 SeitenCage DamagezaidbismaNoch keine Bewertungen
- Bearing Damage AnalysisDokument12 SeitenBearing Damage AnalysisZulfahmi IrhamdaniNoch keine Bewertungen
- Shaft AlignmentDokument7 SeitenShaft AlignmentAmitanshu SharmaNoch keine Bewertungen
- Montaje Drive UpDokument2 SeitenMontaje Drive UpALANNoch keine Bewertungen
- Bearing Mounting Basics PDFDokument4 SeitenBearing Mounting Basics PDFssoares1989Noch keine Bewertungen
- RoboticfeederDokument2 SeitenRoboticfeederCarlos SosaNoch keine Bewertungen
- ERIEZ Alimentadores Vibratorios, Conveyors y Screeners. Guía de Selección (VB-67)Dokument8 SeitenERIEZ Alimentadores Vibratorios, Conveyors y Screeners. Guía de Selección (VB-67)angelsiddhartaNoch keine Bewertungen
- MCAMX2 AdvMultiaxisTutorialDokument130 SeitenMCAMX2 AdvMultiaxisTutorialAaron Winter100% (1)
- Welding Process Instructions: Rice Mfg. ROBOTICSDokument66 SeitenWelding Process Instructions: Rice Mfg. ROBOTICSCarlos SosaNoch keine Bewertungen
- 68 105 094 TR V PR GB 002 11 Uebersicht Lineargeber WebDokument44 Seiten68 105 094 TR V PR GB 002 11 Uebersicht Lineargeber WebCarlos SosaNoch keine Bewertungen
- Source: Lesjöfors AB: Design Optimization of Linear Vibratory ConveyorsDokument1 SeiteSource: Lesjöfors AB: Design Optimization of Linear Vibratory ConveyorsCarlos SosaNoch keine Bewertungen
- ManualDokument7 SeitenManualGiuseppe VarrialeNoch keine Bewertungen
- Automation in Aluminium WeldingDokument299 SeitenAutomation in Aluminium WeldingCarlos SosaNoch keine Bewertungen
- WJ 1977 02 S51induction Aluminium WeldingDokument5 SeitenWJ 1977 02 S51induction Aluminium WeldingCarlos SosaNoch keine Bewertungen
- Dissimilar Joining A6061 Aluminum Alloy and Sus304 Stainless Steel by The Tungsten Inert Gas Welding ProcessDokument12 SeitenDissimilar Joining A6061 Aluminum Alloy and Sus304 Stainless Steel by The Tungsten Inert Gas Welding ProcessCarlos SosaNoch keine Bewertungen
- 27 Open Pit Mining Claes Lowgren Final and ExtranetDokument64 Seiten27 Open Pit Mining Claes Lowgren Final and ExtranetCarlos SosaNoch keine Bewertungen
- Handbook of Induction Heating, 2nd Edition: August 2017Dokument23 SeitenHandbook of Induction Heating, 2nd Edition: August 2017Ashok PatelNoch keine Bewertungen
- Welding Strenx and Hardox V5 2015Dokument16 SeitenWelding Strenx and Hardox V5 2015Rodrigo100% (1)
- Antorcha para Soldar Aluminio ArcmateDokument8 SeitenAntorcha para Soldar Aluminio ArcmateCarlos SosaNoch keine Bewertungen
- Weldability - Introduction To MIG WeldingDokument16 SeitenWeldability - Introduction To MIG WeldingMaureen BairdNoch keine Bewertungen
- 09-Hardox Tool Recommendations For Hardox Wear Plate PDFDokument4 Seiten09-Hardox Tool Recommendations For Hardox Wear Plate PDFMartin AsatoNoch keine Bewertungen
- Profile Guide RextDokument216 SeitenProfile Guide RextCarlos SosaNoch keine Bewertungen
- Roboscan: A Combined 2D and 3D Vision System For Improved Speed and Flexibility in Pick-And-Place OperationDokument16 SeitenRoboscan: A Combined 2D and 3D Vision System For Improved Speed and Flexibility in Pick-And-Place OperationCarlos SosaNoch keine Bewertungen
- Lincoln GMAW Welding GuideDokument96 SeitenLincoln GMAW Welding GuideМич БјукенонNoch keine Bewertungen
- Ballscrew Failure Analysis PDFDokument4 SeitenBallscrew Failure Analysis PDFCarlos SosaNoch keine Bewertungen
- Kurt Lange - Handbook of Metal Forming - Society of Manufacturing Engineers (1994) PDFDokument1.204 SeitenKurt Lange - Handbook of Metal Forming - Society of Manufacturing Engineers (1994) PDFCarlos SosaNoch keine Bewertungen
- Mig Welding Mastery PDFDokument31 SeitenMig Welding Mastery PDFCarlos SosaNoch keine Bewertungen
- Automation Techniques Material ProcessingDokument321 SeitenAutomation Techniques Material ProcessingCarlos SosaNoch keine Bewertungen
- Design of An Adaptable Tooling System For Part To Part VariationDokument135 SeitenDesign of An Adaptable Tooling System For Part To Part VariationCarlos SosaNoch keine Bewertungen
- Edtpa Lesson 3Dokument3 SeitenEdtpa Lesson 3api-299319227Noch keine Bewertungen
- GladioDokument28 SeitenGladioPedro Navarro SeguraNoch keine Bewertungen
- Turnbull CV OnlineDokument7 SeitenTurnbull CV Onlineapi-294951257Noch keine Bewertungen
- Aavi 3Dokument4 SeitenAavi 3Arnie IldefonsoNoch keine Bewertungen
- Assignment 1 Brief: ScenarioDokument4 SeitenAssignment 1 Brief: ScenarioChâu TrầnNoch keine Bewertungen
- History of Old English GrammarDokument9 SeitenHistory of Old English GrammarAla CzerwinskaNoch keine Bewertungen
- Vertical Cutoff WallsDokument18 SeitenVertical Cutoff WallsMark LaiNoch keine Bewertungen
- PUPiApplyVoucher2017 0006 3024Dokument2 SeitenPUPiApplyVoucher2017 0006 3024MätthëwPïńëdäNoch keine Bewertungen
- Reviewer in EntrepreneurshipDokument6 SeitenReviewer in EntrepreneurshipRachelle Anne SaldeNoch keine Bewertungen
- Model 900 Automated Viscometer: Drilling Fluids EquipmentDokument2 SeitenModel 900 Automated Viscometer: Drilling Fluids EquipmentJazminNoch keine Bewertungen
- Activity Based Costing TestbanksDokument18 SeitenActivity Based Costing TestbanksCharlene MinaNoch keine Bewertungen
- Genie PDFDokument277 SeitenGenie PDFOscar ItzolNoch keine Bewertungen
- Book of IQ TestsDokument124 SeitenBook of IQ TestsFox Mango100% (4)
- Lecture 1 Electrolyte ImbalanceDokument15 SeitenLecture 1 Electrolyte ImbalanceSajib Chandra RoyNoch keine Bewertungen
- Chapter 3 Depreciation - Sum of The Years Digit MethodPart 4Dokument8 SeitenChapter 3 Depreciation - Sum of The Years Digit MethodPart 4Tor GineNoch keine Bewertungen
- Model No. TH-65JX850M/MF Chassis. 9K56T: LED TelevisionDokument53 SeitenModel No. TH-65JX850M/MF Chassis. 9K56T: LED TelevisionRavi ChandranNoch keine Bewertungen
- Motion To Dismiss Guidry Trademark Infringement ClaimDokument23 SeitenMotion To Dismiss Guidry Trademark Infringement ClaimDaniel BallardNoch keine Bewertungen
- Wood ReportDokument36 SeitenWood Reportメルヴリッ クズルエタNoch keine Bewertungen
- Matrices and Vectors. - . in A Nutshell: AT Patera, M Yano October 9, 2014Dokument19 SeitenMatrices and Vectors. - . in A Nutshell: AT Patera, M Yano October 9, 2014navigareeNoch keine Bewertungen
- Oral Com Reviewer 1ST QuarterDokument10 SeitenOral Com Reviewer 1ST QuarterRaian PaderesuNoch keine Bewertungen
- Performance Evaluation of The KVM Hypervisor Running On Arm-Based Single-Board ComputersDokument18 SeitenPerformance Evaluation of The KVM Hypervisor Running On Arm-Based Single-Board ComputersAIRCC - IJCNCNoch keine Bewertungen
- Distillation ColumnDokument22 SeitenDistillation Columndiyar cheNoch keine Bewertungen
- Purification of Dilactide by Melt CrystallizationDokument4 SeitenPurification of Dilactide by Melt CrystallizationRaj SolankiNoch keine Bewertungen
- Altos Easystore Users ManualDokument169 SeitenAltos Easystore Users ManualSebNoch keine Bewertungen
- Syllabus DU NewDokument48 SeitenSyllabus DU NewANKIT CHAKRABORTYNoch keine Bewertungen
- 2021-01-01 - Project (Construction) - One TemplateDokument1.699 Seiten2021-01-01 - Project (Construction) - One TemplatemayalogamNoch keine Bewertungen
- Chapter I. Scope of Distributive Trade StatisticsDokument11 SeitenChapter I. Scope of Distributive Trade StatisticsNguyễn Hà Diệu LinhNoch keine Bewertungen
- Operator'S Manual PM20X-X-X-BXX: 2" Diaphragm PumpDokument12 SeitenOperator'S Manual PM20X-X-X-BXX: 2" Diaphragm PumpOmar TadeoNoch keine Bewertungen
- TABEL Sifat Uap Jenuh Tabel Suhu Dan TekananDokument8 SeitenTABEL Sifat Uap Jenuh Tabel Suhu Dan Tekanan21-002 Alditua sinabaribaNoch keine Bewertungen
- NOV23 Nomura Class 6Dokument54 SeitenNOV23 Nomura Class 6JAYA BHARATHA REDDYNoch keine Bewertungen
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesVon EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesBewertung: 4.5 von 5 Sternen4.5/5 (21)
- Solar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsVon EverandSolar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsBewertung: 4.5 von 5 Sternen4.5/5 (2)
- A Pathway to Decarbonise the Shipping Sector by 2050Von EverandA Pathway to Decarbonise the Shipping Sector by 2050Noch keine Bewertungen
- Introduction to Power System ProtectionVon EverandIntroduction to Power System ProtectionBewertung: 5 von 5 Sternen5/5 (1)
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterVon EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterNoch keine Bewertungen
- Shorting the Grid: The Hidden Fragility of Our Electric GridVon EverandShorting the Grid: The Hidden Fragility of Our Electric GridBewertung: 4.5 von 5 Sternen4.5/5 (2)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialVon EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNoch keine Bewertungen
- Heat Transfer Engineering: Fundamentals and TechniquesVon EverandHeat Transfer Engineering: Fundamentals and TechniquesBewertung: 4 von 5 Sternen4/5 (1)
- The Permaculture City: Regenerative Design for Urban, Suburban, and Town ResilienceVon EverandThe Permaculture City: Regenerative Design for Urban, Suburban, and Town ResilienceNoch keine Bewertungen
- Offshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsVon EverandOffshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsNoch keine Bewertungen
- Practical Power Distribution for IndustryVon EverandPractical Power Distribution for IndustryBewertung: 2.5 von 5 Sternen2.5/5 (2)
- Renewable Energy: A Very Short IntroductionVon EverandRenewable Energy: A Very Short IntroductionBewertung: 4.5 von 5 Sternen4.5/5 (12)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesVon EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesBewertung: 4 von 5 Sternen4/5 (2)
- Nuclear Energy in the 21st Century: World Nuclear University PressVon EverandNuclear Energy in the 21st Century: World Nuclear University PressBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Live Off Grid: Escape The City, Learn How To Travel Intelligently Using Solar PowerVon EverandLive Off Grid: Escape The City, Learn How To Travel Intelligently Using Solar PowerNoch keine Bewertungen
- Fundamentals of Hydrogen Production and Utilization in Fuel Cell SystemsVon EverandFundamentals of Hydrogen Production and Utilization in Fuel Cell SystemsNoch keine Bewertungen
- Pocket Guide to Flanges, Fittings, and Piping DataVon EverandPocket Guide to Flanges, Fittings, and Piping DataBewertung: 3.5 von 5 Sternen3.5/5 (22)
- Handbook on Battery Energy Storage SystemVon EverandHandbook on Battery Energy Storage SystemBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Power Electronics Diploma Interview Q&A: Career GuideVon EverandPower Electronics Diploma Interview Q&A: Career GuideNoch keine Bewertungen
- Electrical Load-Curve Coverage: Proceedings of the Symposium on Load-Curve Coverage in Future Electric Power Generating Systems, Organized by the Committee on Electric Power, United Nations Economic Commission for Europe, Rome, Italy, 24 – 28 October 1977Von EverandElectrical Load-Curve Coverage: Proceedings of the Symposium on Load-Curve Coverage in Future Electric Power Generating Systems, Organized by the Committee on Electric Power, United Nations Economic Commission for Europe, Rome, Italy, 24 – 28 October 1977Noch keine Bewertungen
- Idaho Falls: The Untold Story of America's First Nuclear AccidentVon EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentBewertung: 4.5 von 5 Sternen4.5/5 (21)
- Practical Reservoir Engineering and CharacterizationVon EverandPractical Reservoir Engineering and CharacterizationBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Global Landscape of Renewable Energy FinanceVon EverandGlobal Landscape of Renewable Energy FinanceNoch keine Bewertungen
- Renewable Energy Sources - Wind, Solar and Hydro Energy Revised Edition : Environment Books for Kids | Children's Environment BooksVon EverandRenewable Energy Sources - Wind, Solar and Hydro Energy Revised Edition : Environment Books for Kids | Children's Environment BooksNoch keine Bewertungen
- RV Living Collection: RV living for beginners, RV travel for the whole family, RV repair and RV mobile solar power: Experience Freedom on the roads alone or with your family with this collection. Learn how to repair your motorhome while using renewable energy!Von EverandRV Living Collection: RV living for beginners, RV travel for the whole family, RV repair and RV mobile solar power: Experience Freedom on the roads alone or with your family with this collection. Learn how to repair your motorhome while using renewable energy!Noch keine Bewertungen
- VSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsVon EverandVSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsNoch keine Bewertungen
- Photovoltaic Solar Energy: From Fundamentals to ApplicationsVon EverandPhotovoltaic Solar Energy: From Fundamentals to ApplicationsNoch keine Bewertungen